1
Изобретение относится к технологии изготовления электрических машин и может быть использовано в электротехнической промышленности.
Известен способ изготовлеиия многослойной обмотки гладкого якоря электрической машины путем намотки провода па шаблон, фиксации его на шаблоне с последуюш.им снятием заготовки с шаблона, формовкой ее на зубчатой оправке с огибанием зубцов для получе)ия выступов. После снятия заготовки с оправки каждый выступ раскладывают в плоскую ленту, получая на заготовке плоский зубец, при этом стороны плоских зубцов смешают от1 осительно друг друга на шаг обмотки и формуют обмотку путем разворота зубцов до совмещения их в одной плоскости.
Недостатком известного способа является получепие увеличенной длины лобовых частей обмотки. Зто связано с тем, что при раскладке выступов в плоский зубец расстояние между сторонами зубцов увеличивается. Длину лобовых частей иеобходимо выбирать с учетом этого условия. Кроме юго, во время раскладки выступов и при повороте плоеких зубцов в обмотку происходят значительные деформации скручивания, что в евою очередь снижает надежность обмотки.
Целью изобретения является уменьшение длины лобовых частей и повышение надежности об.моткн. Поставленная цель достигается тем, что после снятия заготовки с оправки к торцовым поверхностям заготовки прикрепляют плоские элементы и разворачивают их относительно друг друга вокруг оси обмотки па требуемый угол.
На фиг. и 2 иоказана иоследовательность операций при выполнении обмотки.
Процесс изготовления многослойной обмотки осуш,ествляется следующим образом.
Провод наматывают па шаблон пропзЕольной фор.мы, нмеющпй длину периметра по наружной поверхпостн, большую в Р раз, чем длина витка обмотки (Р - число пар полюсов). Намотку провода производят с иекоторым шагом пли вплотную друг другу, в зависимости от конетруктивных требований к об: ;отке, ирпчем общую длину намотки выполняют pai-пой т„ (т - величина полюсиого деления; п - число слоев обмотки), а зате.м проводник фикспруют от смещения панесенпем слоя клея, прпклейкой и т. п. и спилгают с шаблона.
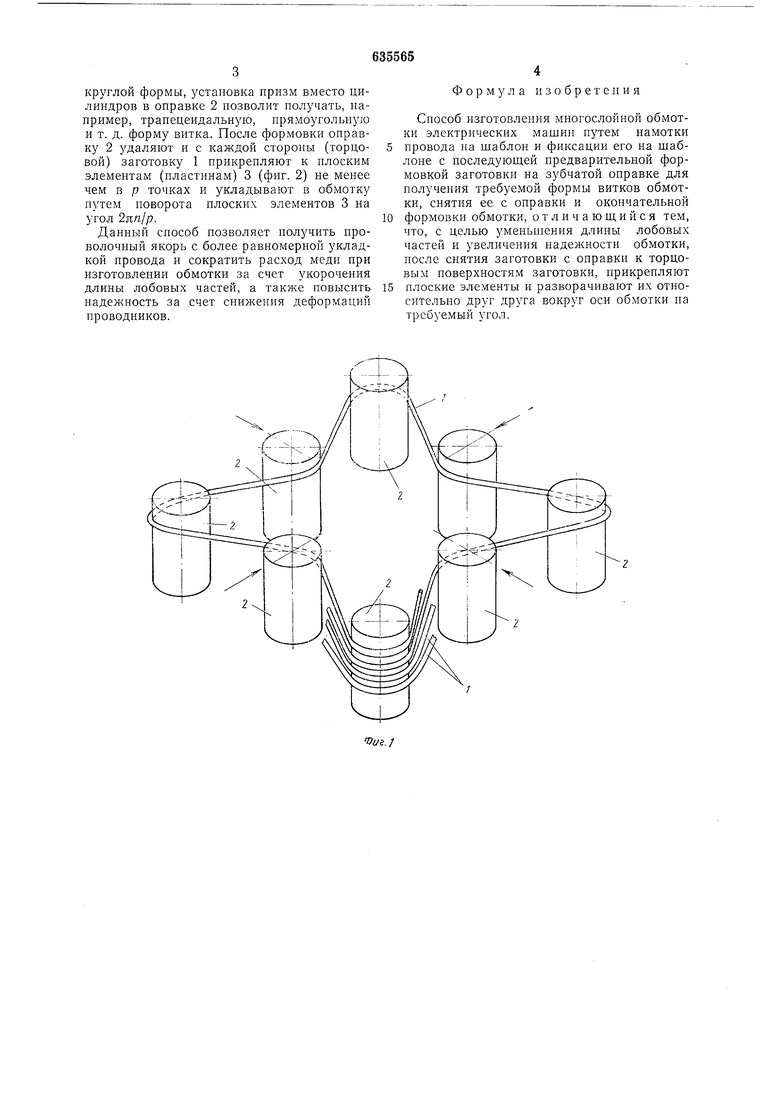
Полученную заготовку 1 после сиятия с шаблона формуют на оправке 2, придавая заготовке 1 форму шестеренки (фиг. 1) с выстуиамп, имеющими форму витков об ютки. На фиг. 1 показана заготовка с витками
