этйнсхг аминового эфира синтетических жирных .кислот фракции с 2д 7 которая дополнительно содержит диэтиленгликоль и диолеат меди при следующем соотношении компонентов, вес.%:
Триэтанрламиновый эфир си тетических жирных : КИСЛОТ фракций С„- Czo 30-40
Диэтйленгликоль - : 5-10
Диолеат меди 0,5-1,0
ВодаДо 100
В этой смазке триэтанОламийовый эфир явJlW с я осиовным компон ентом, 6беспёчи вающиМвысокие смазйваЩйё свойстйа, а вода слу5кйт компбйёйтом эмульсии, образующейся; с триэтанбла-, миновым эфиром, и повышаёт растворимость смазки. Диэтиленгликоль повышает прочность смазочного слоя и увелйчивае:т адгезию смазки .к алюминйёвой поверхйости. Введёниб в кдмпозицию диолеата меди еще более повыиает адгезионные свойства сказки.
причем указашшй компонен т выполняет функцию прбтивоизносной присадки.
При изготовлении смазки триэтаноламиновый эфир синтетических жирных кислот (СЖК) фракции С,- Cj тщательно перемешивает с водой, нагретой до 5 70-9О с, до получения однородной
массы, дисперсность которой составляет 0,5-4,0.мкм. Не прекращая перемешивания и поддерживая температуру смеси постоянной, в нее вводят диэ0тиленгликоль и диолеат меди при соблюдении BScoBoro соотношения 10:1 между диэтиленгликолем и диолеатом . меди. Смесь тщательно перемешивают в течение, 30-40гМИН или пропускают
5 через гидродинамический аппарат. Дисперсность диэтилеигликоля и диолеата меди должна быть в пределах 2-4 мкм.
По рцисанной технологии, готовят следующие рецептуры смазок в пределах предлагаемой концентрации и за ее пределами (см. табл.1).
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| ВОДОРАСТВОРИМАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 2005 |
|
RU2281971C1 |
| Уплотнительная смазка для резьбовых соединений | 1990 |
|
SU1737005A1 |
| Смазочная композиция для холодной обработки металлов давлением | 1983 |
|
SU1097657A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1999 |
|
RU2163625C2 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 1992 |
|
RU2009184C1 |
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU771149A1 |
| Смазочная композиция для тяжелонагруженных узлов трения | 1988 |
|
SU1616973A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU1011677A1 |
| ПЛАСТИЧНАЯ СМАЗКА | 1993 |
|
RU2034909C1 |
| Консервационная смазка | 1978 |
|
SU727678A1 |
Триэтаноламиновый эфир СЖК фракции С - .30
40
;ДиэтиленглиДлясравнения берут известный рецепт 6, представляющий собой 100%ный трйэтаноламиновый эфир СЖК фракции С,7 - и рецепт 7, содержащий 40%-ную водную эмульсию вьдаеукаэанного /эфира.Испытания смазок проводят на образцах из алюминиевого сплава марки АД1 диаметром 50 мм и толщиной 1 мм в количестве 10 штук на каждую конкретную композицию смазки. После нанесения на каждый образец слоя сма ки выбранного состава, его подверга ют глубокой вытяжке на гидравлической разрывной машине ЦЦ-4
35
20
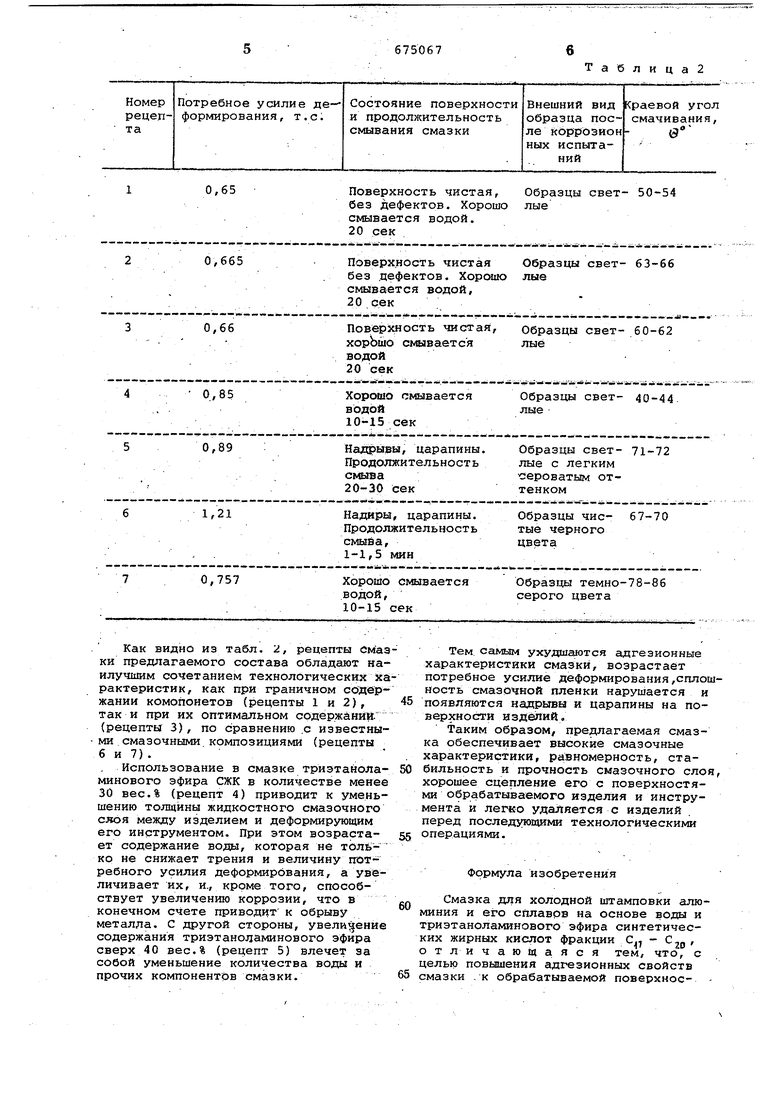
