(54) СПОСОБ ПОЛУЧЕНИЯ КРУПНЫХ ПОКОВОК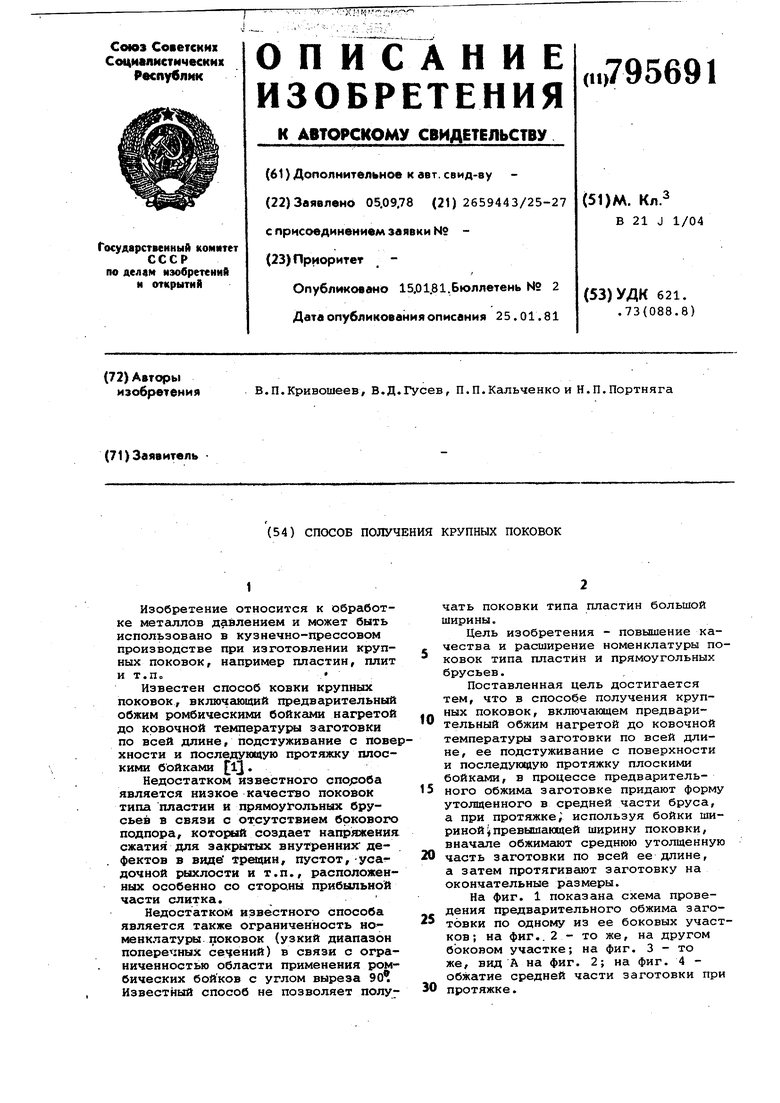
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки крупных поковок | 1971 |
|
SU499020A1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| Способ ковки слитков в комбинированных бойках | 1979 |
|
SU863115A1 |
| Способ ковки прокатных валков в режиме упрочнение-регламентированная пауза-разупрочнение | 1986 |
|
SU1468635A1 |
| Способ ковки слитков и устройство для его осуществления | 1985 |
|
SU1303238A1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки крупных поковок | 1979 |
|
SU837525A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-прессовом производстве при изготовлении крупных поковок, например пластин, плит
и т.По
Известен способ ковки крупных поковок, включсЦощий предварительный обжим ромбическими бойкгши нагретой до ковочной температуры заготовки по всей длине, подстуживание с повехности и последующую протяжку плоскими бойками l3.
Недостатком известного спороба является низкое качество поковок типа пластин и прямоу1ольных брусьев в связи с отсутствием бокового подпора, которая создает напряжения сжатия для закрытых внутренних дефектов в виде трещин, пустот, -уса дочной рыхлости и т.п., расположенных особенно со стороны прибыльной части слитка.
