1.
Изобретение относится к области пакетоформирующих машин, а .именно к устройствам для отсчета и набора банок, имеющих форму усеченного конуса в стопу. Оно может быть использовано в жестянобаночном производстве.
Известно устройство для укладки в стопу изделий. Оно предназначено для работы в хлебопекарной промышленности и содержит накопитель с ворошителем, многоручьевой лоток с укрепленными на нем перегородками для ПОручьевого разделения потока изделий, направля1аш;ие, толкатели и приспособление для образования стопы, выполненное в виде расположенных одна над другой полок, каждая из которых укреплена на конце направляющей 1.
Недостатком устройства является прекращение лодачи предметов в приспособление для образования стопы на время сталкивания уложенных в стопу предметов с листа их накопления в приемник, в результате чего снижается производительность устройства.
Прототипом изобретения является устройство для пакетирования штучных изделий, содержащее подающий наклонный лоток с направляющими, расходящийся на секции с изогнутыми пластинами, обеспечивающими гашение скорости изделий, и снабженный регулятором потока изделий, а также накопитель изделий 2.
Недостатком устройства является иевозможность укладки в стопу изделий формы банок, имеющих форму усеченного конуса, и невысокая производительность устройства. Целью изобретения является повышение
производительности устройства.
Цель достигается тем, что устройство снабжено дугообразными опрокидывателями для изделий, закрепленными на гравитационных лотках, а накопитель содержит
закрепленный под каждым гравитационным лотком цепной конвейер с толкателями, расположенную между его цепями неподвижную площадку и установленный над конвейером приемный стакан с подпружииенными створками для вывода стоп изделий, причем регулятор потока изделий электрически связан с приводом конвейеров.
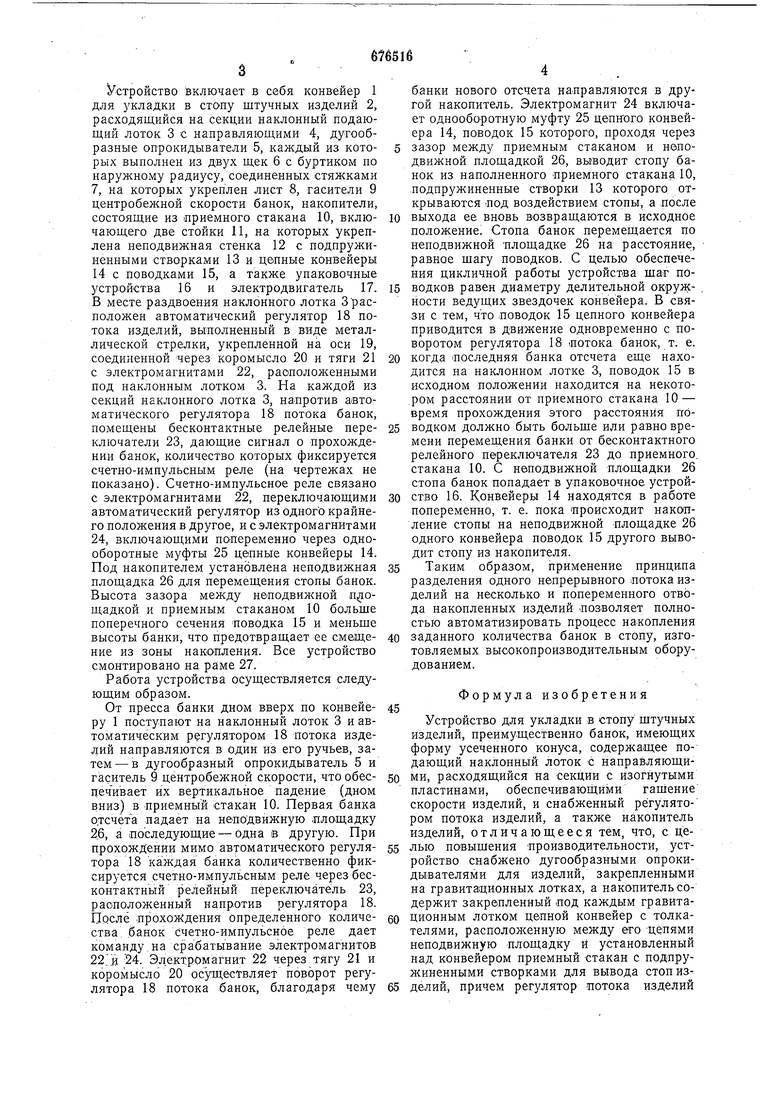
