изобретение относится к производству изделий электронной техники, а именно к оборудованию для намотки секций конденсаторов.
Целью изобретения является повышение производительности в работе и улучшении качества секций конденсаторов.
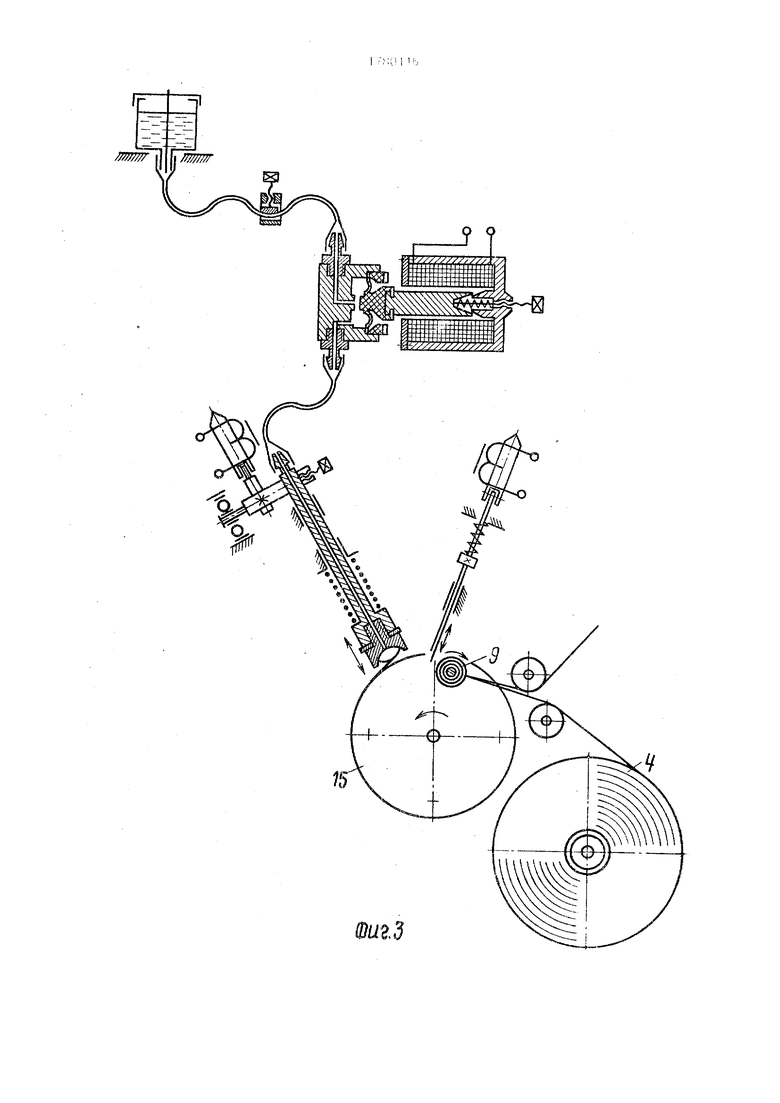
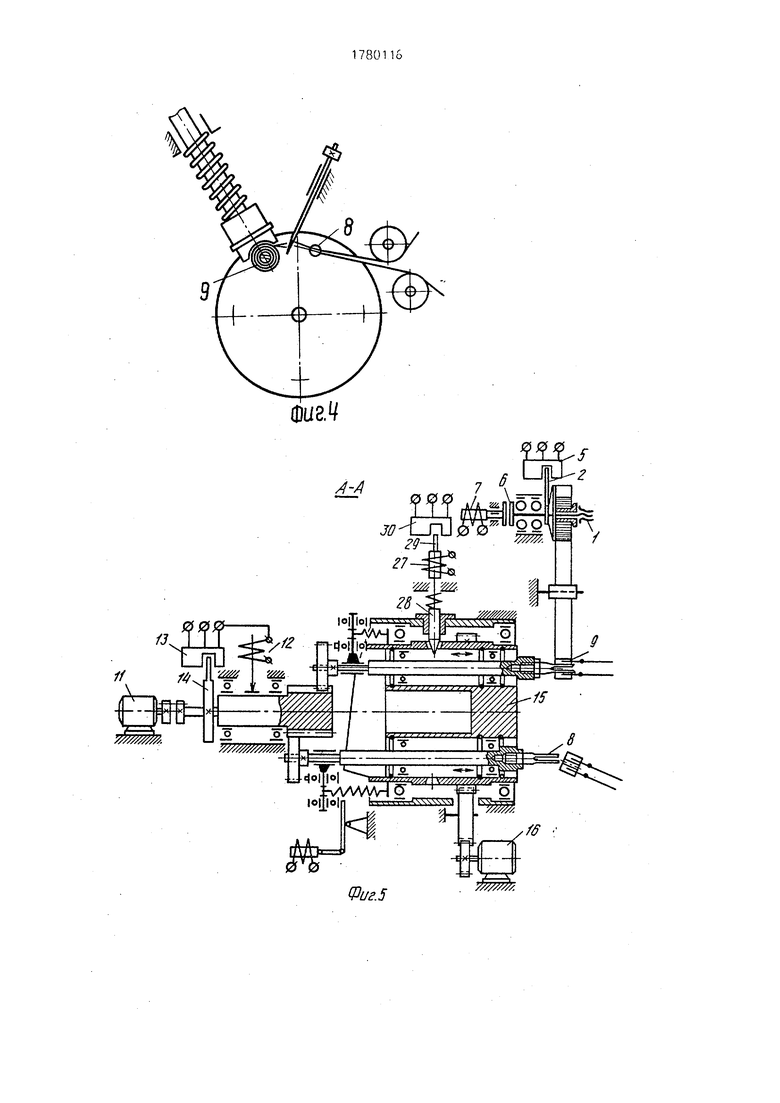
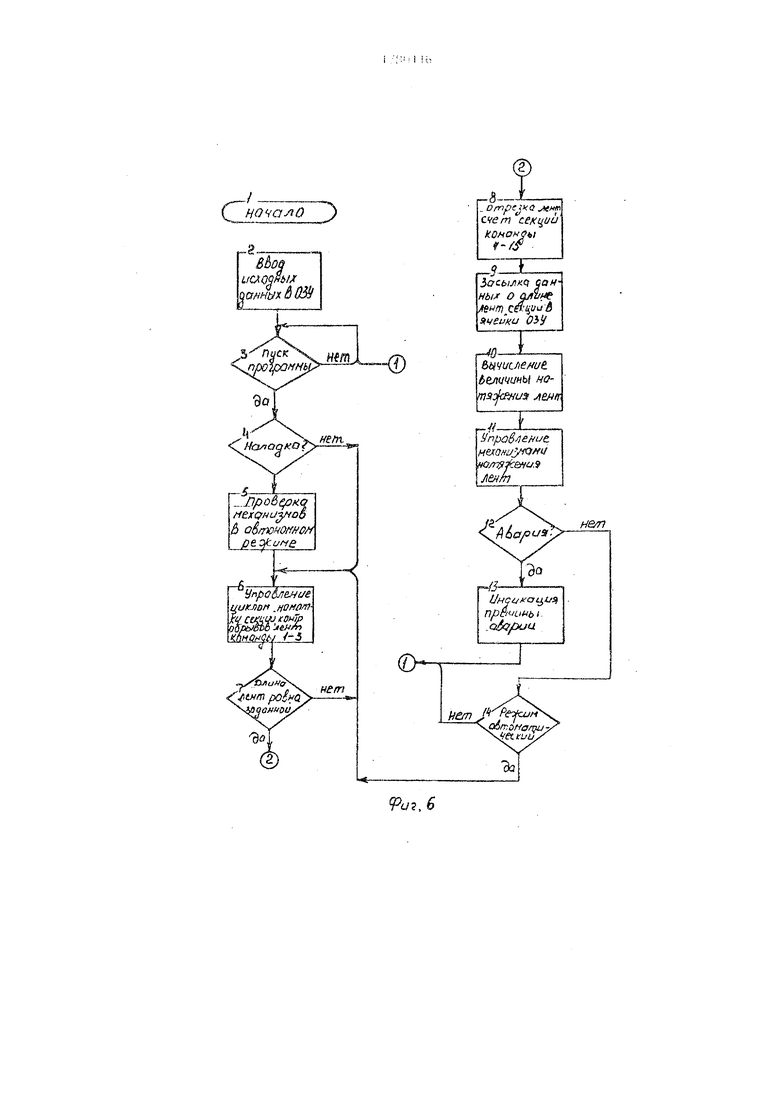
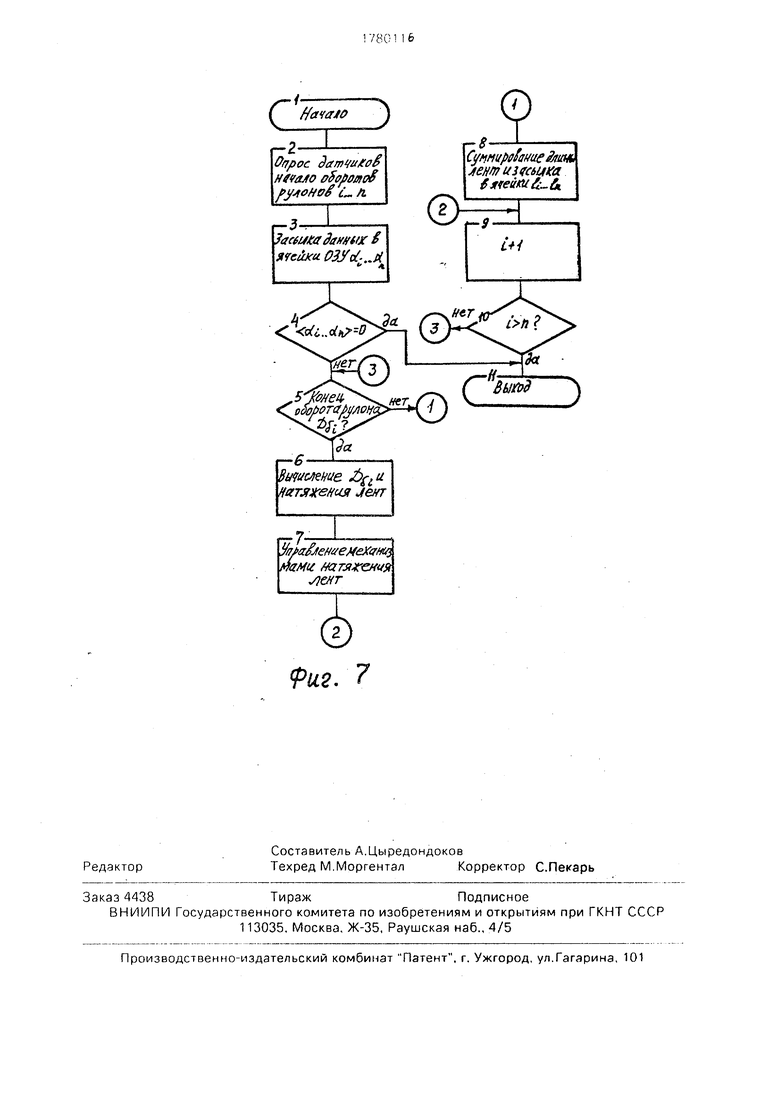
На фиг.1 изображена общая схема устройства; на фиг.2 - кинематическая схема устройства; на фиг.З и 4 - узел заклейки конечного витка секции конденсатора перед заклейкой и в момент заклейки конечного витка секции; на фиг.5 - механизм намотки секций конденсаторов: на фиг.6 алгоритм управления работой устройства; на фиг.7 - алгоритм управления натяжением лент в процессе намотки секции, где Оыдиаметр рулона ; п - число рулонов с лентами фольги и диэлектрика, например п 4; 1 1,2,3,4 Устройство для намотки секций рулонных конденсаторов содержит установленные на станине смоточные шпиндели 1 с флажками 2 и рулонами с анодной, катодной фольгой 3 и двумя диэлектриками 4, датчиками оборотов 5 и фрикционными дисками 6, один из которых з сГКреплен на штоке тормозного электромагнита 7, Намоточный механизм снабжен оправками 8, на каждой из которых наматывается секция Q конденсатора с анодным и катодным выводами 10, Узел вращения оправок состоит из электродвигателя 11, электромагнитной тормозной муфты 12 и датчика 13 ориентации оправок. Датчик положения планшайбы снабжен флажком 14, закрепленным на валу планшайбы 15, поворачиваемой на 45° шаговым двигателем 16. Датчики 17 длины ленты предназначены для счета длины лент анодной, катодной фольги и диэлектрика, В их состав входят светоизлучающий элемент 18, например светодиод с инфракрасным излучением, приемник светового излучения, например, фотодиод 19, усилители-формирователи импульсов 20 и счетчики-накопители 21 с вентильными схемами. На общем валу с растровым диском датчиков 17 жестко закреплены мерные шкивы 22.