Недостатком известного способа является также ограниченность номенклатуры поковок (узкий диапазон поперечных селений) в связи с ограниченностью области применения ромбических бойков с углом выреза 90 Известный способ не позволяет полу
чать поковки типа пластин большой ширины.
Цель изобретения - повышение качества и расширение номенклатуры поковок типа пластин и прямоугольных брусьев.
Поставленная цель достигается тем, что в способе получения крупных поковок, включающем предвари0тельный обжим нагретой до ковочной температуры заготовки по всей длине, ее подстуживание с поверхности и последующую протяжку плоскими бойками, в процессе предваритель5ного обжима заготовке придают форму утолщенного в средней части бруса, а при протяжке; используя бойки шири ной превышающей ширину поковки, вначале обжимают среднюю утолщенную
0 часть заготовки по всей ее длине, а затем протягивают заготовку на окончательные размеры.
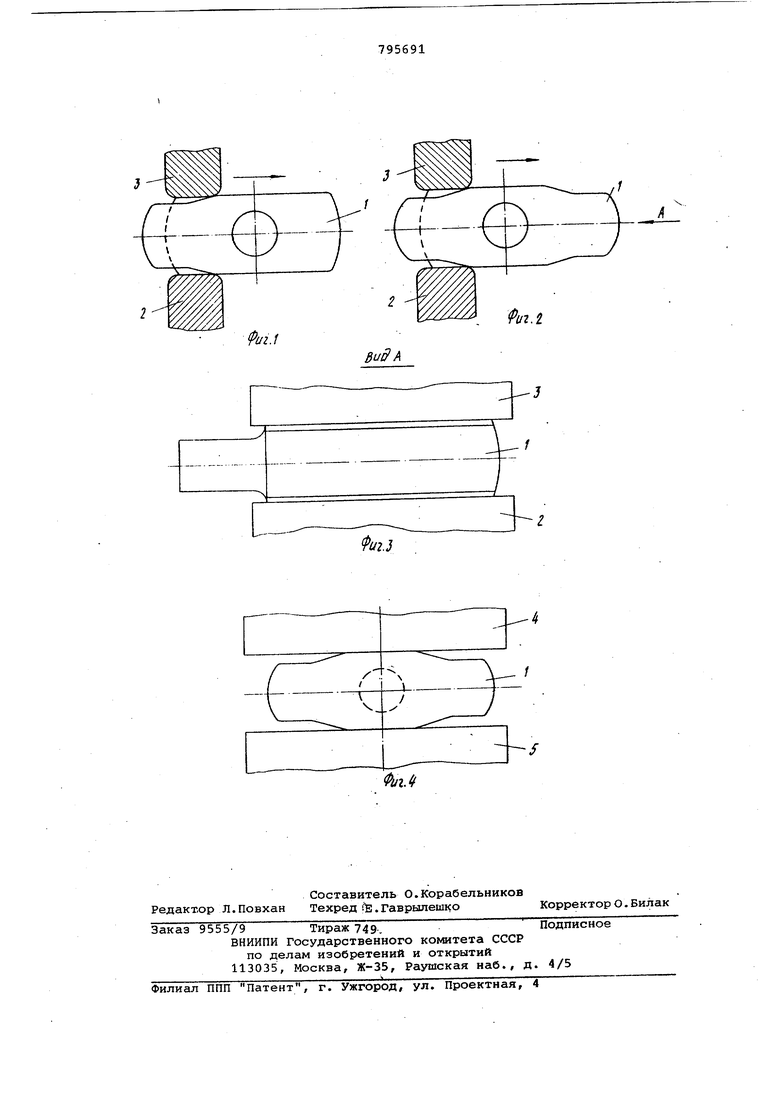
На фиг. 1 показана схема проведения предварительного обжима заго5товки по одному из ее боковых участков ; на фиг.. 2 - то же, на другом боковом участке; на фиг. 3 - то же, вид А на фиг. 2; на фиг. 4 обжатие средней части заготовки при
0 протяжке.
Способ осуществляется следующим образом.
