Заявляемое изобретение относится к области электротехники и электромашиностроения и может быть использовано для намотки перекрестных обмоток бескаркасных якорей микромашин постоянного тока.
Известен способ намотки бескаркасных якорей микромашин, косвенно защищенный патентом [1], заключающийся в наматывании провода на цилиндрическую оправку в диагональной плоскости с фиксацией диаметрально противоположных вершин витков на концах оправки натянутыми нитями, закрепленными на оправке, которые наматываются совместно с обмоткой якоря на оправку.
Известно устройство, выбранное в качестве прототипа заявляемого устройства [2] , которое содержит вал с установленными на нем цилиндрической оправкой и механизмом поворота оправки на центральной оси, оправка вращается валом в диагональной плоскости ( в плоскости наматываемого витка) и поворачивается на центральной оси механизмом поворота на один шаг за один оборот вала. На валу также установлены подающие нить шпули, концы нитей закреплены на оправке в диаметрально противоположных точках. Недостаток известного способа и устройства заключается в том, что необходимо извлекать нити из намоточного якоря, а также необходимо производить закрепление нитей на оправке перед намоткой каждого якоря. Причем вращение оправки в двух плоскостях затрудняет выполнение отводов от секций обмотки якоря.
Цель изобретения состоит в упрощении намотки бескаркасных якорей с отводами от секций за счет исключения нитей и уменьшения подвижности цилиндрической оправки.
Поставленная цель достигается тем, что в способе изготовления бескаркасного якоря, содержащем цилиндрическую оправку и фиксацию диаметрально противоположных вершин витков на концах оправки, согласно изобретению, провод наматывают на малоподвижную оправку в плоскости, проходящей через диагональ проекции оправки, вершины наматываемых витков, которые находятся в плоскости повернутой относительно плоскости намотки, фиксируют неподвижными клиновыми пластинами, витки перемещают вдоль клиновых пластин наматываемым проводом, который затягивают в клиновый зазор между намотанным витком и наклонной направляющей, а оправку поворачивают дискретно на центральной оси, выводы от намотки выполняют скручиванием проводников, один из которых выходит из-под клиновой пластины, а другой укладывается поверх клиновой пластины.
Поставленная цель достигается также тем, что в устройстве для намотки бескаркасных якорей электромашин, содержащем вал с цилиндрической оправкой и механизмом поворота и устройство фиксации диаметрально противоположных вершин витков на концах оправки, согласно изобретению, дополнительно введены клиновые пластины, направляющие, водило и полый вал с закрепленным на нем водилом, установленный перпендикулярно центру диагонали проекции оправки, которая через основной вал связана механизмом дискретной передачи движения с полым валом, сквозь который пропущен наматываемый провод, клиновые пластины установлены неподвижно и касаются поверхности оправки в диаметрально противоположных точках на концах оправки, а направляющие закреплены наклонно к точке касания клиновых пластин с поверхностью оправки.
Именно применение заявляемых клиновых пластин, направляющих, водила, полого вала и их взаимное расположение обеспечивают, согласно способу, наматывание провода на малоподвижную оправку с фиксацией вершин витков неподвижными клиновыми пластинами, перемещение витков вдоль клиновых пластин, выполнение отводов от секций намотки без остановки процесса и, тем самым, достижение цели изобретений. Это позволяет сделать вывод, что заявляемые изобретения связаны между собой единым изобретательским замыслом.
Сравнение заявляемых технических решений с прототипом позволило установить соответствие их критерию "новизна".
При изучении других известных решений в данной области техники признаки, отличающие заявляемые изобретения от прототипа, не были выявлены и потому они обеспечивают заявляемому техническому решению соответствие критерию изобретения "существенные отличия".
Пример осуществления способа.
