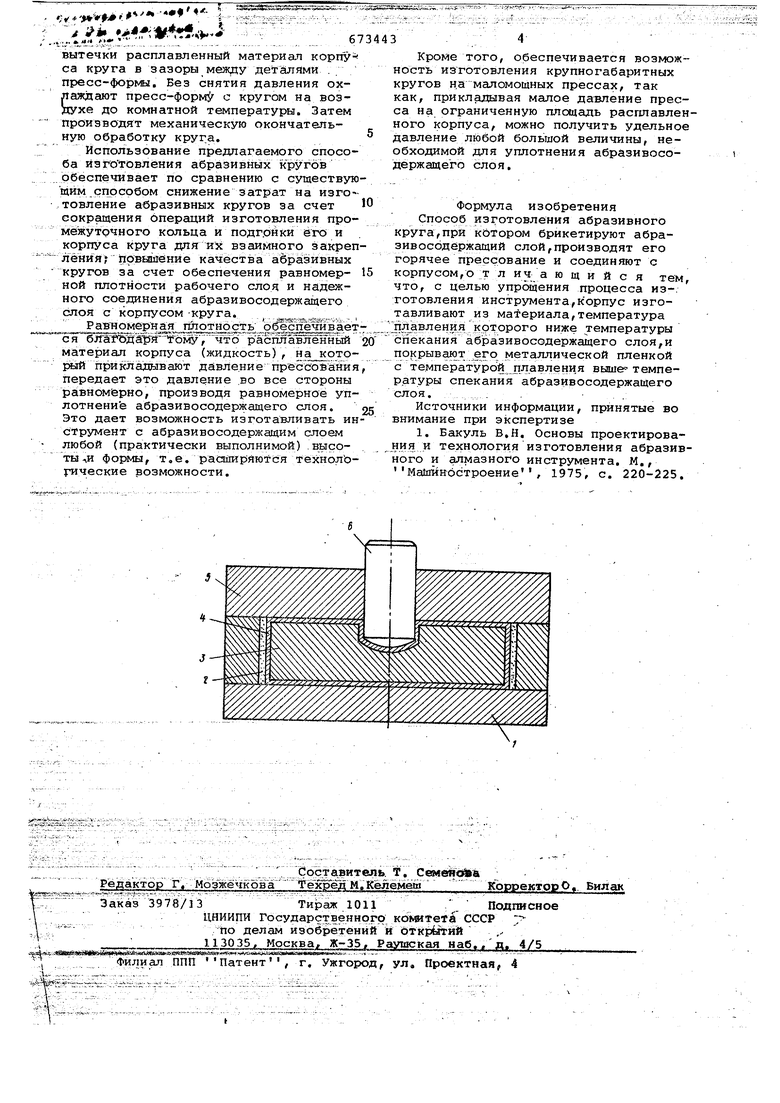
Изобретение относится к области производства абразивного инструмента. Известен способ изготовления абразивного круга, при котором брикетируют абразивосодержащий слой, произвогдят его горячее прессование и соединя ют с корпусом 1. . Недостатком известного способа является сложность технологического процесса изготовления инструмента, та как необходимо изготовление переходного кольца, на которое производят прессование сбрикетированного абразивосодержащегослоя, и, кроме того, необходимо осуществлять подгонку коль ца с корпуссял круга и их взаимное закрепление. Целью изобретения является упровдение процесса изготовления инструмента Для этого корпус изготавливают из материала, температура плавления кото рого ниже температуры спекания абразивосодержаще1о слоя, и покрывйют его металлической пленкой с температурой плавления выае температуры спекания абразивосодержащего слоя. На чертеже представлена схема установки для изготовления абразивного круга. При изготовлении алмазного круга в матрицу 1 устанавливают сбрикетированный алмазосодержащий слой 2 и корпус круга 3. Корпус круга изготовлен из материала, температура плавления которого ниже температуры спекания абразивосодер1жащего слоя, например из алюминие вого сплава АКб, Затем покрывают корпус круга слоем 4,температура плавления которого выше температуры спекания абразивосодержа- щего слоя. Затем устанавливгиот и закрепляют крышку 5 с .пуансоном 6, и собранную пресс-форму помещают в печь, где производят нагрев до температуры спекания и выдерживают определенное время при такой температуре. При этом материал корпуса расплавляется и переходит в жидкое, состояние. После этого осуществляют прессование при давлении. Приложенное к пуанрону усялие Р передается через расплавленный материал, корпуса абразивосодержащему слою, производя его горячую допрессовку. При этом, кроме прессования слоя, происходит спекание его с корпусом круга. Металлическая пленка в процессе, изготовления выполняет функцию рубашкиf предохраняющей от j - iT w$Ss.tS4;S5s.«i:psB w n, . f, L. вытечки расплавленный материал корпуса круга в зазоры между деталями . пресс-фор1Ф. Без снятия давления охлаждают пресс-форм г с кругом на воздухе до комнатной температуры. Затем Производят механическую окончательную обработку круга. Использование предлагаемого способа йзготовлёния абразивных ikpyroB обеспечивает по сравнению с существую щим способом снижение затрат на изготовление абразивных кругов за счет сокращения операций изготовления промежуточного кольца и подгрйки его и корпуса круга для их взаимного закреп лёния; пр:вы111ение качества абразивных кругов за счет обеспечения равномерной плотности рабочего слоя и надежного соединения абразивосодержащего слоя с корпусом -круга. . . vv P aOT OMepH afl jOTOT jocTb О.