(54) СПОСОБ ОСАДКИ УДЛИНЕННЫХ СЛИТКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОСАДКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2023 |
|
RU2815516C1 |
| Способ ковки крупных слитков | 1981 |
|
SU988435A1 |
| ШТАМП ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОСАДКИ УДЛИНЕННЫХ ЗАГОТОВОК | 2023 |
|
RU2814838C1 |
| Способ изготовления крупногабаритных бесшовных труб | 1977 |
|
SU721226A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| Способ ковки кузнечных слитков | 1976 |
|
SU606666A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ПОКОВОК | 1992 |
|
RU2015781C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЛОШНЫХ КРУПНЫХ!^! ПОКОВОК ИЗ СЛИТКОВ | 1972 |
|
SU358057A1 |
| Способ изготовления поковок | 1981 |
|
SU979015A1 |
| Способ изготовления крупногабаритной кольцевой детали газотурбинного двигателя из жаропрочного сплава на никелевой основе | 2019 |
|
RU2703764C1 |
1
Изобретение относится к обработке метёшлов давлением и может быть использовано в кузнечном производстве при получении поковок из удлиненных слитКов (с закритическим отношением высоты к диаметру).
Известен способ осадки удлиненных слитков путем приложения к торцу слика формирующего усилия iQ .
Недостатком известного способа является низкое качество поковок из-за значительной неравномерности деформации с резко выраженными областями затрудненной деформации в зонах отверстий осадочных плит.
Цель изобретения - повышение качества поковок.
Поставленная .цель достигается тем, что осадку производят путем по перечного выдавливания в закрытую полость, по меньшей мере, за два перехода, придавая на каждом переходе среднему участку слитка форму усеченного конуса с углом наклона образующей к продольной оси не более 15.°.
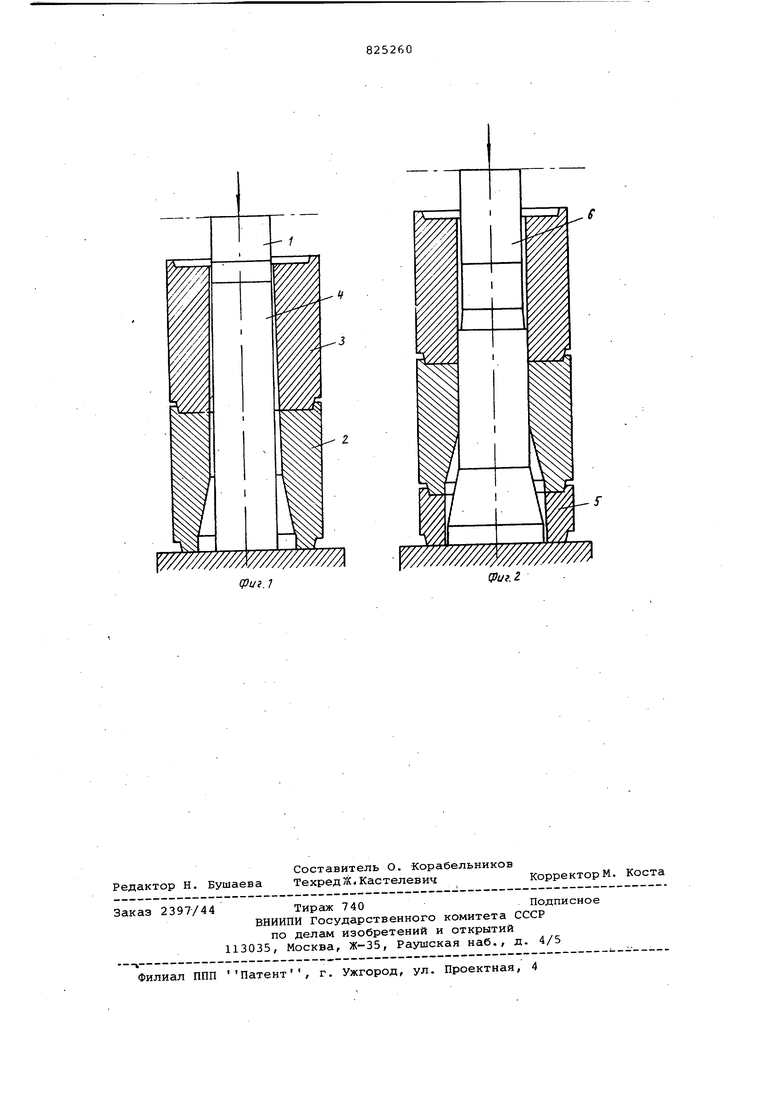
На фиг. 1 показано по.пожение слиka и деформирующего инструмента в начальный моме.нт первого перехода;
на фиг. 2 -.то же в начальный момент второго перехода.
