йг:
OS
,.5
J «;:A4s iibii r4fg|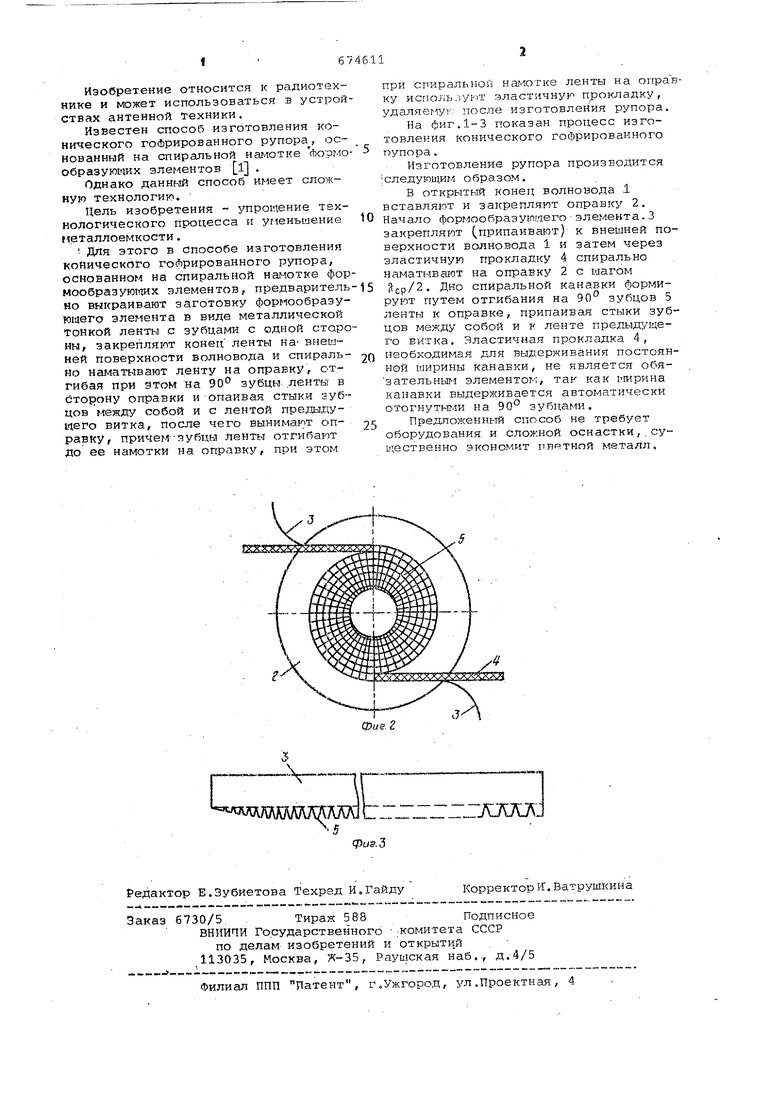
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления волноводного спирально-конического ребристого рупора | 1980 |
|
SU905920A1 |
| Автомат для отпайки воронок на термометрах | 1932 |
|
SU32105A1 |
| Способ изготовления конического ребристого рупора | 1988 |
|
SU1690033A1 |
| Способ изготовления захватывающих элементов шпинделей хлопкоуборочных машин | 1983 |
|
SU1199349A1 |
| Способ изготовления многослойной обмотки электрических машин | 1977 |
|
SU635565A1 |
| Радиозонд | 1944 |
|
SU66171A1 |
| Устройство для изготовления труб общего назначения из различных пластмасс | 1950 |
|
SU92405A1 |
| Высокочастотный объемный интегральный модуль и способ его изготовления | 1989 |
|
SU1764195A1 |
| Устройство для изготовления магнитопроводов электрических машин | 1988 |
|
SU1646022A1 |
| Лопасть ветрового колеса из композиционных материалов и способ ее изготовления | 1991 |
|