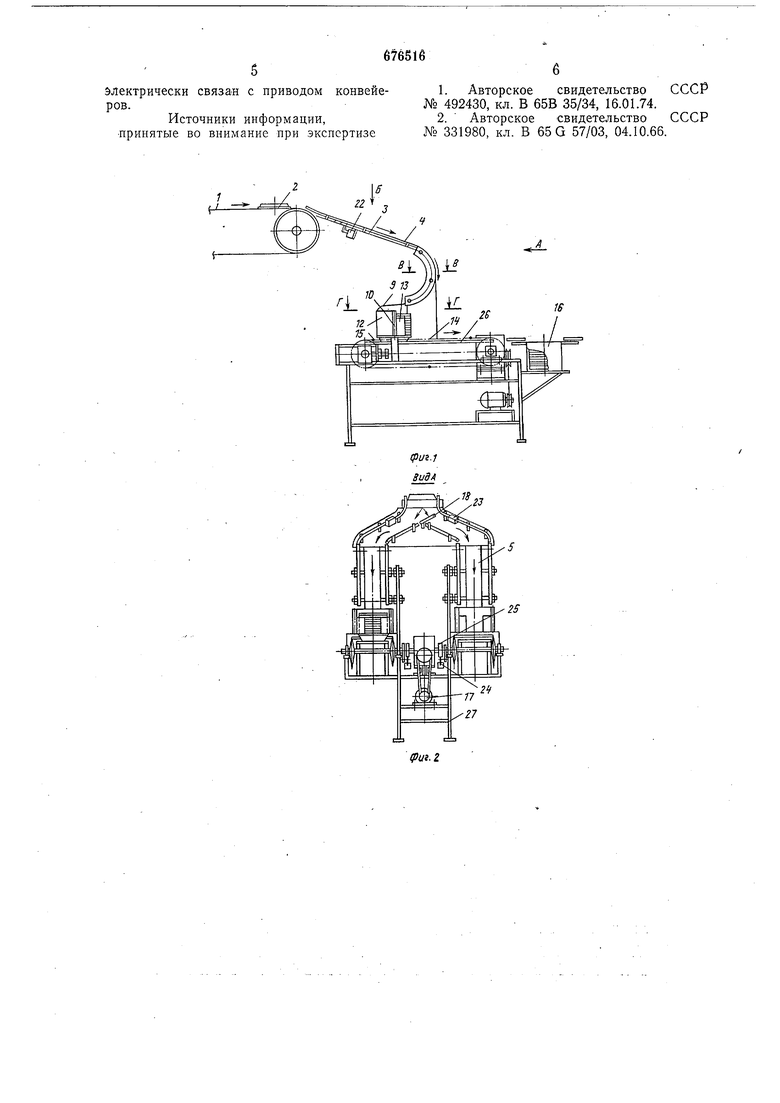
На фиг. 1 схематично изображено предложенное устройство, вид сбоку; на фиг. 2- вид-по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4-сечение В-Б на фиг. 1; на фиг. 5-:сечение Г-Г на фиг. 1.
Устройство включает в себя конвейер 1 для укладки в стопу штучных изделий 2, расходящийся на секции наклонный подающий лоток 3 с направляющими 4, дугообразные опрокидыватели 5, каждый из которых выполнен из двух щек 6 с буртиком по наружному радиусу, соединенных стяжками 7, на которых укреплен лист 8, гасители 9 центробежной скорости банок, накопители, состоящие из приемного стакана 10, включающего две стойки И, на которых укреплена неподвижная стенка 12 с подпружиненными створками 13 и цепные конвейеры 14 с поводками 15, а также упаковочные устройства 16 и электродвигатель 17. В месте раздвоения наклонного лотка 3 расположен автоматический регулятор 18 потока изделий, выполненный в виде металлической стрелки, укрепленной на оси 19, соединенной через коромысло 20 и тяги 21 с электромагнитами 22, расположенными под наклонным лотком 3. На каждой из секций наклонного лотка 3, напротив aiBTOматического регулятора 18 потока банок, помещены бесконтактные релейные переключатели 23, дающие сигнал о прохождении банок, количество которых фиксируется счетно-импульсным реле (на чертежах не показано). Счетно-импульсное реле связано с электромагнитами 22, переключающими автоматический регулятор из одного крайнего положения в другое, и с электромагнитами 24, включающими попеременно через однооборотные муфты 25 цепные конвейеры 14. Под накопителем установлена неподвижная площадка 26 для перемещения стопы банок. Высота зазора между неподвил ной п ощадкой и приемным стаканом 10 больше поперечного сечения поводка 15 и меньше высоты банки, что предотвращает ее смещение из зоны накопления. Все устройство смонтировано на раме 27.
Работа устройства осуществляется следующим образом.
