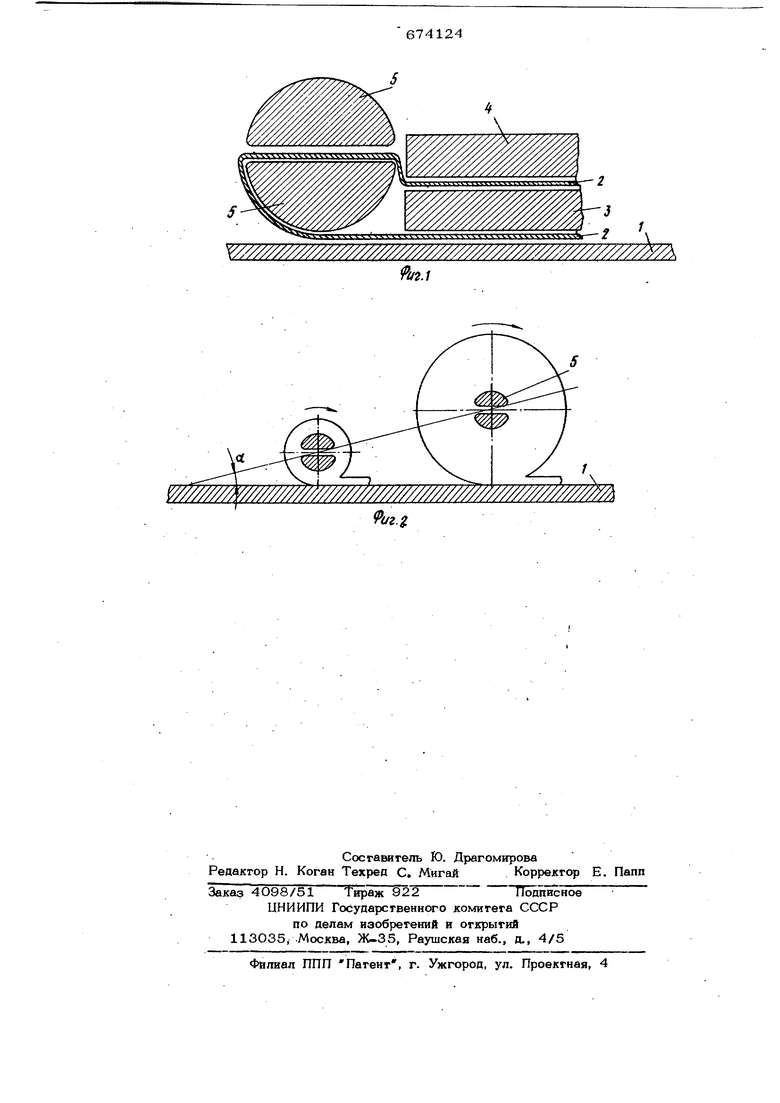
Однако при намотке впектродов с сепараторами такое закрепление приводит к излому электродов. Кроме того, угол перемещения оправки ие регулируется, что может привести при сильном натяжении наматываемых эпектродов и сепараторов к их обрыву, а при слабом натяжении к увеличению межалектродных зазоров, что ухудшает харахтеристики источ- ника тока. С целью предотвращения, брака и умен и1ения межвпёктроднь1Х зазоров один из электродов огибают с двух сторон сепаратором с образованием : у торцовой часта электрода петли, за которую сепаратор закрепляют в оправке, а угол перемещени оправки сз(, рассчитывают по фцрмуле Ьп-кя, oC arctg H() где а - радиус оправки, Ъ - тотпина пакета электродов с сепаратором, п.- число оборотов оправки. На фиг. 1 показано закрепление в оправке пакета электродов с сепараторами на фиг. 2 - процесс аамотки рулона. Предложенный способ заключается в следующем. На неподвижный поток 1 укладывают ленту сепаратора 2, затем на нее помешают электрод одного знака 3. Сепаратор заворачивают на электрод 3 таким образом, что у торца электрода образуется петля, и помещают на него электро другого знака 4. В петле сепаратора 3 1крвпляют разъе ную оправку 5. Намотку рулона производят путем вращения оправки. При этом однсжременно осуществляют поступательное перемещение оправки под углом к плоскости лотка. Угол перемещения опра ки (jC рассчитывают по формуле () где а - радиус оправки, Ъ, - толщина пакета электродов, П - число оборотов оправки. Применение преиложенного способа позволяет исключить изломы и обрывы в рулоне и, тем, самым ликвидировать брак. Кроме того, в рулоне создаются минимальные межэлектродные зазоры, что позволяет максимально использовать полезный объем источника тока. При этом можно применять сепараторные материалы, не отличающиеся высокой прочностью на растяжение, такие, как нетканый полипропилен, без армирования их более прочным материалом. Формула изобретени Способ намотки в рулон пакета электродов с сепараторами для химического источника тока путем укладки на неподвижный лоток электродов с сепараторами, закрепления в оправке и вращения ее с одновременным поступательным перемещением под углом к плоскости лотка, о тличающийся тем, что, с целью предотвращения брака и уменьщения межэлектродных зазоров, один из электродов огибают с двух CTOpoti сепаратором с образованием у торцевой части электрода петли, за которую сепаратор закрепляют в оправке, а угол перемещения оправки рассчитывают по формуле dt-arctg ) где а - радиус сйравки, Ь - толщина пакета электродов с се.- ; паратором, Л- число оборотов оправки. Источники информации, принятые во внимание рщ экспертизе 1.Патеи СССР hfe 351401, кл. Н 01 М 10/28, 1969. 2.Авторское свидетельство СССР № 505036, кл. Н О1 F 41/О4, 1969.
Y/////////////////////////
/
У//////////////////////
Put.i
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки блоков электродов рулонных химических источников тока | 1990 |
|
SU1742906A1 |
| Натяжное устройство стана холодной прокатки сдвоенной полосы | 1978 |
|
SU880537A1 |
| Устройство для намотки многослойных катушек | 1977 |
|
SU723689A1 |
| Электропривод намоточного станка | 2018 |
|
RU2704493C1 |
| СПОСОБ НАМОТКИ БЕСКАРКАСНЫХ ЯКОРЕЙ ЭЛЕКТРИЧЕСКИХ МАШИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2112296C1 |
| Способ изготовления цилиндрических изделий из слоистых пластиков | 1981 |
|
SU990542A1 |
| Двухдвигательный электропривод намоточной машины | 1981 |
|
SU964944A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ В РУЛОН ДЛИННОМЕРНЫХ СДУБЛИРОВАННЫХ В ПАКЕТ ЛЕГКОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2011 |
|
RU2475440C1 |
| Способ изготовления многослойной нитчатой насадки и устройство для его осуществления | 1986 |
|
SU1393454A1 |
| Устройство для намотки секций рулонных конденсаторов | 1990 |
|
SU1780116A1 |