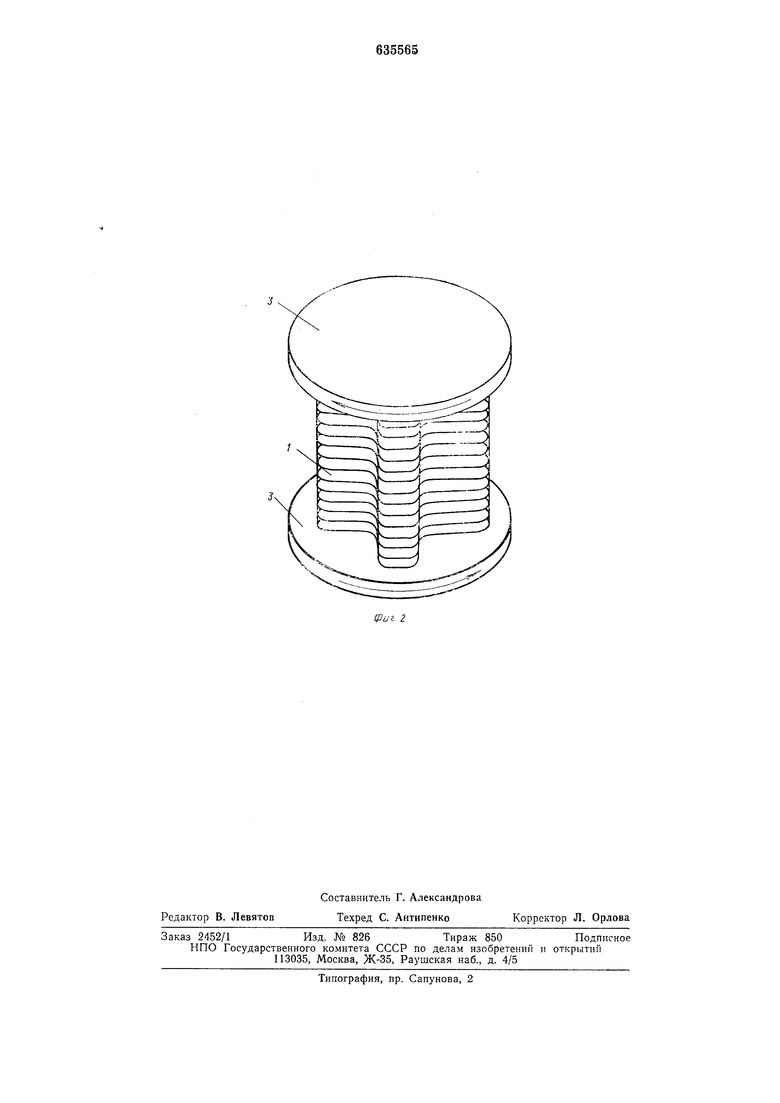
круглой формы, зстаиовка призм вместо цилиндров в оправке 2 позволит получать, например, трапецеидальную, прямоугольную и т. д. форму витка. После формовки оправку 2 удаляют и с каждой стороны (торцовой) заготовку 1 прикрепляют к плоским элементам (пластинам) 3 (фиг. 2) не менее чем в р точках и укладывают в обмотку путем поворота плоских элементов 3 на угол 2ял/р.
Данный способ позволяет получить проволочный якорь с более равномерной укладкой провода и сократить расход меди при изготовлении обмотки за счет укорочения длины лобовых частей, а также повысить надежность за счет снижения деформаций проводников.
Формула изобретения
Сиособ изготовления многослойной обмотки электрическнх машин путем намотки
провода на шаблон и фиксации его на шаблоне с носледуюндей предварительной формовкой заготовки на зубчатой оправке для получения требуемой формы витков обмотки, снятия ее с оправки и окончательной
формовки обмотки, о т л и ч а ю ш;и и с я тем, что, с целью уменьшения длины лобовых частей и увеличения надежности обмотки, после снятия заготовки с оправки к торцовым поверхностям заготовки, прикрепляют
плоские элементы и разворачивают их относительно друг друга вокруг оси обмотки на требуемый угол.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойной обмотки гладкого якоря электрической машины | 1977 |
|
SU750661A1 |
| Способ изготовления обмотки якоря электрической машины | 1980 |
|
SU904118A1 |
| Способ изготовления многослойной обмотки электрических машин | 1985 |
|
SU1310958A2 |
| Способ изготовления дискового якоря электрической машины | 1980 |
|
SU917268A1 |
| Устройство для изготовления обмотки беспазового якоря электрической машины | 1985 |
|
SU1304133A1 |
| Способ изготовления многослойной обмотки для беспазовых якорей | 1982 |
|
SU1086506A1 |
| Способ изготовления беспазового якоря электрической машины | 1983 |
|
SU1251238A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Способ изготовления обмотки беспазового якоря | 1971 |
|
SU366812A1 |
| Шаблон для изготовления обмотки беспазового якоря электрической машины | 1981 |
|
SU1001333A1 |