Лентозаправочный механизм подачи лент фольги на позицию намотки включает электродвигатель 23 с электромагнитной муфтой 24, Электромагнит 25 служит для сведения роликов при отрезке и подаче лент
(1ОЛ1.ги и связдн с датчикам и 26 отключения i I о,л, 3 ч 1.-1 л е н т фол ь г и.
Для расфиксации планшайбы 15 перед ее поворотом из 45° служит электромагнит 27 с фиксатором 28, флажок 29 фиксатора 28 и датчик 30 положения фиксатора 28. Узел отрезки лент фольги после намотки секций конденсаторов до номинальной емкости, соответствующей заданной длине лент фольги, содержит электромагнит 31 и лентоведущие ролики 32. Упомянутые датчики контроля положения различных механизмов соединены шинами 33-45 с соответствующими входами микропроцессорного блока управления (МПБУ) 46, выходы которого по шинам 47-56 соединены с соответствующир.-1и электромагнитами, электродвигателями и разрешающими входами вентильных схем 21 .датчиков длины, а также с сигнальным табло йгззрнйиой сигнализации 57.
Микропроцессорный блок управления 46 пключает (фиг.1) функциональные модули: микропроцессора 58, ввода вывода информаijHn 59, оперативного запоминающего устг)Ойства (ОЗУ) 60, перепрограммируемого постоянного запоминающего устройства (ППЗУ) 61. дискретных вводов 62, дискретных зыпгдоБ 63 и цмфроаналоговых преобразователей (ЦАП) 64. Перечисленные функционал модули соединены между собой а,л;)есньп 1и информационнь1ми шинами и огЗеспечивают реализациго логических и арифметических операций в соответствии с программой, записанной в ППЗУ 61. Микропро1.|8ссорный блок управления может строиться, например, на базе одноплатных или многоплатных микроЭВМ, например Электроника С5-12, Электроника МС1201.02, Электрон1 ка МС 1260.12. Электроника МС1212 и ряда других, встраиваемых в микропроцессорный блок, который содержит также устройства отображения информации; цифровое табло 65 и светодиодные лмнейки 66, клавиатуру 67 ввода и вывода данных из ОЗУ 60, блок кнопочных переключателей 68 для задания режимов работы устройства, блоки ламельных перекл,Очателей 69. 70, 71 и 72 с выходами в двоично-десятичном коде,, например, ПП-10 соответственно для задания требуемой длины анодг)ой и катодной фольги, задания скорост/1 шагового двигателя и количества холостых витков лент диэлектрика, наматываемых до заданного диаметра секции 9. Упомянутые устройства и переключатели 65-72 соединены с МПБУ 46 через модули дискретных входов 62 и выходов 63.
Для подготовки устройства к работе первоначально вручную пропускают ленты катодной и анодной фольги, а также диэлектрика с рулонов 3 и 4, через лентг;г(:,/1-/ 1 К ролики 32, мерные шк«вы 22 датчиков 1 7 длины и направляющие ролики к оправе 8 на позицию намоткой новой секции.
Устройство для намотки секций рулон
ных конденсаторов работает с;геду1ои1им образом.
При включении электропитания происходит пуск электродвигателей 11 и 23. при
0 этом соответствующие приводы Е-.ращения оправок 8 и подачи лент фол1зги отключены электромагнитными муфтами 12 и 24 соответственно, автоматически или вр чну;о через блок переключателей 68 происходьгг
5 запуск микропроцессорного блока 46, микропроцессор 58 которого последовательно считывает и вь1полняе1 кома1 ды. записанные в постоянном запоминаюпдем устройстве 61. При этом через у с т р о и с т в а
0 дискретного вывода 63 и ЦАП 64 выдаются сигналы, устанавливаюидие исполнительные механизмы в исходное (рабочее) сое гояние: фиксатор 28 фиксирует от случайного смещения планшайбу 15. фла.( 29 находится в щели датчика 30. чер;ез обмогки т(;р.м о 3 н ы X э л е к т р о м а I HI и т о D 7 п р о х о д « максимальный ток. обеспечивая заданно--: натяжение лент фольги и диэ.мектрика: фл.ужок 14 находится в 1це.1и да1чи1са 13, о.оисж0 тируя onpaBKi1 8 в заданьюм .;crfiii для захвата пучка лент фольги 3 и диэлектрика 4, ролики меха1-)изма отрезки 3i с гюмощь-ю электромагнита 25 разведеь.ы. M.Kponi;yцессор 58 постоянно опраш ша 1И;ри;(/;:о5 чатель Пуск програмг.Ч,|, ( его включения оператором.