Инструмент для осадки слитка 1 (см. фиг. 1) путем поперечного выдавливания состоит из пуансона 2 и составного контейнера в виде нижней 3 и верхней 4 обойм. В целом контейнер имеет две последовательно размещенные рабочие полости: мень0шего диаметра, который соответствует диаметру слитка 1 в верхней обойме 4, в ней же размещен пуансон 2, и большего (в 1,5-1,6 раза) диаметра - в нижней части обоймы 3. 5 Между этими полостями имеется переходной участок, поверхность участка выполнена конической, угол наклона образующей которой к продольной оси не превышает IS. Конкретная
0 величина этого угла выбирается в зависимости от пластических и механических свойств материала осаживаемого слитка при температуре обработки. Рсщиусы закруглений
5 юверхности переходного участка находятся в пределах 1,2-1,5 диалетра слитка.
Последовательная осадка слитка за два и более перехода при указан0ной форме поверхности переходного
участка инструмента обеспечивает свободную осадку деформируемого участка удлиненного слитка (биллета) без контакта с поверхностью инструмента на переходном участке, что приводит к снижению усилияосадка в связи с отсутствием трения. Экспериментально установлено,что при увеличении угла между образующей переходного конического) участка и продольной осью более 15 появляется возможность образования зажимов металла, приводящих к окончательному браку поковок, а также повышается усилие осадки в связи с тем, что поверхность слитка контактирует с поверхностью переходного участка нижне обоймы 3,
Для выполнения второго переходаосадки инструмент снабжается дополнительным кольцом-5 (см. фиг. 2), увеличивающим высоту нижней.обоймы 3, и дополнительным пуансоном 6,
В случаях, когда в первом переход необходимо уменьшить (исключить) влияние трения на неравномерность
деформации в зоне у торца слитка, первый переход осадки необходимо выполнять на установленном внутри нижней обоймы 3 сферическом или коническом вкладыше, у которого h/сх tgru где h - высота вкладыша;
О, - половина хорды (основания)
. вкладыша; U - коэффициент трения слитка
о. вкладыш.
Способ осуществляется следующим образом. .
Удлиненный слиток (биллет) 1 с предварительно удавленными прибыльно и донной частями устанавливают в нижнюю обойму 3 составного контейнера, размещенную на выдвижном столе пресса. Затем надевают верхнюю обойму 4 и устанавливают пуансон 2, Систему инструмент-удлиненный слиток подают под пресс и за счет движения траверсы (плиты траверсы) пуансоном 2 осаживают .слиток до заполнения его металлом закрытой полости в нижней обойме 3, осуществляя тем самым поперечное круговое выдавливание из полости меньшего диаметра в полость большего диаметра. Продольный изгиб осаживаемого участка при этом исключен. Металл слитка при
этом приходит в соприкосновение с поверхностью переходного конического участка инструмента только в конечный момент осадки. При: выполнен первого перехода осадки с целью улучшения MaKJJOCTpyKTypbi в обойму 3 может быть установлен вкладыш.
Далее на установленное на стол пресса кольцо 5 ставят систему инструмент-полуосаженный слиток, а сверху размещают дополнительный пуансон 6. Выполняют второй переход осадки. При этом в осаженном блоке не образуются зажимы металла. После окончания осадки слитка (биллета) деформированный блок извлекают из инструмента, выталкивая его пуансонами 2 и б из нижней обоймы 3 и кольца 5-, предварительно подставив снизу кольцо большего внутреннего диаметра, чем у кольца 5.
В зависимости от соотношения высоты удлиненного слитка и его сренего диаметра, а также размеров поковки, осадку можно производить не за два, а за большее количество переходов, применяя соответствующее число дополнительных пуансонов б и колец 5.
Таким образом, предлагаемый способ позволяет уменьшить качество проработки литой структуры, значительно уменьшить неравномерность деформации и исключить образование дефектов типа зажимов при осадке удлиненных слитков.
Формула изобретения
Способ осадки удлиненных слитков путем приложения к торцу слитка деформирующего усилия, отличащийся тем, что, с целью повышения качества поковок, осадку производят путем поперечного выдавливания в закрытую полость, по меньшей мере, за два перехода, придавая на каждом переходе среднему участку слитка форму усеченного конуса с углом наклона образующей к продольной оси не более 15-.
Источники информации, принятые во внимание при экспертизе
(риг л