Крайний боковой участок предварительно протянутой заготовки 1 (см. фиг. 1) устанавливают вдоль продольной оси ковочного инструмента 2, 3 на расстоянии, равном 1/3 ее ширины, и обжимают по всей длине с незначительным перемеь;ением заготовки (в противоположную сторону от- продольной оси пресса) с общей степенью деформации не менее 20%. После этого заготовку (см. фиг. 2) кантуют на 180и повторяют без исключения вышеуказанные операции. Таки образом заготовке придают форму утолщенного в средней части бруса с постепенным уменьшением высоты утолщения к боковым участкам заготовки. Затем заготовку устанавливают на проложки высотой не менее 10 м, расположенные на пролете цеха, и подвергают ее естественному охлаждению до температуры поверхности, соответствугапей нижнему пределу ковки. При этом происходит интенсивное охлаждение поверхности металла, .так как этому способствует переменное сечение заготовки. Вс.е это создает большой перепал температур по- сечению заготоки, особенно в центральной ее зоне. За время охлаждения заготовки производят замену ковочного инструмента (продольные бойки заменяют на обычны плоские бойки). После чего среднюю часть выступов заготовки 1 (см.фиг.4 обжимают плоскими бойками 4, 5 полной их шириной, превышающей ширину поковки, с величиной обжатия 8-10% за ход пресса до получения прямоугольного сечения с поочередной кантовкой на 90 вокруг оси. При обжатии плоскими бойками усилие пресса передается в основном на сердцевинную часть заготовки, температура которой выше по сравнению с наружным охлажденным с поверхности слоем металла. Такая схема ковки создает благоприятные условия заварки внутренних дефектов по всему объему заготовки. Далее заготовку передают на подогрев . а затем куют до необходимой формы и размеров по обычной технологии.
Изготовление поковок типа пластин плит и брусков для мощных штамповочных прессов, например усилием 65000 Т,и др. изделий по предлагаемому способу позволит значительно увеличить их стойкость в процессе эксплуатации.
Пример. Спосоё осуществляют при изготовлении поковки бруса с поперечным сечением 900 1500 мм. массой 44,0 Т из стали марки 20 ХНМФ. Сталь выплавляют в мартеновской печи и отливают слиток массой 68,0 Т в вакуумной камере. После
этого слиток в горячем состоянии передают в прессовый цех и садят в .печь для нагрева под ковку. Ковку слитка производят под прессом усилием 10000 Т за четыре выноса.
В первом выносе производят ковку цапфы под патрон из прибыльной части слитка и биллетировку на диаметр 1510 мм. Во втором выносе выполняют осадку слитка на диаметр 2400 мм и протяжку на сечение . В третьем выносе с помощью продольных плоских бойков производят обжатие крайних боковых частей заготовки по всей длине до высоты 1250 мм. После этого заготовку подстуживают на воздухе до температуры поверхности обжимают среднюю часть заготовки плоскими перекрывающими ширину поковки бойками до высоты 1250 мм. В четвертом выносе выполняют окончательную ковку согласно эскизу поковки. Температурный интервал ковки 1220-850 с. После окончания ковки поковку садят в печь на изотермический отжиг. Исследования качества поковки, откованной по предлагаемой технологии, проводя ультразвуковым контролем.
В сравнении с изделиями, изготовленными по известному способу, опытная поковка отличается достаточно плотным метсшлом по всему объему и удовлетворяет нормам ультразвукового контроля.
Предлагаемый .способ ковки поко-.вок уменьшает объем дефектной зоны в 2-3 раза, а также значительно уменьшает размер отдельных дефектов.
Формула изобретения
Способ получения крупных поковок, включающий предварительный обжим нагретой до ковочной температуры заготовки по всей длине, ее подстуживание с поверхности и последующую протяжку плоскими бойками, отличающийся тем, что, с целью повышения качества и расширения номенклатуры поковок типа пластин и прямоугольных брусьев, в процессе Предварительного обжима заготовке придают форму утолщенного в средней части бруса, а при протяжке, используя бойки шириной, превышающей ширину поковки, вначале, обжимают среднюю утолщенную часть заготовки по всей ее длине, а затем протягивают заготовку на окончательные размеры.
Источники информации, приня.тые во внимание при экспертизе
ФигЛ