Согласно заявляемому способу были изготовлены бескаркасные якоря электромашин, не содержащие в намотке нитей. Провод, увлекаемый водилом, перегибался на клиновых пластинах, образуя острые углы вершин витков, при дальнейшем вращении водила провод прилегал к оправке и скользил по поверхности оправки, плотно прижимался к намотанному витку за счет наклона плоскости витка и плоскости намотки, далее провод ложился на наклонную направляющую и, проскальзывая по ней, сдвигался в точку касания клиновой пластины с поверхностью оправки. Оптимальный угол наклона направляющей к точке касания обеспечивал перемещение витков вдоль клиновой пластины при минимальном натяжении провода. Провод, намотанный на всю длину клиновых пластин, с одной стороны оправки смазывался клеем и просушивался по мере поворота оправки горячим воздухом, который подавался снизу вверх. При дальнейшем вращении водила намотанная часть витков якоря смещалась на оправку, которая поворачивалась на центральной оси на один шаг при завершении водилом одного оборота. После намотки одной секции якоря во время движения водила над оправкой специальным крючком подхватывался провод, вытягивался крючком в направлении от торца оправки до образования петли и скручивался. После окончания намотки якоря оправку поворачивали на оси до выхода клиновых пластин из обмотки якоря. Далее оправка снималась из намоточного устройства, обкатывалась на плоской поверхности и дополнительно просушивалась. После обкатки полости в намотке, образованные клиновыми пластинами, уменьшались в объеме до образования цилиндрической формы якоря без утолщений на торцах.
На фиг. 1 схематически представлено устройство, общий вид; на фиг. 2 - расположение клиновых пластин относительно оправки; на фиг. 3 - относительное расположение клиновой пластины и направляющей; на фиг. 4 - поперечное сечение места соединения клиновой пластины и направляющей; на фиг. 5 - клиновый зазор между направляющей и намотанным витком.
Устройство для намотки бескаркасных якорей, изображенное на фиг. 1, состоит из несущего кронштейна 1 с закрепленными на нем подшипниками 2, в которые установлены основной вал 3, на котором закреплена цилиндрическая оправка 4, и полый вал 5, на котором закреплено водило 6, связанный с основным валом 3 через кулачок 7, рычаг 8 с храповиком, храповое колесо 9 и цилиндрические колеса 10 и 11. Клиновая пластина 12 и направляющая 13 установлены на несущем кронштейне 1 (фиг. 2) и касаются оправки 4 (точка Г на фиг. 2). Клиновая пластина 14 и направляющая 15 установлены на неподвижном кронштейне 16, который снабжен шарнирным рычагом 17 и закреплен через подшипники 18 и 19 на валах 3 и 5. На водиле 6 установлены обводные ролики 20, 21, 22, последний установлен в окно на боковой поверхности полого вала 5. Наматываемый провод 23 проходит через центральное отверстие вала 5, огибает ролики 20, 21, 22 и закрепляется на оправке.
На фиг. 1 указана плоскость намотки В.
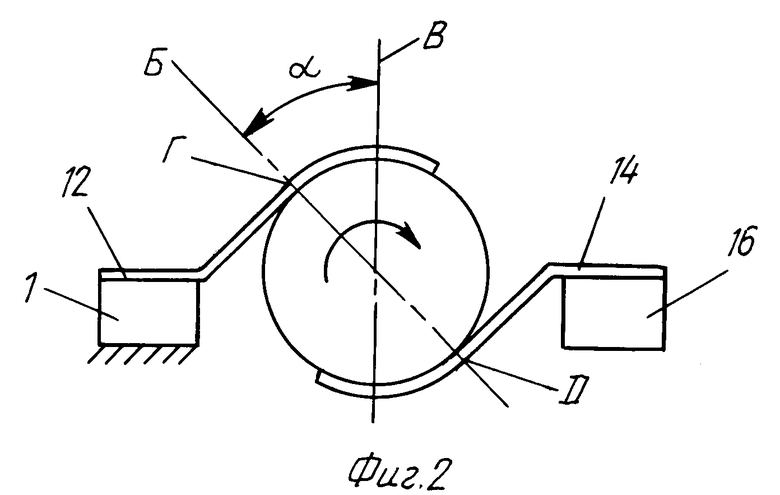
На фиг. 2 показано расположение клиновых пластин 12 и 14 относительно поверхности оправки 4, а также обозначены плоскость наматываемых витков Б и плоскость намотки В в центре оправки 4 и угол между ними α , а также точки касания Г и Д клиновых пластин 12 и 14 с поверхностью оправки 4.
