(54) ИГЛОФРНЗЕРНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Иглофрезерный станок | 1979 |
|
SU860951A2 |
| Бесцентрово-иглофрезерный станок | 1988 |
|
SU1668058A1 |
| Устройство для одновременной очистки внутреннего и наружного концов труб | 1981 |
|
SU1171232A1 |
| Иглофрезерный станок | 1987 |
|
SU1426708A2 |
| Установка для получения трубчатых заготовок | 1976 |
|
SU608591A1 |
| Устройство для сплошной зачистки круглого проката | 1979 |
|
SU904822A1 |
| Линия для производства оребренных биметаллических труб | 1977 |
|
SU738722A1 |
| КОМБАЙН КУЗНЕЦОВА ДЛЯ СНЯТИЯ НАРУЖНОГО ГИДРОИЗОЛЯЦИОННОГО ПОКРЫТИЯ С МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ И ЕГО ОБРАБАТЫВАЮЩИЕ АГРЕГАТЫ ПОЭТАПНОЙ ОЧИСТКИ ТРУБОПРОВОДА | 1995 |
|
RU2098204C1 |
| Способ иглофрезерной обработки и иглофрезерный станок | 1986 |
|
SU1389943A1 |
| УСТРОЙСТВО ДЛЯ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334595C1 |
Т зобретение может быть использовано в машиностроении, например в котпостроении, для зачистки наружной поверхности Tpyfi и круглого проката.
Известны иглофрезерные станки для зачистки наружной поверхности непрерывно движущихся труб, включаюише привод вращения иглофрез, механизм их сведения и разведения, тянущие и задающие ролики 1.
Известные станки имеют следующие недостатки:
-возникаюпше инерционные силы в механизмах крепления и регулировки иглофрез йе позволяют увеличить их число оборотов и скорость подачи материала, что естественно сказывается на производительности станка;
- при внезапной остановке трубы инструмент продолжает снимать слой металла, что приводит к браку; кроме того, иглофрезы не имеют возможности копирования обрабатываемой поверхностн;
-скорость подачи обрабатываемого материала ограничена из-за наличия крутильных колебаний и вибраций проката;
. конструк1шя ротора является сложной, неЦадежной в работе, так как он имеет слс кный привод и механизм вращения иглофрез вокруг своей оси и вокруг трубы, что затрудняет эксплуатацию станка.
Целью изобретения является повышение качества и производительности обработки iiyieM увеличения числа оборотов инструмента и скорости подачи материала.
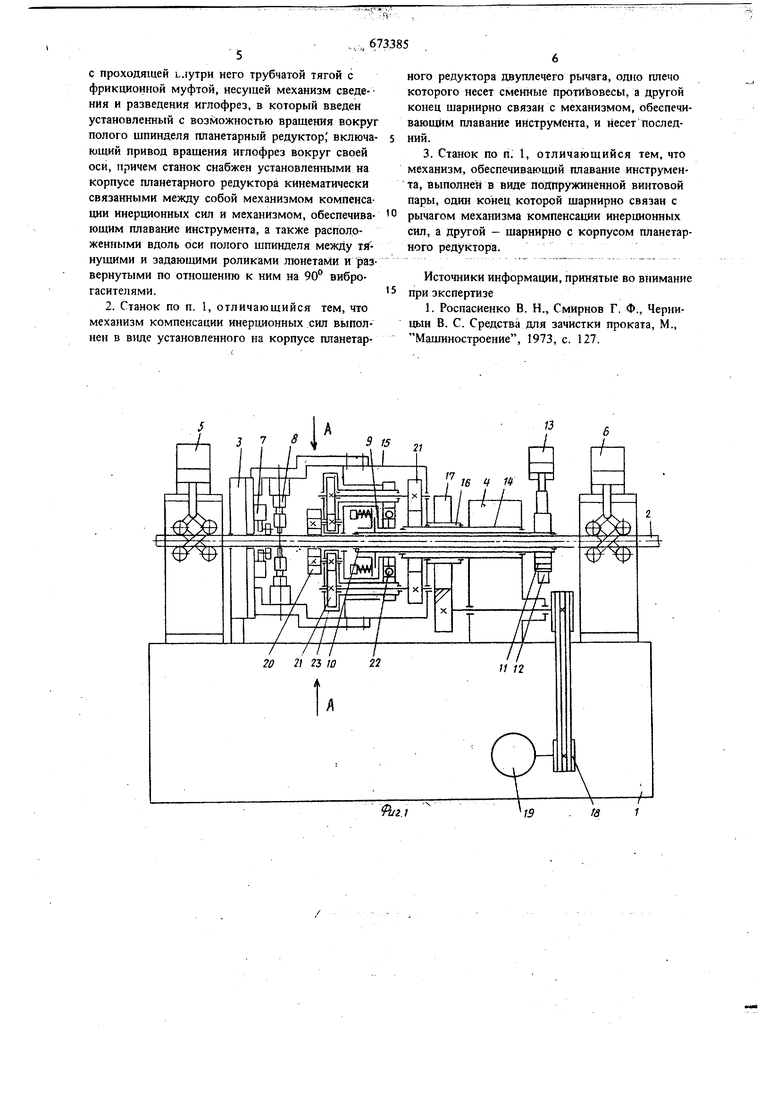
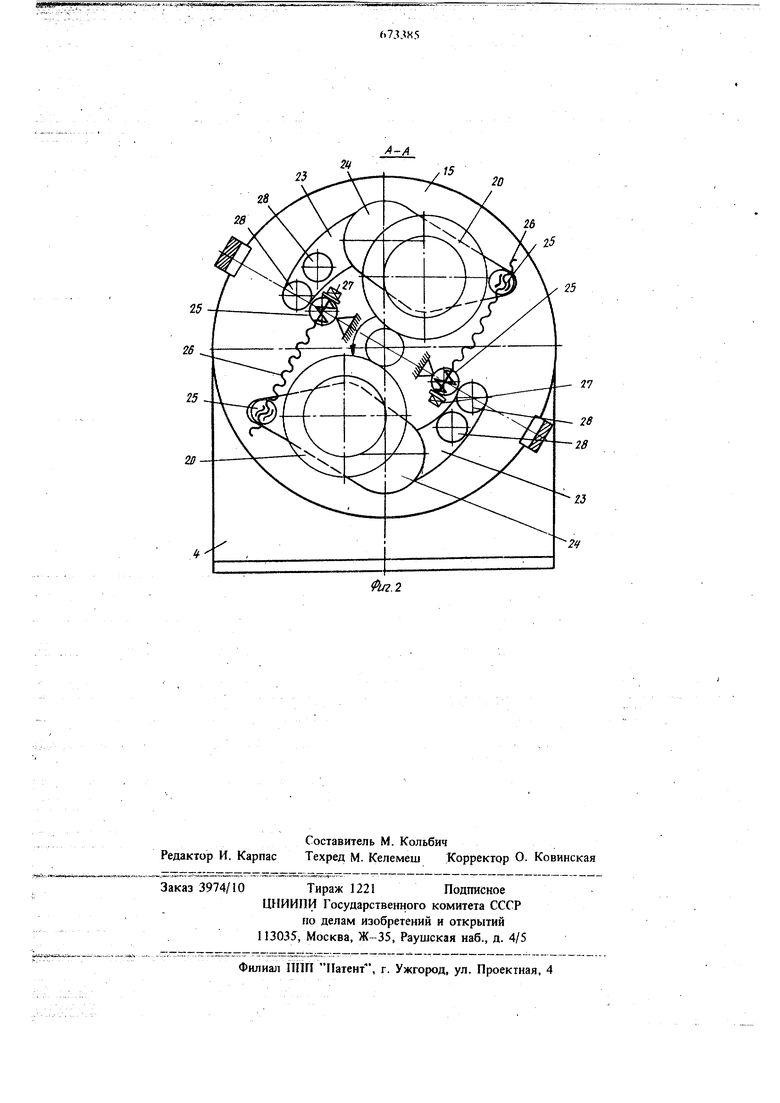
С этой целью станок снабжен гшлым цнтинделем с проходящей внутри трубчатой тягой с фрикционной муфтой, несущей механизм сведения и разведения иглофрез, в который введен установленный с возможностьн) вращения вокруг полого шпинделя планетарный редуктор, включающий привод вращения иглофрез вокруг своей оси, причем станок снабжен установленными на корпусе планетарного редуктора кинематически связанными между собой механизмом компенсации инерционных curt и механизмом, обеспечивающим плавание инструмента, а также расположенными вдоль осц полого 1нпинделя между тянущими