От пресса банки дном вверх по конвейеру 1 поступают на наклонный лоток 3 и автоматическим регулятором 18 потока изделий направляются в один из его ручьев, затем- в дугообразный опрокидыватель 5 и гаситель 9 центробежной скорости, что обеспечивает их вертикальное падение (дном вниз) в приемный стакан 10. Первая банка отсчёта падает на неподвижную площадку , а последующие - одна в другую. При прохождении мимо автоматического регулятора 18 каждая банка количественно фиксируется счетно-импульсным реле через бесконтактный релейный переключатель 23, расположенный напротив регулятора 18. После прохождения определенного количества, банок счетно-импульсное реле дает команду.на срабатывание электромагнитов 22,й 24. Электромагнит 22 через тягу 21 и коромысло 20 осуществляет поворот регулятора 18 потока банок, благодаря чему
банки нового отсчета направляются в другой накопитель. Электромагнит 24 включает однооборотную муфту 25 цепного конвейера 14, поводок 15 которого, проходя через 5 зазор между приемным стаканом и неподвижной площадкой 26, выводит стопу банок из наполненного приемного стакана 10, подпрзжиненные створки 13 которого открываются под воздействием стопы, а после
0 выхода ее вновь возвращаются в исходное положение. Стопа банок перемещается по неподвижной площадке 26 на расстояние, равное шагу поводков. С целью обеспечения цикличной работы устройства шаг поводков равен диаметру делительной окружности ведущих звездочек конвейера. В связи с тем, что поводок 15 цепного конвейера приводится в движение одновременно с поворотом регулятора 18 лотока банок, т. е.
0 когда последняя банка отсчета еще находится на наклонном лотке 3, поводок 15 в исходном положении находится на некото,ром расстоянии от приемного стакана 10 - время прохождения этого расстояния пб5 водком должно быть больше или равно времени перемещения банки от бесконтактного релейного переключателя 23 до приемного, стакана 10. С неподвижной площадки 26 стопа банок попадает в упаковочное устройство 16. Конвейеры 14 находятся в работе попеременно, т. е. пока происходит накопление стопы на неподвижной площадке 26 одного конвейера поводок 15 другого выводит стопу из накопителя.
5 Таким образом, применение принципа разделения одного непрерывного потока изделий на несколько и попеременного отвода накопленных изделий позволяет полностью автоматизировать процесс накопления
0 заданного количества банок в стопу, изготовляемых высокопроизводительным оборудованием.
Формула изобретения
Устройство для укладки в стопу штучных изделий, преимущественно банок, имеющих форму усеченного конуса, содержащее подающий наклонный лоток с направляющими, расходящийся на секции с изогнутыми пластинами, обеспечивающими гаЩение скорости изделий, и снабженный рёгулятором потока изделий, а также накопитель изделий, отличающееся тем, что, с целью повышения производительности, устройство снабжено дугообразными опрокидывателями для изделий, закрепленными на гравитационных лотках, а накопитель содержит закрепленный под каждым гравитационным лотком цепной конвейер с толкателями, расположенную между его цепями неподвижную площадку и установленный над конвейером приемный стакан с подпружиненными створками для вывода стоп изделий, причем регулятор потока изделий
56
электрически связан с приводом конвейе-1. Авторское свидетельство СССР
ров.№ 492430, кл. В 65В 35/34, 16.01.74.
Источники информации,2. Авторское свидетельство СССР
принятые во внимание при экспертизе№ 331980, кл. В 65 G 57/03, 04.10.66.
676516
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления корпусов жестяных банок | 1979 |
|
SU863103A1 |
| Устройство для группирования штучных изделий в ряды | 1986 |
|
SU1406045A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Устройство для укладки изделий в картонные ящики | 1984 |
|
SU1330006A1 |
| Устройство для поштучной укладки изделий в стопу | 1986 |
|
SU1364538A1 |
| Распределитель-формирователь цилиндрических изделий | 1973 |
|
SU533533A1 |
| Устройство для подачи на шпалы подкладок | 1989 |
|
SU1670024A1 |
| АВТОМАТИЧЕСКИЙ МЕХАНИЗМ ЗАРЯЖАНИЯ ТАНКОВОЙ ПУШКИ, КАССЕТА ДЛЯ РАЗМЕЩЕНИЯ ВЫСТРЕЛА И СПОСОБ ЗАКРЕПЛЕНИЯ ВЫСТРЕЛА В КОНВЕЙЕРЕ АВТОМАТИЧЕСКОГО МЕХАНИЗМА ЗАРЯЖАНИЯ | 2007 |
|
RU2361169C2 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
| Устройство для накопления и поштучной выдачи изделий | 1974 |
|
SU598799A1 |
fS
8идБ
(puz.3
.f
-26