На блоке переклю- ателой 68 vi а ;авливается режим Работа, утвюмэ. ;-:еск/;й или Разовый ; на блоках 69. О - задг:- мя1Я
0 длина анодной и катодной фо.чыч: в мм; ик блоке 72 - количество холостых витгюв диэлектрика, наматываемых после нэмогки секции до заданного диаметра; из илике 71 скорость шагового дзигател;-; 1G, поворота
5 планшайбы 15.
Переключатель Пуск программы (кнопка, например, П2Кбл1) 68) кр м ковременно переводится в пoлoжe :и.J ьк.(; ачено. При этом nporpOMiviiio. по лиман,г.; и г..
0 поступающим от ;ро;ес::оэя 08 МПБУ 46, осуществляется цикл ;;;;.отки се.ций конденсаторов в слелую:-:1рй гюследойз тельности;
1. Программно пр01 г-:ряется уи;ход 1ое
5 состояние датчиков (на фиг. IQ пг -:;;;зл ;ы положение которых 0)1ргдйл;:е 1-:;ходнсг;
состояние механизмов уСТрПЙС).. LCni /;Г.ХОДНОе состояние КйлОГО-ЛиРп; ДЛМ,1:ка le
соответствует:задангому - плм;-: и IJi 1ьу 4Г:
последний выдает C00in- i fnV--v-i.- : .U;,A-;I
на информационное табло и переходит н режим ожидания ситнапа переключателя Пуск программы.
Если все датчики и механизмы находятся в исходном состоянии с выхода МПУ последовательно выдаются;
команда (1) -- осевой выход оправки 8 и заправка в ней пучка лент фольги и диэлектрика;
команда (2) - сброс предыдущей секции;
команда (3) - отключается тормозная муфта 12 и включается привод отправки 8, на которую начинают наматываться ленты фольги и диэлектрика. Одновременно происходит заклейка предыдущей секции в другой позиции.
В процессе намотки секции ленты анодной и катодной фольги, охватывая шкив 22, вращают его и растровый диск датчика длины 17, через щели которого световой поток источника 18 попадает на фотодиод 19 и через схему усиления и формирования 20 импульсы поступают в счетчики-накопители 21. Через заданные промежутки времени в процессе намотки, например, через 100 мс, МПБУ считывает данные с датчиков 17 и рассчитывает длину анодной и катодной фольги по формуле
, Оы N ,
где 1с - длина намотанной ленты фольги на оправку 8 в момент опроса счетчика-накопителя 21 , мм;
DLU - диаметр шкива, мм (например 45 мм);
п - число щелей по окружности диска 22 (например, 90);
N - текущее количество импульсов в счетчике-накопителе датчика 17 в момент опроса.
2.При равенстве текущей и заданной длины лент анодной и катодной фольги МПБУ выдает команды (А) и (5); включение электромагнита 25 для сведения роликов механизма подачи и отрезки лент и кратковременное включение электромагнита 31 для отрезки анодной фольги. Затем команды (6) и (7) для сведения роликов и отрезка катодной фольги.
3.После намотки секции заданным количеством витков диэлектрика, счет витков которого осуществляется по сигналам в момент прохождения флажка 14 через щель датчика 13, по команде (В) выключается электродвигатель 11 и при входе флажка 14 в щель датчика 13 с МПБУ 46 поступает
К()ман/,ч (У) Б iiKyii Hiii :,,i ui .-i . i12 и принод оправки В oi кпкг1,М., .i ш -. дви агелч, с которь1м он ф мищин ными дисками;
4. По команде (10) с МПБУ 16 (кпт, и.-пм
сигнал включения электромагнит л 27 и 4ик сатор 28 освобождает планшайЬу 15. ni.v.i этом флажок 29 выходит из щели датчика 30 и в МПБУ поступает соответствующий сиг0 нал разрешения на продолжение цикла на мотки.