50 4 т.е., работающей на сжатие, с использованием матрицы диаметром 32 мм и пуансона диаметром 30 мм. После каждого перехода с одного рецепта смазки на другой поверхность матрицы и пуансона протирают и обезжиривают (бёнзийом и ацетоном). По три образца, прошедших деформацию с использованием каждой конкретной композиции, смазки, промывают в горячей воде и протравливают по цеховой технологии. Результаты испытания рецептов смазок приведены в .табл. 2.
0,85
0,757
Как видно из табл. 2, рецепты Смазки предлагаемого состава обладают наилучшим сочетанием технологических Характеристик, как при граничном содержании комопонетов (рецепты 1 и 2), так и при их оптимальном содержаний(рецепты 3), по сравнению .с известными смазочными композициями (рецепты 6 и 7) .
. Использование в смазке триэтаноламинового эфира СЖК в количестве менее 30 вес.% (рецепт 4) приводит к уменьшению толщины жидкостного смазочного слоя между изделием и деформирующим его инструментом. При этом возрастает содержание воды, которая не тоШзко не снижает трения и величину потребного усилия деформирования, а увеличивает их, и., кроме того, способствует увеличению коррозии, что в конечном счете приводит к обрыву металла. С другой стороны, увеличение содержания тризтаноламинового эфира сверх 40 вес.% (рецепт 5) влечет за собой уменьшение количества воды и прочих компонентов смазки.
Таблица2
Образцы свет- 50-54
Поверхность чистая, без дефектов. Хорошо
лые смывается водой. 20 сек
Образцы свет- 63-66
Поверхность чистая без дефектов. Хорошо лые смывается водой, 20 сек
Поверхность чистая,
Образцы свет- 60-62 хорЬшо смывается лые водой 20 сек
Образцы свет- 40-44
Хорошо смывается
водой лые
10-15 сек
Образцы свет- 71-72
Надрывы, царапины. Продолжительность лые с легким Сероватым отсмыва20-30 сек тенком
Образцы чис- 67-70
Надиры, царапины. Продолжительность тые черного смыва,
цвета 1-1,5 мин
Образцы темно-78-86
Хорошо смывается
водой, серого цвета
10-15 сек
Тем сг1мым ухудаааются адгезионные характеристики смазки, возрастает потребное усилие деформирования,сплошность смазочной пленки нарушается и
появляются надрывы и царапины на поверхности изделий.
Таким образом/ предлагаемая смазка обеспечивает высокие смазочные характеристики, равномерность, стабильность и прочность смазочного слоя, хорошее сцепление его с поверхностями обрабатываемого изделия и инструмента и легко удаляется с изделий перед последующими технологическими
операциями.
Формула изобретения
Смазка для холодной штамповки алю60миния и его сплавов на основе воды и тризтаноламинового эфира синтетических жирных кислот фракции С, - С д , отличающаяся тем, что, с целью повышения адгезионных свойств 65 смазки - к обрабатываемой поверхнос tH, ойа дбполнительно сйэдержйтдйэтйленглико ь и диЬлеат мёда прй с дующем содержаний компонентов,вес.%.
Трйэтаноламиновый
эфир синтетических
Жирных кислот
фра1|гцйи С,у - Суд 1Р-40
Дяэтиленгликоль5-1б
Шюлеат меди0,5-1,0
ВодаДо 100
fSffta Siti -i r
- SS Sa SsrZ;
-Ж54:к;::зг й:;-:: ; &г ен кИз
8
ИСТОЧНИКИ информации, гг ринятые во внимание при экспертизе
1,Патент .Великобритании 1056925, кл. С 5 F, 1967.
V 3. Чертавских А.К. и др. Трение и технологическая смазка при обработке материалов давлением, М., Металлур1968, с. 240-242.
гия
