иоооразно сместить сосредоточенное усилие на значительное расстояние от иолок, в 4- 6 раз превышающее толщину стенкн.
Выполнение сопряжения дугой окружности, пересекающей линию продолжения 5 внутренней грани стенки, исключает такую возможность, так как при этом сопрягающий участок приближается к виешней грани стенки, что отрицательно отражается на прочностных характеристиках.Ю
Целью изобретения являются устранение искажения поперечного сечения фланцевого профиля (швеллера)-продавливания стенки - Б процессе холодной правки, т. е. повышение качества готового профиля.15
Цель изобретения достигается тем, что в известном горячекатаном фланцевом профиле, преимущественно швеллере, включающем взаимно пересекающихся стенку и полки, соиряжение внутренних граией ко- 20 торых очерчено в поперечном сечеиии кривой, пересекающей сопрягаемую грань с образованием выемки, согласно изобретению, кривая выполнена с переменным радиусом, возрастающим от полки к стенке в 1,2- 25 2,0 раза, и расстояние от точки пересечения кривой с внутренней гранью до лииии продолжения внутренней грани полки в 4- 6 раза превышает толщину стенки.
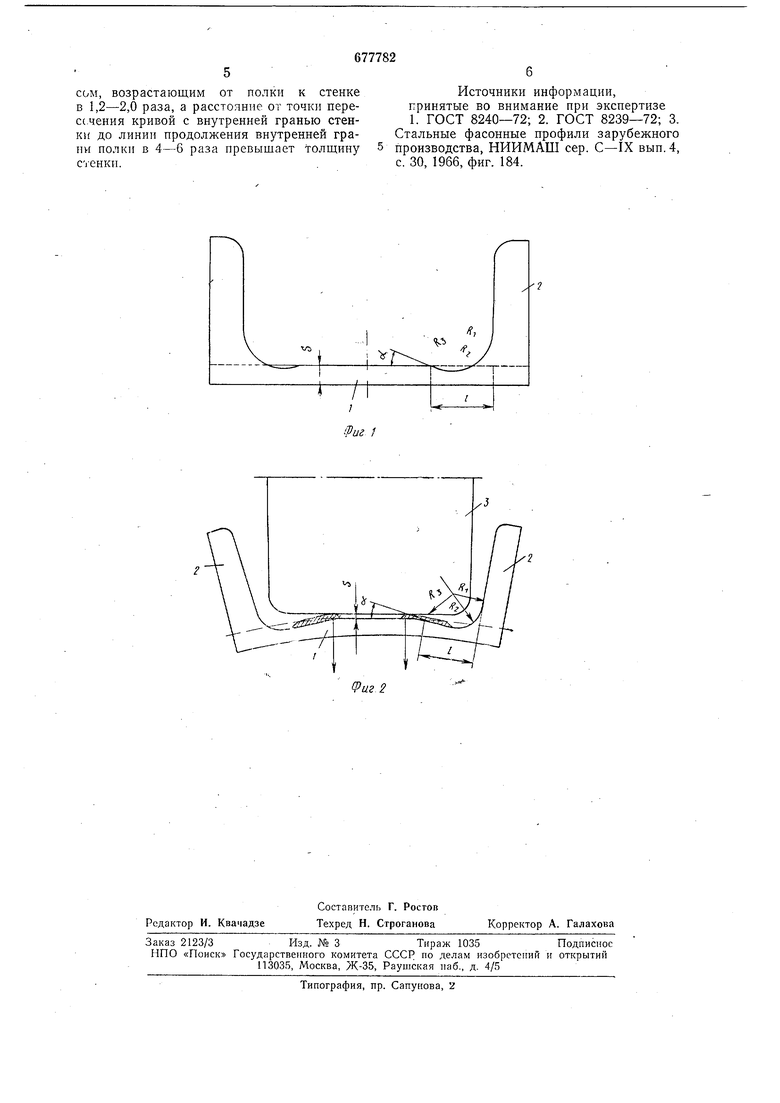
На фиг. 1 и 2 изображен предложенный 30 профиль.
Горячекатанный фланцевый профиль (швеллер) состоит из стенки 1 и полок 2, взаимно пересекающихся между собой под углом 90°. Сопряжение внутренних граней .53 из полок и стенки очерчено кривой переменного радиуса, например, спиралью Архимеда, радиз с которой возрастает по направлению к стенке 1 - (Ri:R3 l,2- -2,0). Расстояние / от точки пересечения -10 кривой со стенкой 1 до линии продолжения внутренней грани полки 2 превышает толщину стенки S в 4-6 раз. Угол а между касательной к кривой в точке сопряжения со стенкой и линией продолжения внутрен- 45 ней грани стенки составляет 2-6°.
Конструкция участка сопряжения и выбранные соотнощения элементов позволяют сместить точки приложения усилий правки при наличии выработки валков чистового .50 калибра от жестких элементов (полок) к середине стенки и более рационально распределить металл по сечению профиля.
Значения угла а и соотношение радиусов участка кривой выбраны на основании изу- 55 чения практических данных по износу прокатных валков чистовых швеллерных калибров и позволяют компенсировать влияние износа на форму готового нрофнля. Длина проекции участка сопряжения на 60 продолжение внутренней грани стенки выбрана на основании практических данных правки таким образом, чтобы было исключено продавливание стенки. В этом случае изменение очертания внутренней поверхно- 65
сти стенки в результате выработки чистовых валков ие приводит к ее продавливанию в процессе правки, а может вызвать только плавный изгиб, который иснравляется последующими роликами.