5.По команде (11) включается электродвигатель 16, начинается поворот планшай бы 15 и перемещение оправки 8 с секций 9
5 в позицию заклейки и свободной оправки на ее место.
6.Одновременно по команде (12) включается электромагнит 24 и начинается подача лент фольги.
07. После поворота планшайбы 15 электродвигателем 16 на 45 по команде (13) включается электромагнит 27 и фиксатор 28 фиксирует планшайбу 15.
Подача лент фольги заканчивается в мо
5 мент касания соответствующим выводом 10 датчика 26, при этом в МПБУ 46 поступает сигнал, по которому выдается команда (14) и выключается электромагнит 24; привод механизма пода-;и лент отключается от вала
0 двигателя 23;
8. По команде (15) происходит выключение электромагнита 25 и ролики 32 механизма подачи разводятся, освобождая ленты фольги для намотки следующей секции. Если на блоке переключателей 68 установлен режим работы устройства Автоматический МПБУ 46 переходит к программной реализации алгоритма намотки новой секции, как описано выше, а при установке переключателя в режим Одиночный - осуществляет переход в начало программы; ожидание сигнала от переключателя Пуск программы, при нажатии которого оператором произойдет намотка следующей секции и т.д.
5В процессе намотки секции МПБУ 46
программно выполняет ряд функций управления, в том числе; счет секций, контроль наличия выводов и обрыва лент фольги и диэлектрика. Последняя операция осуществляется сравнением текущей длины лент с длиной в предыдущем опросе датчиков 17. Если приращения длины соответствующей ленты не было, МПБУ 46 фиксирует обрыв и выдает команды отключения привода вращения оправок 8 и команды в описанной выше последовательности для окончания цикла намотки секций и установки механизмов в исходное состояние с переходом в одиночный режим работы, выдачей сигналов Аилр;1я и номера оборванной лент v,i на табло 57. После заправки оборванной ленты оператор включает переключатель Пуск программы. Аналогично осуществляется прекращение намотки секции при отсутствии определяемого количества выводов на лентах, например, в четырех из 10 намотанных подряд секций, с выдачей соответствующего сигнала на табло 57. Кроме того, МПБУ 46в процессе намотки проверяет срабатывание и возврат механизмов устройства по сигналам соответствующих датчиков, прекращая намотку секции с выходом в одиночный режим при обнаружении неисправностей. При этом после устранения неисправности намотки продолжается с очередной команды до окончания цикла. В процессе намотки секций конденсаторов МПБУ 46 программно осуществляет управление механизмами натяжения лент фольги и диэлектрика, поддерживая их в заданных пределах, например, 0,07-0,1 кг/см. В памяти МПБУ 46 хранятся табличные данные зависимости величины натяжения ленты фольги или диэлектрика от диаметра рулона соответствующей бобины. Текущие диаметры рулонов определяются по длине смотанной ленты за один оборот смоточного шпинделя где Dpi - текущий диаметр рулона; h - длина смотанной ленты за один оборот шпинделя; i - номер рулона. В зависимости от длины лентфольги и диэлектрика в секции конденсатора за один оборот шпинделя наматывается несколько секций. Длина ленты в процессе намотки каждой секции определяется по формуле л Ошк . ., где л Ошк - длина окружности мерного шкива датчика длины; п - количество щелей в диске фотодатчика 17; N - количество импульсов в счетчикенакопителе 21 соответствующего датчика 17 (максимальная емкость счетчика-накопи1 fi теля, например, до 2 импульсов). При значениях, например, мм и ,71 N(MM). Данные счетчиков-накопителей 21 в процессе намотки заносятся в определенные ячейки ОЗУ 60 для регистрации обрыВОВ. окончания намотки секций, а также для суммирования длины лент секций в течение одного полного оборота шпинделя смоточного устройства. ii i: 1л 1 где К - количество секций, намотанных за один оборот соответствующего смоточного шпинделя. Один оборот шпинделя с рулоном в процессе намотки секций регистрируется МПБУ 46 по сигналам от датчика 