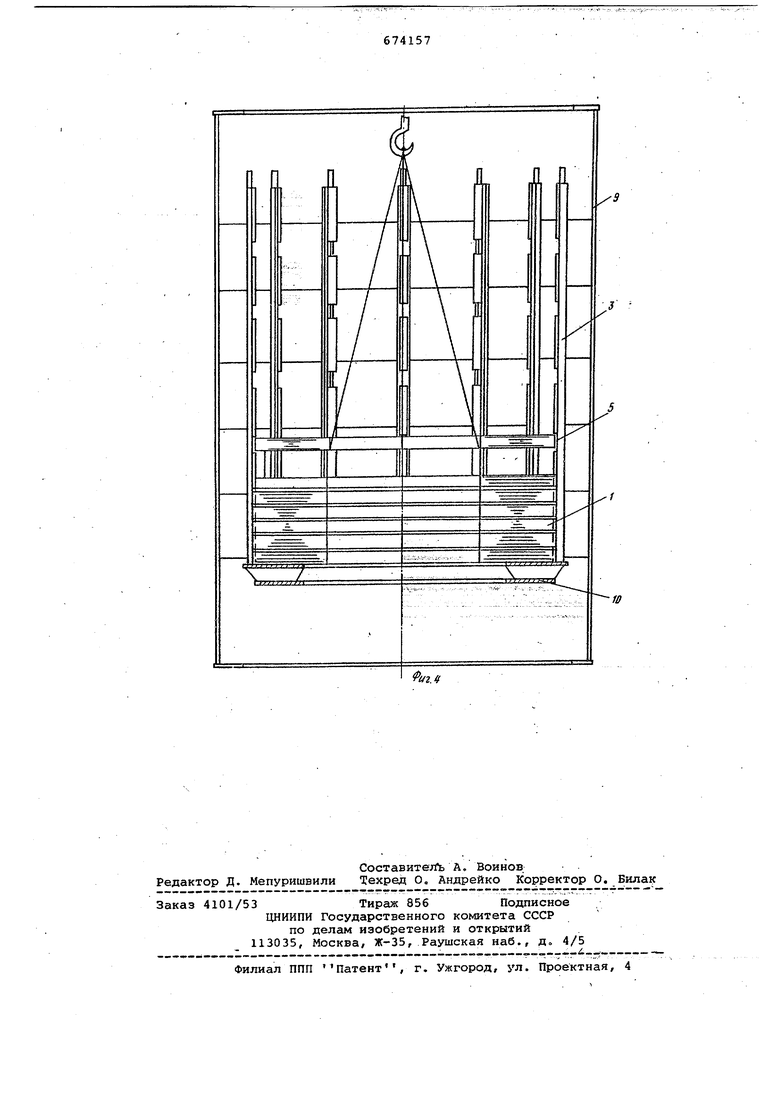
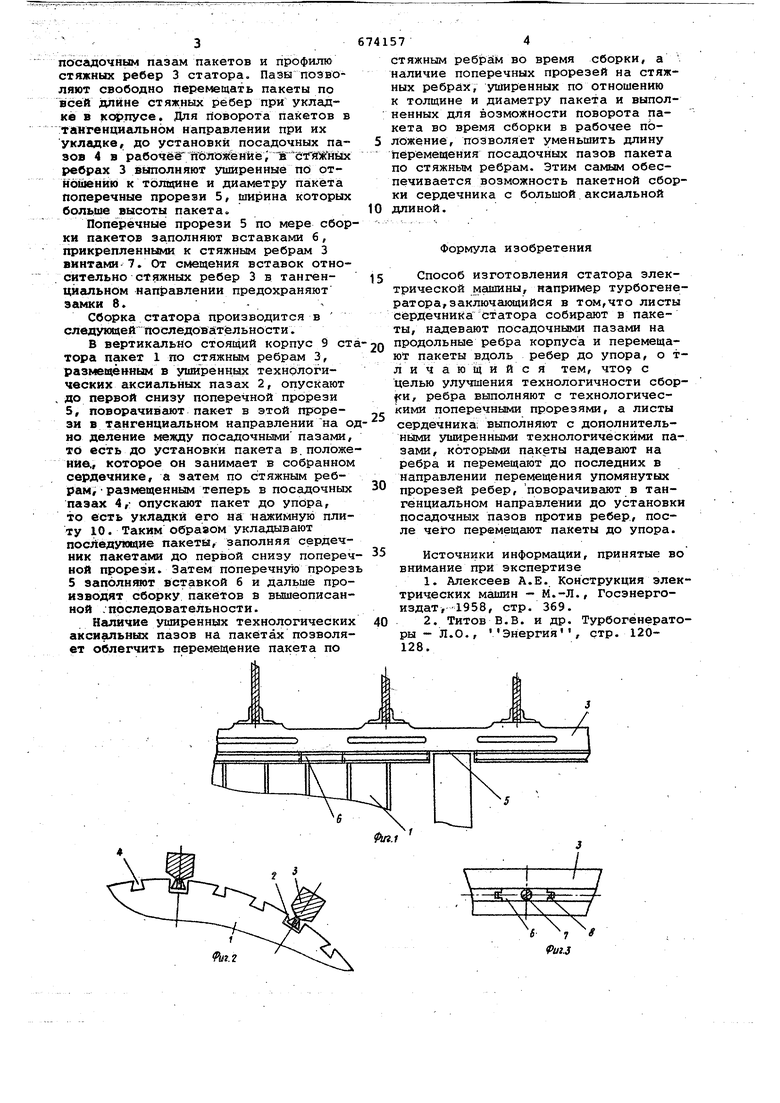
Данное изобретение относится к об ласти электрЬмгшшностроения, в частности к сборке крупных электричес-них машин, например турбогенераторов Известен способ сборки статора электрической машины, заключающийся в надевании листов сегментов сердечника статора посадочными пазами, выштампованнйми на наружной поверхностй сегментов, на продольные стйжйыё ребра корпуса и .последующего перемещения сегментов вдоль ребер до упора в нажимную плиту 1. НедостатKCJM этого способа сборки является технологическая сложность и невбзмож ность обеспечения монолитности серДечника статора.. Наиболее близким к изобретению яв Ьяется способ сборки статора, заключающийся в том, что листы сердечника статора собирают в пакеты, надевают посадочными пазами на продольные ребра корпуса и перемещают пакеты вдоль ребер до упора (2J. Недостаток этого способа заключается в труд ности сборки при большой осевой длин сердечника. Целью изобретения является улучше ние технологичности сборки путем обе печения пакетной сборки сердечника. Указанная цель достигается тем, что продольные ребра статора выполняю с технологичесКймн погтерёчными прорезями, а листы сердечника выполняют с дополнительными уйирённымй технологическими паёами, которыми пакеты надевают на ребра, перемещают до последних в направлении перемещения упомянутых прорезей ребер, поворачивают в тангенциальном направлении до установки пйсадочййх пазов против реёер, после чего перемещают пакеты до упора. Сущность изобретения/поясняется чертежало,на которых приведен вариант конструкции, собираемой по данному способу. На фиг. 1 показан продольный разрез статора с технологическими поперечными прорезями в ребрах; на фиг. 2 - поперечный разрез статора в процессе сборки; на фиг. 3 - вид на ребро в процессе сборки; на фиг. 4 - изображена технологическая операция сборки перед поворотом пакета в тангенциальном направлении. Сердечник статора собирают из отдельно изготовленных и склеенных вне корпуса статора паркетов 1. В пакетах выполняют технологические аксиальные пазы 2, уширенные по отношению к посадочным пазам пакетов и профилю стяжных ребер 3 статора. Паза позволяют свободно перемещать пакеты по всей длине стяжных ребер при укладке в ксфпусе. Для Поворота пакетов в :тангенцигшьн6м направлении при их укладке, до установки посадочных пазов 4 в рабочее ШлоШнйё ТЁ с ШГных ребрах 3 вьшолняют уширенные nd отношению к толщине и диаметру пакета поперечные прорези 5, ширина которых больше высоты пакета. Поперечные прорези 5 по мере сбор ки пакетов заполняют вставками 6, прикрепленными к стяжным ребрс1М 3 винтами 7. От смещения вставок относительно стяжных ребер 3 в тангенцйальном направлении предохраняют замки 8.