1
Изобретение относится к обработке металлов давлением, а именно к инструментам для осадки слитков с хвостовиком.
Известен инструмент для осадки слитков с хвостовиком, содержащий нижнюю плиту со сквозным отверстием под хвостовик слитка и верхнюю плиту, имеющие профилированные рабочие поверхности, сопряженные каждая с выходным кольцевым пояском 1.
Недостатком известного инструмента является невысокое качество получаемых поковок.
С целью повыщеиия качества получаемых поковок в предлагаемом инструменте для осадки слитков с хвостовиком профиль рабочих поверхностей плит выполнен в виде двух сопряженных конических участков.
Целесообразно выбрать угол между образующими нижнего конического участка верхней плиты и верхнего конического участка нижней плиты в пределах 68-75°, угол между образующими верхнего конического участка верхней плиты в пределах 38-46°, а угол между образующими нижнего конического участка нижней плиты в пределах 30-35°.
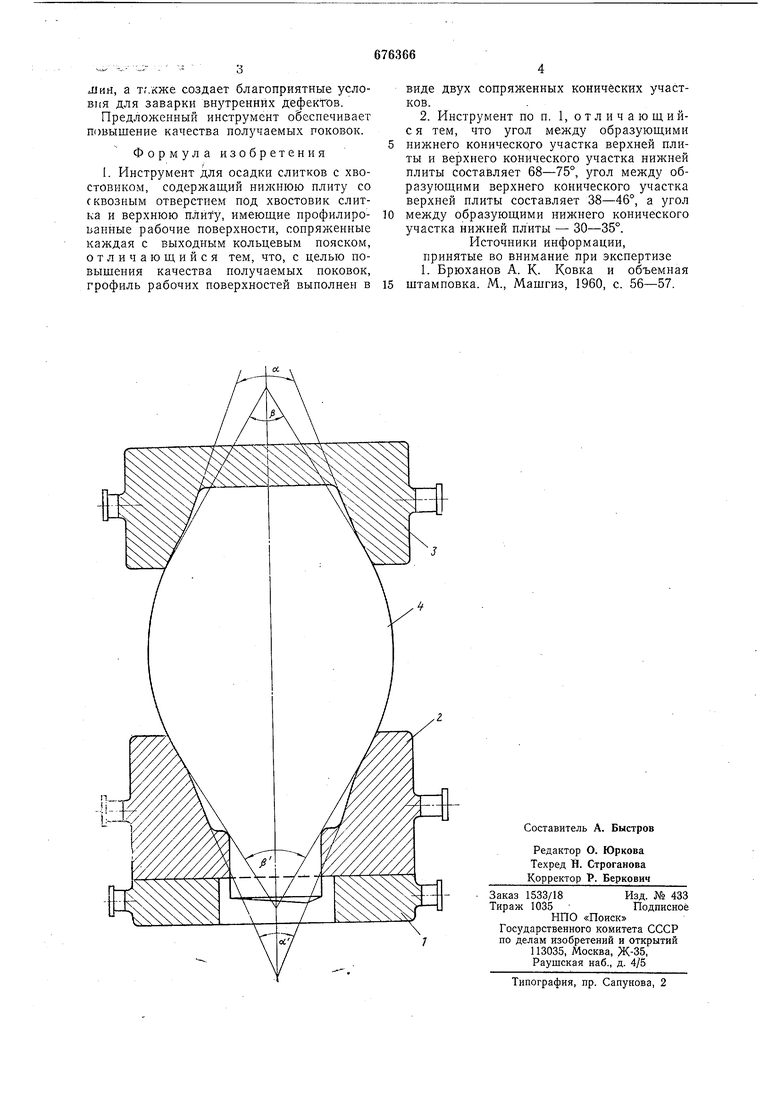
На чертеже представлен предлагаемый инструмент и осаживаемый в нем слиток.
Угол а между образующими верхнего конического участка верхней плиты выбран в пределах 38-46°, угол р между образующими нижнего конического участка верхней плиты - 68-75°, угол а между образующими нижнего конического участка нижней плиты - 30-35°, угол р между образующими верхнего конического участка нижней плиты - 68-75°.
Принятые нараметры выбраны в результате исследований и являются оптимальными с учетом величин укова при ковке слитков.
Инструмент содержит расположенную на
нижнем подкладном кольце 1 нижнюю плиту 2, а также верхнюю плиту 3. Слиток 4 устанавливается своим хвостовиком в отверстие нижней плиты. На слиток сверху накладывают верхнюю плиту 3.
При осадке слитка плитами предлагаемой копструкцни металл его верхней и нижней частей находится в резко выраженном объемном напряженном, срстрянни за
счет бокового подпора со стороны конических рабочих поверхностей плит. Это препятствует образованию растягивающих напряжений на концах слитка и устраняет причину образования поверхностных тре..„- .-- , - -.s 3
jjHri, a т;.кже создает благоприятные условия для заварки внутренних дефектов.
Предложенный инструмент обеспечивает повышение качества получаемых поковок.
Формула изобретения
L Инструмент для осадки слитков с хвостовиком, содержащий нижнюю плиту со сквозным отверстием нод хвостовик слитка и верхнюю плиту, имеющие профилированные рабочие поверхности, сопряженные каждая с выходным кольцевым пояском, отличающийся тем, что, с целью повышения качества получаемых поковок, грофиль рабочих поверхностей выполнен в
виде двух сопряженных конических участков.
2. Инструмент по п. 1, отличающийс я тем, что угол между образующими нижнего конического участка верхней плиты и верхнего конического участка нижней плиты составляет 68-75°, угол между образующими верхнего конического участка верхней плиты составляет 38-46°, а угол между образующими нижнего конического участка нижней плиты - 30-35°. Источники информации, принятые во внимание при экспертизе 1. Брюханов А. К. Ковка и объемная штамповка. М., Машгиз, 1960, с. 56-57.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок типа валов | 1991 |
|
SU1816242A3 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| СПОСОБ КОВКИ ВАЛОВ | 1992 |
|
RU2042466C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Способ ковки крупных слитков | 1981 |
|
SU988435A1 |
| Способ изготовления полых ступенчатых поковок | 1987 |
|
SU1505651A1 |
| Способ ковки заготовок и устройство для его осуществления | 1981 |
|
SU997937A1 |
| Способ осадки удлиненных слитков | 1975 |
|
SU825260A1 |
| Способ получения поковок из бесприбыльных слитков | 1988 |
|
SU1699694A1 |
| Способ деформирования заготовок и устройство для его осуществления | 1981 |
|
SU1168312A1 |