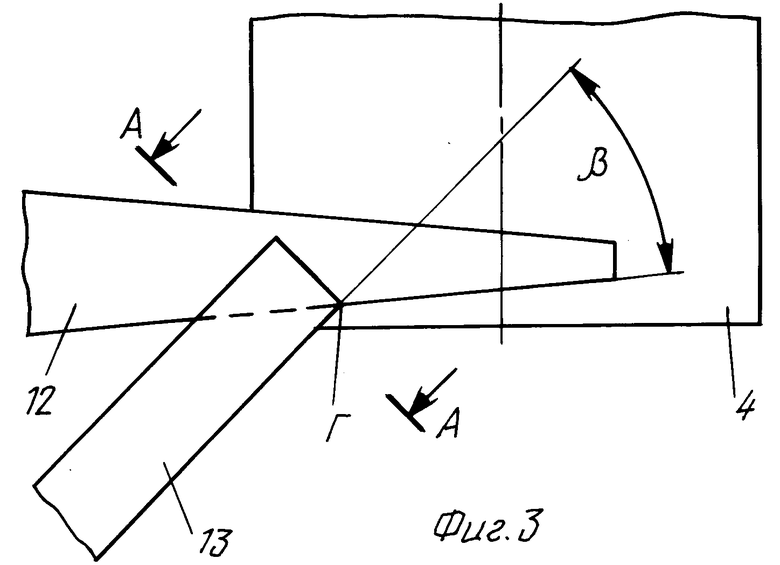
На фиг. 3 показано взаимное расположение клиновой пластины 12 и направляющей 13, а также обозначен угол β наклона направляющей 13 к точке касания Г клиновой пластины 12 с поверхностью оправки 4.
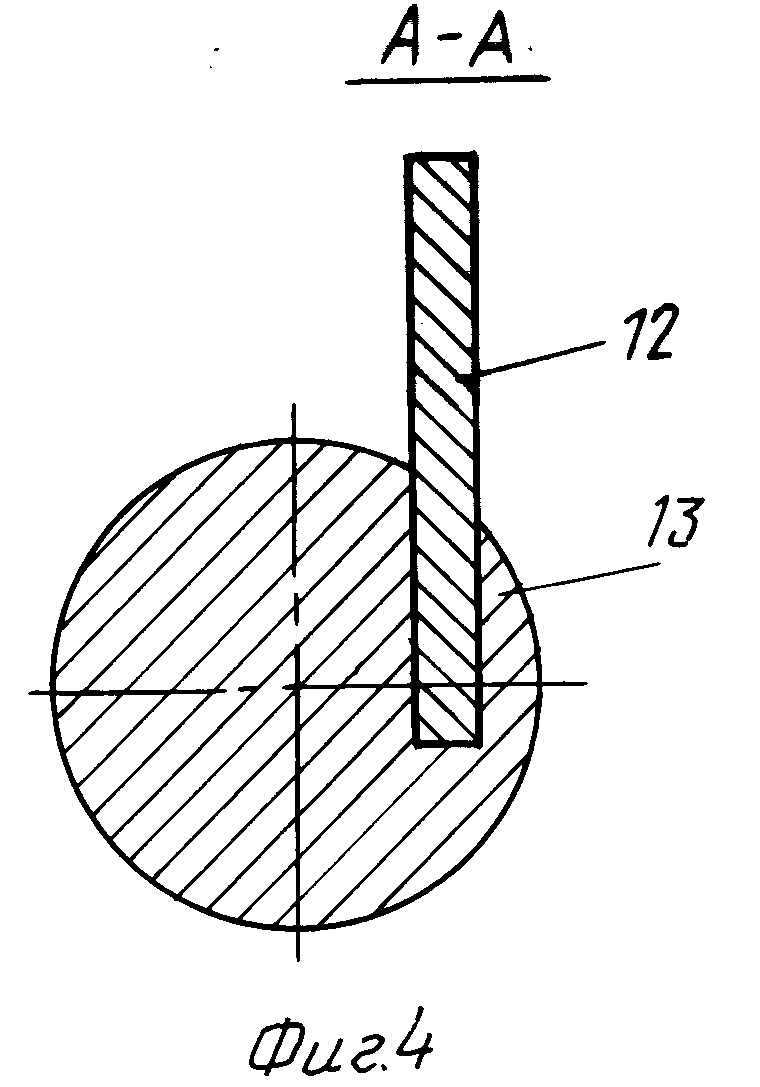
На фиг. 4 показано поперечное сечение направляющей 13 и клиновой пластины 12 в месте их соединения.