Сборка cTaTopai производится в следующей последова:тёльности. В вертикально стоящий корпус 9 тора пакет 1 по стяжным ребрам 3, размещённым в уширенных технологических аксиальных пазах 2, опускают , до первой снизу поперечной прорези 5, поворачивают пакет в этой прорези в тангенциальном направлении на но деление между посадочными пазами то есть до установки пакета в.полож ние,, которое он занимает в собранном сердечнике, а затем по стяжным ребрам, размещенным теперь в посадочных пазах 4,- опускают пакет до упора, то есть укладки его на нажимную пли ту 10. Таким обрааом укладывают последующие пакеты, заполняя сердечник пакетами до первой снизу попере ной прорези. Затем поперечную проре 5 заполняют вставкой б и дальше про изводят сборку пакетов в вышеописан ной .последовательности. Наличие уширенных технологически аксиальных пазов на пакетах позволя ет облегчить перемещение пакета по 574 стяжным ребрам во время сборки, а наличие поперечных прорезей на стяжных ребрах, уширенных по отношению к толщине и диаметру пакета и выполненных для возможности поворота пакета во время сборки в рабочее положение, позволяет уменьшить длину перемещения посадочйых пазов пакета по стяжным ребрам. Этим самым обеспечивается возможность пакетной сборки сердечника с большой аксиальной длиной. Формула изобретения Способ изготовления статора злектрической машины, например турбогенератора, заключакяцийся в том,что листы сердечникастатора собирают в пакеты, надевают посадочными пазами на продольные ребра корпуса и перемещают пакеты вдоль ребер до упора, о тji и ч а ю щ и и с я тем, что с целью улучшения технологичности сбор| и, ребра выполняют с технологическими поперечными прорезями, а листы сердечника; выполняют с дополнительными уширенными технологическими пазами, которыми пакеты надевают на ребра и перемещают до последних в направлении перемещения упомянутых прорезей ребер, поворачивают в тангенциальном направлении до установки посадочных пазов против ребер, после чего перемещают пакеты до упора. Источники информации, принятые во внимание при экспертизе 1.Алексеев А.Е. Конструкция электрических машин - М.-Л., Госэнергоиздат, 1958, стр. 369. 2.Титов В.В. и др. ТурбогёнератоЭнергиястр. 120ры - Л.О., 128.
fuz.V
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1971 |
|
SU307462A1 |
| СПОСОБ СБОРКИ СТАТОРА ГИДРОГЕНЕРАТОРА | 2004 |
|
RU2276446C1 |
| Статор электрической машины | 1982 |
|
SU1077014A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1973 |
|
SU399966A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1973 |
|
SU387483A1 |
| Способ сборки статора электри-чЕСКОй МАшиНы | 1973 |
|
SU803084A1 |
| Статор электрической машины | 1979 |
|
SU832649A1 |
| Статор электрической машины | 1990 |
|
SU1788553A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2011266C1 |
| СПОСОБ СБОРКИ СЕРДЕЧНИКА СТАТОРА | 1991 |
|
RU2027284C1 |