и задающими роликами люнетами и развернутыми по отношении) к ним на 90 виброгасителями. Механизм компенсации инерционных сил выполнен в виде установленного на корпусе планетарного редуктора двуплечего рычага, одно плечо которого несет сменные противовесы, а другой конец шарнирно связан с механизмом, обеспечивающим плавание инструмента, и несет последний. Механизм, обеспечивающий плавание инструмента, выполнен в виде подпружиненной винтовой пары, один конец которой шарнирно связан с рычагом механизма компенсации инерционных сил, а другой - шарнирно с корпусом планетарного редуктора. На фиг. 1 представлена кинематическая схема иглофрезерного станка; на фиг. 2 - разрез А-А на фиг. 1. Иглофрезерный станок для очистки наружной поверхности непрерывно движущихся труб содер жит установленные на станине 1 вдоль оси днижения трубы 2 вращающиеся переднюю 3 и заднюю 4 опоры с расположенными за ними механизмами 5, 6 центрирования и подачи один из которых является задающим 5, а другой - тяну щим 6. Между, передней 3 и задней 4 опорами последовательно друг за другом по оси обрабатываемой трубы размещены поддерживающие люнеты 7, закрепленные на передней опоре 3, и вибрргасители 8, развернутые на .угол 90 по отнонлению к люнетам 7 и снимающие вибрации трубы, возникающие в зоне обработки, а также фрикщюнная муфта 9, трубчатая тяга 10, ко орая установлена в задней опоре 4 с возможность поворота от зубчатого колеса 11 при передаче движения через зубчатую рейку 12 от пневмоцюшндра 13. Трубчатая тяга 10, внутри которой установлена обрабатываемая труба 2, размещена в полом шпинделе 14, на котором вне корпуса 15 планетарного редуктора 16 установлена .планетарная передача 17, взаимодействующая через ременнуто передачу 18 с электродвигателем 19 и обеспечивающая вращение инструмента 26 вместе с планетарным редуктором 16 вокруг трубы 2. На полом шпинделе 14 внутри корпуса 15 размещены зубчатые передачи 21, обеспечивающие вращение инструмента 20 вокруг своей оси, и механизм 22 отвода и опускания его в процессе работы. На корпусе 15 с возможностью поворота установлен двуплечий рычаг 23 механизма 24 компен сации инерционных сил, на одном конце которого разме1цен инструмент 20, кинематически связанный с механизмом зубчатых передач-21, и 25 винтовой пары 26 механизма 27, обеспечивающего плавшше инструмента 20, а на друrdM размещены сменные противовесы 28, предназначенные для компенсации инерционных сш, возникающих в процессе обработки трубы 2. Механизм плавания 27 предназначен для копирования поверхности обрабатываемой трубы и установки инструмента 20 на необходимую глубину обработки. Он выполнен в виде подпружиненной винтовой пары 26, один конец которой шарнирно закреплен на рычаге 23, а второй также шарнирно закреплен на корпусе 15 планетарного редуктора 16. Станок