Устройство работает следующим образом. В процессе холодной правки нрофнля швеллерной стали, прокатываемого в чистовом развернутом калибре, осуществляется выпрямление стеики 1, толщина которой равна S, фигурным роликом 3, рис. 2. Вследствие износа валков чистового калибра изменяются очертания внутренней поверхности стенки 1. В результате этого уеилия правки, прилагаемые со стороны фигурного ролика 3 к внутренней грани стенки 1, сосредоточены на выступающих участках. В области сопряжения со стенкой 1 выработка валков компенсируется выемкой, образованной сопрягающей кривой, которая очерчена участком спирали Архимеда с радиусом, возрастающим по направлению к стенке 1 (), таким образом, что касательная к кривой в точке сопряжения ее со стенкой I образует угол а. При этом выступающие участки, а следовательно, и точки сосредоточения нагрузок, прилагаемых в процессе правки со стороны фигурного ролика 3, смещены от жестких элементов - полок 2 к середине стенки на величину, превышающую (расстояние от точки сопряжения со стенкой до линии продолжения внутренней грани полки). Цродавливание стенки в процессе правки, устраняется.
Разработанная конструкция .y4actKa сойряженЕЯ и соотношение размеров элемеитов позволяют перераспределять металл таким образом, что вблизи полок его количество увеличивается, а по направлению к оси симметрии уменьщается. Фланцевые профили в металлопотребляющих отраслях промышленноети используются в качестве элементов конструкций, работающих на изгиб относительно оси симметрии, перпендикулярной стенке, поэтому такое распределение материала по сечению является рациональным, позволяет снизить массу погонного метра профиля без снижения его прочностных характеристик.
Формула изобретения
Горячекатаный фланцевый профиль, преимущественно швеллерный, включающий взаимно пересекающиеся стенку и полку, сопряжение внутренних граней которых очерчено в поперечном сечении кривой, пересекающей сопрягаемую грань с образованием выемки, отличающийся тем, что, с целью устранения искажения поперечного сечения в процессе холодной правки, кривая выполнена с переменным радиусом, возрастающим от полки к стенке в 1,2-2,0 раза, а расстояние от точки переселения кривой с внутренней гранью стенки до линии продолжения внутренней грани полки в 4-6 раза превышает толщину cj-енкп. Источники информации, принятые во внимание при экспертизе 1. ГОСТ 8240-72; 2. ГОСТ 8239-72; 3. Стальные фасонные профили зарубежного производства, НИИМАШ сер. С-IX вып. 4, с. 30, 1966, фиг. 184.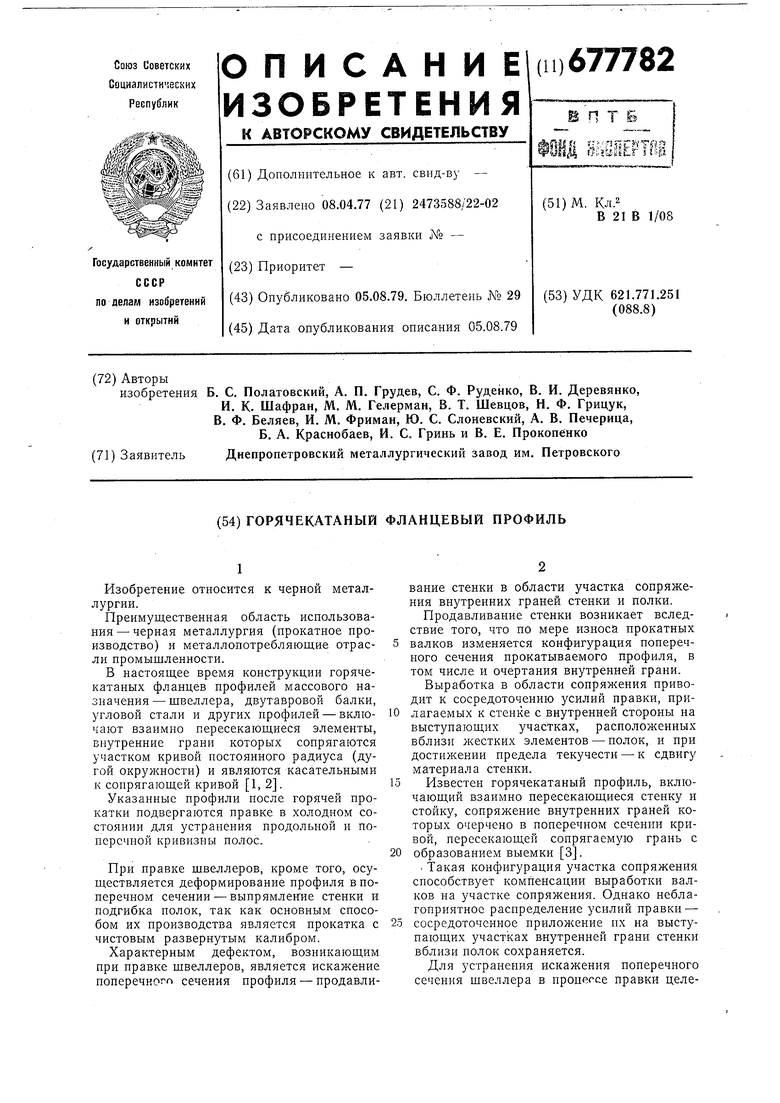

| название | год | авторы | номер документа |
|---|---|---|---|
| Горячекатаный фланцевый профиль | 1989 |
|
SU1731304A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| Угловой горячекатаный профиль | 1990 |
|
SU1785445A3 |
| Способ прокатки швеллеров | 1980 |
|
SU908430A1 |
| Способ прокатки швеллеров | 1977 |
|
SU660738A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| Фланцевый прокатный профиль | 1976 |
|
SU614834A1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| Способ прокатки фланцевых профилей | 1985 |
|
SU1271593A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
.:
1-г
г
