(54) ШТАМП ДЛЯ ЧИСТОВОЙ ВЫРУБКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294809C1 |
| Штамп для чистовой вырубки | 1982 |
|
SU1031580A1 |
| Штамп для чистовой вырубки | 1979 |
|
SU776715A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для чистовой вырубки | 1977 |
|
SU662207A1 |
| ШТАМП ДЛЯ ВЫРУБКИ ПАЗОВ В ПОЛОСОВЫХ ЗАГОТОВКАХ | 2002 |
|
RU2217298C1 |
| Штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них отверстий | 1980 |
|
SU929279A1 |
| Штамп для чистовой вырубки | 1991 |
|
SU1807907A3 |
| ШТАМП ДЛЯ ЧИСТОВОЙ ПРОБИВКИ ОТВЕРСТИЙ | 1973 |
|
SU361004A1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ С ОБЖИМКОЙ | 2008 |
|
RU2409444C2 |
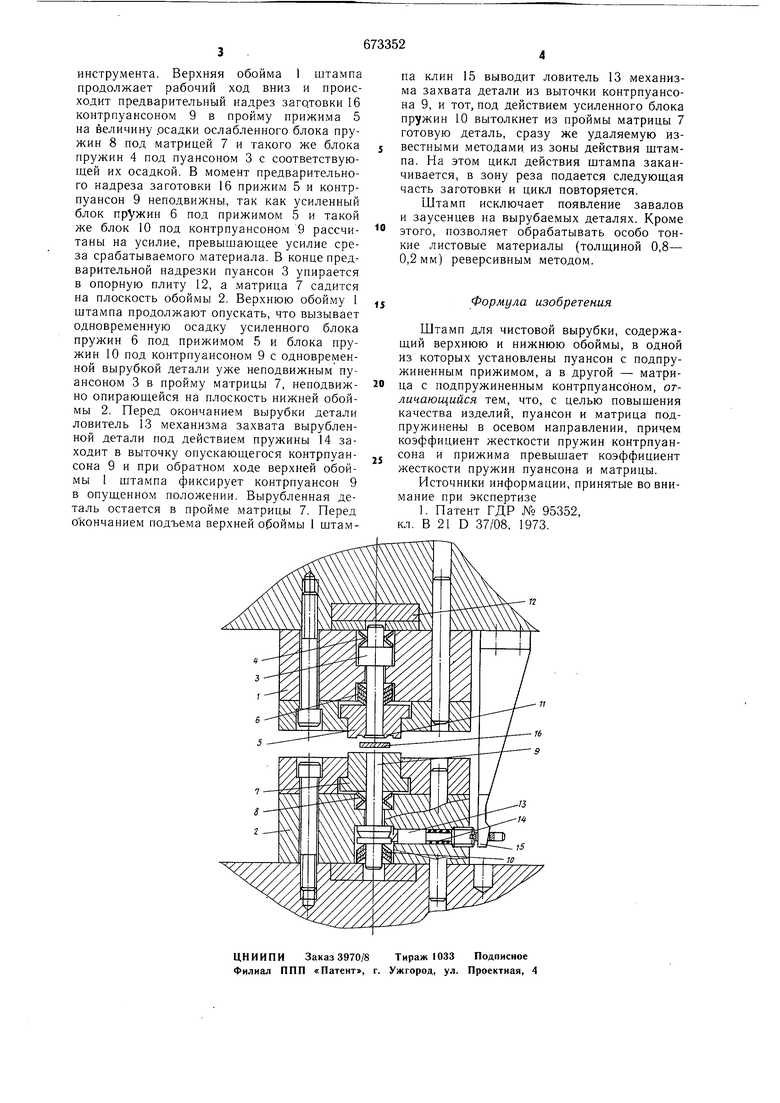
Изобретение относится к области листовой штамповки и может быть использовано в операциях вырубки пробивки. Известен штамп для чистовой вырубки, содержаший верхнюю и нижнюю плиты, к одной из которых крепится неподвижный пуансон и подвижный прижим, а к другой неподвижная матрица и подвижный выталкиватель (контрпуансон) 1. Штамп обеспечивает создание гидростатического давления в объеме заготовки вблизи режущих кромок путем внедрения клиновидного ребра прижима в заготовку вблизи зоны реза и последующую вырубку детали из листа пуансоном в пройму матрицы. Однако, при этом образуются завал и заусеницы по кромкам получаемых изделий. Целью изобретения является повышение качества изделий. Цель достигается тем, что пуансон и матрица подпружинены в осевом направлении, причем коэффициент жесткости пружин контрпуансона и прижима превышает коэффициент жесткости пружин пуансона и матрицы. На чертеже изображен штамп, продольный разрез. Штамп для чистовой вырубки имеет верхнюю I и нижнюю 2 обоймы, в одной из которых размешены пуансон 3, подпружиненный пружиной 4, и прижим 5, контактирующий с пружиной 6, а в другой установлена матрица 7, подпружиненная пружиной 8, и контрпуансон 9 с пружиной 10. Причем пружины 4, 8, 6, 10 попарно выбраны с одинаковым коэффициентом жесткости . Прижим имеет ребро 11. Кроме того, щтамп содержит опорную плиту 12, ловитель 13, пружину 14 и клин. 15. Заготовку 16 помещают в область зоны реза. Происходит опускание верхней 1 обоймы штампа и смыкание торцовых плоскостей прижима 5 и матрицы 7 с одновременным внедрением в металл заготовки 16 ребра 11 прижима 5 контакт плоскостей матрицы 7 и прижима 5 необходим, чтобы не допустить расплющивания тонколистовой заготовки 16 и сохранить ребро 11 прижима 5 от повреждений при наладке. Одновременно обжимают заготовку 16 по плоскостям и создают гидростатическое давление в объеме металла вблизи режущих кромок