Ш1ёНМ В ®Т ся бЛ1 ШдЩ5Й ом что расгшавлёШыЙ материал корпуса (жидкость) , на рторый прикладывают давление прессовайия передает это давление .во все стороны ра вномёрно, производя равномерное уплотнение абразивосодержащего слоя. Это дает возможность изготавливать ин струмент с абразивосодержащим слоем любой (практически выполнимой).высо тылИ формы, т.е. расширяются технолЬгические возможности. , k. , Кроме того, обеспечивается возможность изготовления крупногабаритных кругов н.а маломощных прессах, так как, прикладывая малое давление пресса на ограниченную площадь расплавленного корпуса, можно получить удельное давление любой большой величины, необходимой для уплотнения абразивосодержащего слоя. Формула изобретения Способ изготовления абразивного круга,при кбтором брикетируют абразивосодержащий слой,производят его горячее прессование и соединяют с корпусом, о т л и ч- а ю щ и и с я тем, что, с целью упрощения процесса из-. готовления инструмента,корпус изготавливают из материала,температура крт орого ниже температуры спекания абразивосодержащего слоями покрывают его металлической пленкой с температурой плавлени.я выше температуры спекания абразивосодержа1цего слоя. Источники информации, принятые во внимание при экспертизе 1. Бакуль В,Н. Основы проектирования и технология изготовления абразивного и алмазног о инструмента. М., Ма11тн6строение, 1975, с. 220-225.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивного инструмента | 1989 |
|
SU1764981A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1993 |
|
RU2068335C1 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО СЛОЯ АБРАЗИВНОГО ИНСТРУМЕНТА ИЗ ПОРОШКОВ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2009 |
|
RU2396161C1 |
| Способ изготовления алмазно-абразивных кругов | 1981 |
|
SU1044463A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2486048C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ПОВЫШЕННОЙ КОНЦЕНТРАЦИИ ЗЕРЕН | 2006 |
|
RU2319601C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ НА ДИСПЕРСНОЙ МАТРИЦЕ | 1993 |
|
RU2048270C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1991 |
|
RU2010679C1 |
| МАТЕРИАЛ МАТРИЦ АЛМАЗНОГО И АБРАЗИВНОГО ИНСТРУМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136479C1 |