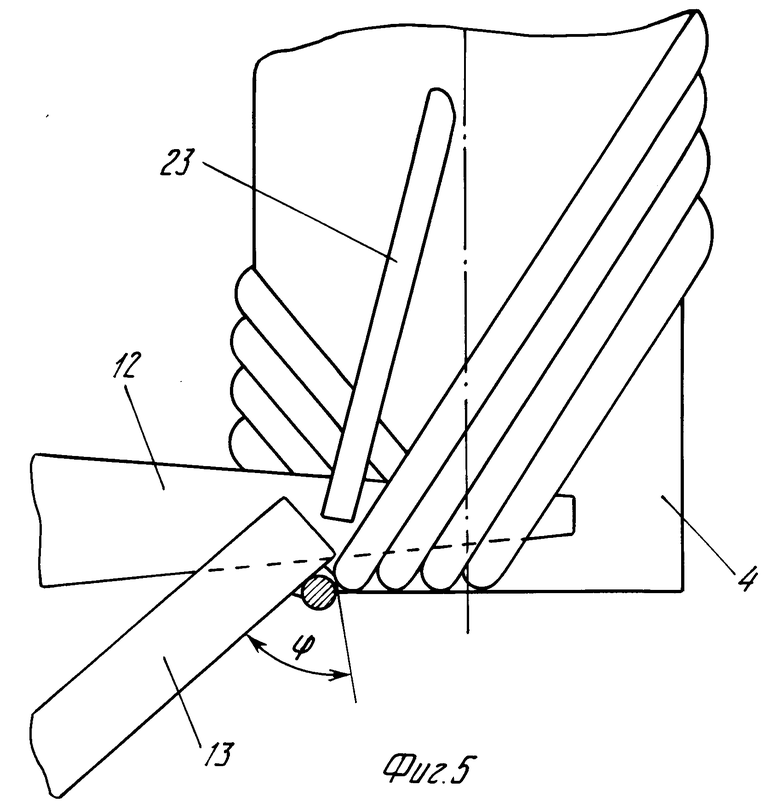
На фиг. 5 обозначен клиновый зазор ϕ, образованный направляющей 13 и проводом 23 витка бескаркасной обмотки якоря.
Храповое колесо 9 (фиг. 1) имеет количество зубьев, равное числу витков в одной секции обмотки якоря, передаточное число цилиндрических зубчатых колес 10 и 11 (фиг. 1) равно количеству секций в одном слое обмотки якоря, а привод устройства может осуществляться подведением крутящего момента к полому валу 5 через шкив, либо зубчатое колесо. Провод 23 для намотки якоря может разматываться с неподвижной бобины, при этом направление разматывания должно быть противоположно направлению закручивания провода водилом 6, при этом деформация провода от его скручивания будет минимальной. Между валом 5 и бобиной устанавливается устройство для натяжения провода.
Устройство работает следующим образом. При вращении вала 5 концевой ролик 20 водила 6 описывает окружность, плоскость которой находится на диагонали В оправки. При этом провод 23 обматывается вокруг оправки 4, витки фиксируются на торцах оправки 4 в точках Г и Д (фиг. 2), так как провод 23 смещается направляющими 13 и 15 от плоскости намотки В в плоскость витка Б. Смещение плоскостей на угол α (фиг. 2) приводит к тому, что провод 23 ложится на оправку 4, при близком к горизонтальному положению водила 6, под углом, отличным от угла уже намотанного витка ( фиг. 2, 5), что исключает нахлест витков. При дальнейшем повороте водила 6 провод скользит по цилиндрической поверхности оправки 4 (фиг. 2, 5) и прижимается к намотанному витку. Вершины витков фиксируются в точках Г и Д (фиг. 2) и образуют клиновый зазор ϕ (фиг. 5) с направляющей 13, в этот зазор ϕ затягивается наматываемый провод 23 (фиг. 5). Клиновая пластина 12 (фиг. 4, 5) обеспечивает удержание некоторого количества витков и облегчает их перемещение вдоль клиновых пластин 12, так как при перемещении витка вдоль пластины 12 на диаметр провода 23 с витка снимается растягивающее напряжение. Кулачок 7, установленный на валу 5, воздействует на рычаг 8, который перемещает храповое колесо 9 на один зуб при повороте вала 5 на один оборот.
Когда колесо 9 завершит полный оборот, специальным крючком подхватывают провод и скручивают в петлю. После завершения колесом 11 одного или двух оборотов, т. е. при намотке одно- или двухслойной обмотки, рычаг 17 отводят от оси 3 и снимают оправку 4 с оси 3. В дальнейшем проводят дополнительные операции с намоткой: опрессовывание и просушивание.