5, через щель которого проходит флажок 2 смоточного шпинделя. При этом первый (нечетный) сигнал принимается как начало оборота шпинделя, второй (четный) - как его окончание. По первому сигналу начинается суммирование длины лент секций для каждого рулона, в соответствующих ячейках ОЗУ 60. По второму сигналу Конец оборота происходит расчет текущего диаметра Dpi. как изложено выше и выдача на вход ЦАП 64 соответствующего кода обеспечивающего установку тока в обмотке электромагнита 7, содержащего через фрикционные диски определенный тормозной момент шпинделя смоточного устройстваи. следовательно, определенное натяжение лент в процессе намотки секций. Это обеспечивает умень шение количества обрывов лент, повышение точности намотки секций в заданный номинал емкости, повышение йыхода годных конденсаторов и производительности устройства 8 целом. В предлагаемом устройстве предусмотрена программно-реализуемая автономная проверка механизмов и датчиков в режиме Наладка. В предлагаемом устройстве по сравнению с прототипом значительно упрощается механика и кинематика, уменьшается количество обрывов лент, повышается точность намотки секций в заданный номинал емкости, повышается выход годных конденсаторов и производительность устройства в целом. Формула изобретения Устройство для намотки секций рулонных конденсаторов с выводами, содержащее размещенные на стянине смоточные шпиндели для рулонов лент фольги и диэлектрика, лентозаправочный механизм, намоточный механизм, выполненный е виде поворотной планшайбы, узла вращения оправок с датчиком ориентации опраоок. узль заклейки, отрезки и сброса секций конденсаторов, датчик отключения подЭШ лент фольги, датчик длинны ((Ольги. г;ригк)ды мехэнизмов и узлов и блок управления, о т л ичающееся тем, что, с целью повышения производительности работы и улучшения качества секций конденсаторов, сметочные шпиндели с лентами диэлектрика снабжены датчиками длины, намоточный механизм снабжен датчиком положения планшайбы, а
Фи. /
55 М.,3
Фиг.1 блок у праB;I е н и я с и а (i ж е и i с i о к л ::/ -, л ем ре 1 11мов и за датчика ми фольги и диэлектрика и скорости нл мотки, причем датчики злектримоск соединены с приводами узлов и мох,;низмов посредством блока управления, 57 , V7,,5 7TJT -К .fne/bHb;M мехосиизмам w устЬоЛстблМ Ш 2.3
фиг 4
11./
Фиг.5
/ .
BboQ аннах b ОУ1
Лро&е/2ко He.i QHuyioS
& о /7юиото/ x e9 6-/vg
ynpo6 6jyi/e циклоп ,номотКЧ CKW-J (Онй йДдьдаро eAw 6HQHgt-J /-Д
Oenpf Q мЛ
счет с.екц,ии
КОНОНОВ,
f-//
г5ofbl/IK
о 0/1 xew/7J Cl г/
з чейки ОЬУ
наBwijuifwe. 6ej}wunbi еяА
UHCitf au us I
нет
C
2
damw/fo
HffVOAO О О/ЗОЯО C fL
-J-T3acfifJta Baifffnx / Xfcujca. (-..Д
9
- 8
CynMvpofaHue &am Л€НП7 ишылка fimeunif ui
-УLH
biNuc we ffu HffTxmceHusi лент
7-„
У/7Ра/ленаемеХ(( MSMi
CHT
9u2. 7


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU737999A1 |
| Устройство для намотки секций рулонных конденсаторов | 1990 |
|
SU1732386A1 |
| Устройство для намотки секций рулонных конденсаторов | 1983 |
|
SU1150671A1 |
| Устройство для намотки секций конденсаторов с выводами | 1982 |
|
SU1053173A1 |
| Устройство для намотки секций рулонных конденсаторов | 1980 |
|
SU960982A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1981 |
|
SU951437A1 |
| Устройство для намотки секций конденсаторов | 1982 |
|
SU1061183A1 |
| Устройство для намотки секций рулонных конденсаторов | 1984 |
|
SU1265866A1 |
| Устройство для изготовления секций конденсаторов | 1978 |
|
SU744755A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1977 |
|
SU660110A1 |

Сущность изобретения; устройство, содержащее смоточные шпиндели для рулонов лент фольги и диэлектрика и намоточный механизм, снабжено датчиками длины лент фольги и диэлектрика, датчиком положения планшайбы, а блок управления снабжен переключателем режимов и задатчиком длины фольги и диэлектрика, 7 ил.
| СПОСОБ ПОЛУЧЕНИЯ ВОДОРАСТВОРИМЫХ ПОЛИМЕРНЫХ КОМПЛЕКСОВ | 2024 |
|
RU2839245C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