SU1807960A3 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ КО- •НЙЧЕСКОГО ГОФРИРОВАННОГО РУПОРД, фс- :нованнБ1й на спиральной нa^'IOTкe фор- мообразуи-^их элементов, о т л и ч .а- ю ц, и и с я тем, что, с целью упрощения технологического процесса и;; уменьшения металлоемкости, предвари- . :тельНо выкраивают заготовку формообразующего элемента в виде металлической тонкой ленты с зу'бцами с одной стороны, закрепляют конец ленты на внешней поверхности волновода и спирально наг'1атывают ленту на оправку, отгибая при этом на 90'' зубцы лен_ты в сторону оправки и опаивая стыки зубцов между собой и с лентой предыдущего, витка, после чего вынимают -•оправку. . ' • .2.Способ по П.1, о т л и ч а ю - щ и и с я тем, что зубцы ленты отгибают до ее нa^1oтки на оправку.. •3.Способ по П.1, о т л и ч аю.-' щи и с я тем, что при спиральной ' намотке ленты на оправку используют эластичную прокладку, у'да^ляёму» после изготовления рупора.(Л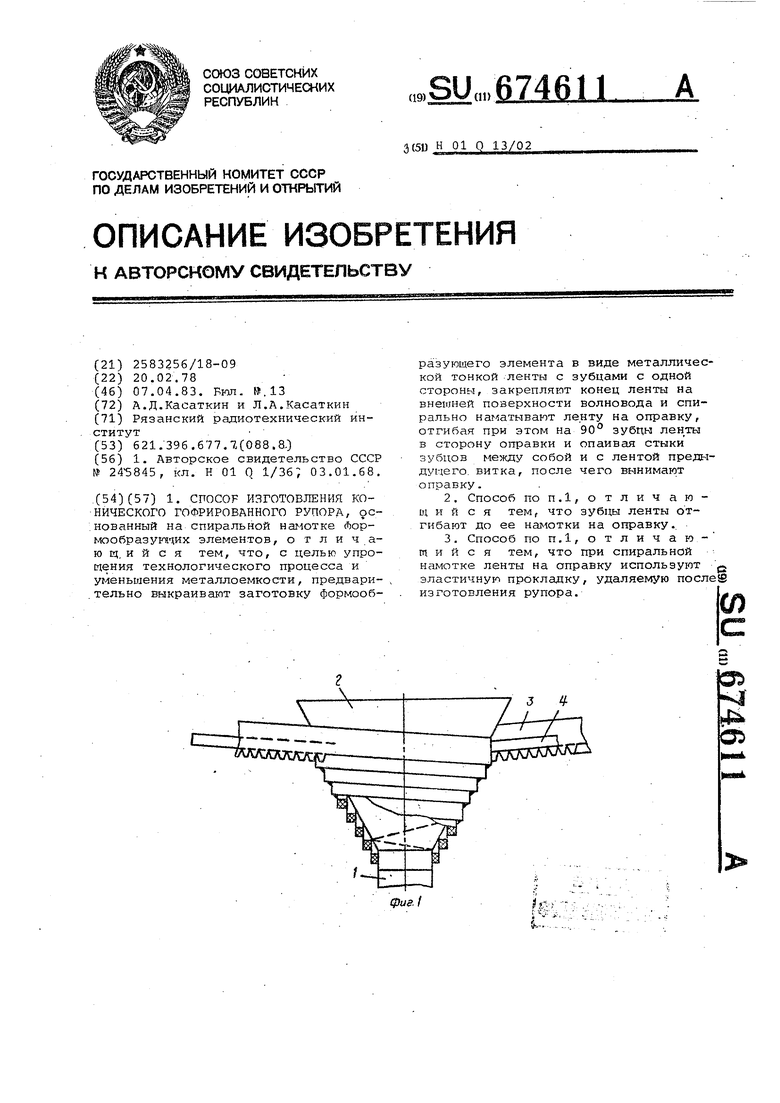
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 245845, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