Использование предлагаемого способа намотки бескаркасных якорей позволяет, по сравнению с существующими, снизить затраты на изготовление за счет упрощения процесса намотки и упрощения дальнейшей обработки катушки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки бескаркасных якорей электрических машин | 1985 |
|
SU1309098A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКАРКАСНОЙ КАТУШКИ ИНДУКТИВНОСТИ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2605769C1 |
| Устройство для намотки бескаркасных якорей электрических машин | 1980 |
|
SU936247A1 |
| Станок для изготовления бескаркасных седлообразных катушек отклоняющих систем | 1987 |
|
SU1418819A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНА ЩЕТОЧНОГО УПЛОТНЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2491462C1 |
| Оправка для намотки бескаркасных бобин | 1978 |
|
SU781992A1 |
| ВРАЩАЮЩАЯСЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2608080C2 |
| Малогабаритный высоковольтный импульсный трансформатор и способ его изготовления | 2021 |
|
RU2764648C1 |
| Способ изготовления высоковольтной бескаркасной катушки | 2019 |
|
RU2706419C1 |
| Способ изготовления полого бескаркасного якоря с многослойной обмоткой | 1985 |
|
SU1275667A1 |
Изобретение относится к области электротехники, а именно к изготовлению перекрестных обмоток бескаркасных якорей микромашин постоянного тока. Задачей изобретения является упрощение намотки обмоток путем обеспечения фиксации вершин их витков и уменьшения подвижности цилиндрической оправки, используемой при намотке. Сущность изобретения состоит в том, что провод, пропущенный сквозь полый вал, наматывается на малоподвижную цилиндрическую оправку в диагональной плоскости водилом, установленным на полом валу, который связан с валом оправки механизмом дискретного поворота. Вершины витка обмотки фиксируются неподвижными клиновыми пластинами, касающимися поверхности оправки, снабженными наклонными к точке касания направляющими. Плоскость витка при этом повернута относительно плоскости намотки, а витки перемещаются проводом в процессе намотки, который затягивают в клиновый зазор между направляющей и намотанным витком. Изобретение обеспечивает упрощение намотки за счет исключения необходимости использования дополнительных операций по закреплению нити-спутника и удалению этой нити из намотки, что, в свою очередь, приводит к сокращению затрат на изготовление якоря. 2 с.п.ф-лы, 5 ил.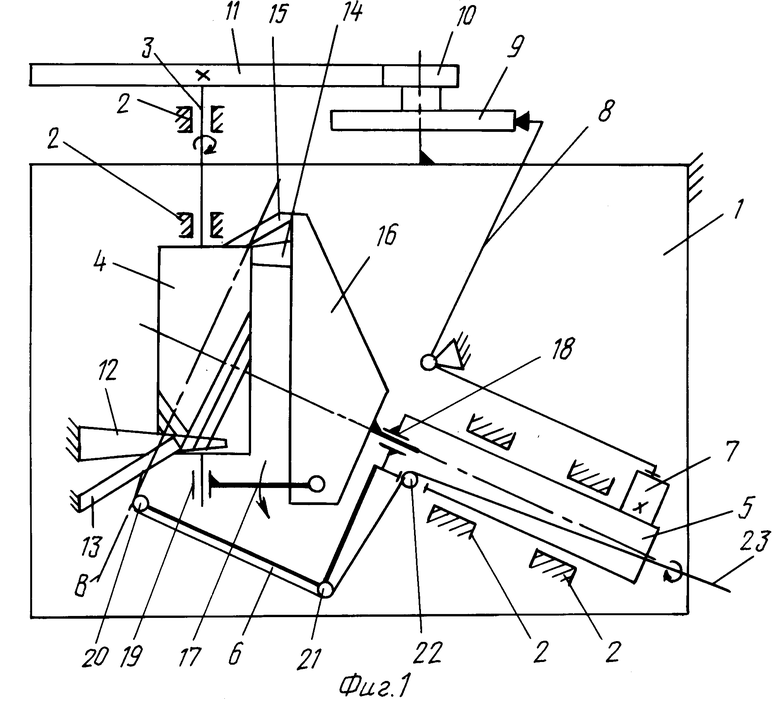
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент ФРГ N 1564799, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для намотки бескаркасных якорей электрических машин | 1985 |
|
SU1309098A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