работает следующим образом. Перед началом работы узлы и детали находятся в следующем взаимодействии. Иглофрезы 2Ь с помощью винтовой пары 26 настроены на необходимую глубину обработки и диаметр трубы 2, а с помощью пневмоцилиндра 13 через зубчатую рейку 12, зубчатое колесо 11 и механизм отвода 22 инструменты разведены. Обрабатываемая труба 2 установлена в предварительно настроенные на соответствующий диаметр механизм 5 подачи и центрирования, люнеты 7 и виброгасители 8. При этом тянущий механизм 6 центрирования и подачи такЖе настроен на соответствующий диаметр трубы. Электродвигатель 19 через ременную передачу 18 и планетарную передачу 17 вращает корпус 15 редуктора 16. Одновременно механизм центрирования 5 подает трубу 2 через люнеты 7 и виброгасители 8 в зону обработки, при зтом срабатывает пневмоцилиндр 13 и передает движение через зубчатую рейку 12 и колесо 11 труб чатой тяге 10, которая включает фрикционную муфту 9 и механизм отвода и подвода 22 опускает на трубу Иглофрезы 20, получившие вращеиие вокруг своей оси одновременно с вращением планетарного редуктора 16 вокруг трубы. Механизм 5 центрирования и подачи подает трубу 2 через трубчатую тягу 10 до тянущего механизма 6 центрирования и подачи.который и обеспечивает ее движение при выходе из толкающего механизма 5 центрирования и подачи, В процессе работь: станка должна обеспечиваться непрерывная подача трубы в зону обработки без зазоров между стыками их концов. В случае появления зазора (расстыковки) механизм (на чертеже не показан), задающий команду пневмоцилиндру, срабатывает и иглофрезы отводятся от трубы. Формула изобретения 1. Иглофрезерный станок для зачистки наружой поверхности непрерывно движущихся труб. включающий привод вращения иглофрез, мехаизм их сведения и разведения, тянущие и заающие ролики, отличающийся тем, что, с елыр повышения качества и производительности бработки, станок снабжен полым шпинделем
с проходящей ьлутри него трубчатой тягой с фрикционной муфтой, несущей механизм сведеНИН и разведения иглофрез, в который введен установленный с возможностью вращения вокруг полого щпинделя планетарный редуктор; включающий привод вращения иглофрез вокруг своей оси, причем станок снабжен установленными на корпусе планетарного редуктора кинематически связанными между собой механизмом компенсации инерционных сил и механизмом, обеспечивающим плавание инструмента, а также расположенными вдоль оси полого щпинделя между тй нущими и задающими роликами люнетами и jjaaвернутыми по отнощению к ним на 90 виброгасителями.
ного редуктора двуплечего рычага, одно плечо которого несет сменные противовесы, а другой конец щарнирно связан с механизмом, обеспечивающим плавание инструмента, и несет последний.
Источники информации, принятые во внимание при зкспертизе
.}
28
)-/
20
26
25
24
