1
Изобретение относится к прокатному производству и может быть использовано при производстве фланцевых профилей, в частности швеллеров.
Известен способ прокатки швеллеров, включающий прокатку в предчистовом двухвалковом и чистовом универсальном калибрах 1.
Недостатком данного способа прокатки швеллеров является то, что при прокатке предчистового раската в чистовом универсальном калибре не удается получить качественные наружные углы готового профиля ввиду образования заусенцев в местах сопряжения внешних граней полок и стенки, что приводит к ухудшению геометрии профиля, браку продукции.
Наиболее близким к предлагаемому по технической сущности является способ прокатки швеллеров, включающий прокатку в предчистовых двухвалковых и чистовом универсальном калибрах 2.
Сущность способа состоит в том, что при прокатке в предчистовом калибре наружные углы формируют равными наружным углам готового профиля и создают перепад толщины от участков, прилегающих
к этим углам за счет припусков на остальных участках наружных поверхностей стенок и полок, а в чистовом калибре деформирует профиль по наружным поверхностям только на участках этих припусков.
Недостаток этого способа заключается в том, что в предчистовом калибре получают профиль с определенной конфигурацией внешних углов и постоянной высотой припусков на наружных поверхностях полок и стенки. Данной высоте припусков соответствует определенная величина обжатия по стенке и полкам в чистовом универсальном калибре, заложенная калибровкой. При изменении этой величины обжатия, вызванной выработкой предчистового калибра или необходимостью увеличения использования минусового поля допусков, происходит затекание металла в разъем между цилиндрическим горизонтальным и вертикальными валиками и образование заусенцев, браку продукции, т.е. данный способ прокатки щвеллеров не обладает достаточной технической гибкостью.
Цель изобретения - более полное использование минусового поля допусков и повышение качества готового профиля путем исключения образования заусенцев при изменении величины обжатия по элементам профиля.
Поставленная цель достигается тем, что в способе прокатки швеллеров, включающем прокатку в предчистовых двухвалковых и чистовом универсальном калибрах перед универсальным калибром наружные углы сопряжения внешних граней стенки с полками подвергают деформации в направлепии биссектрисы этих углов, на величину, равную 1 -1,5 суммы абсолютных обжатий стенки и полки в универсальном калибре.
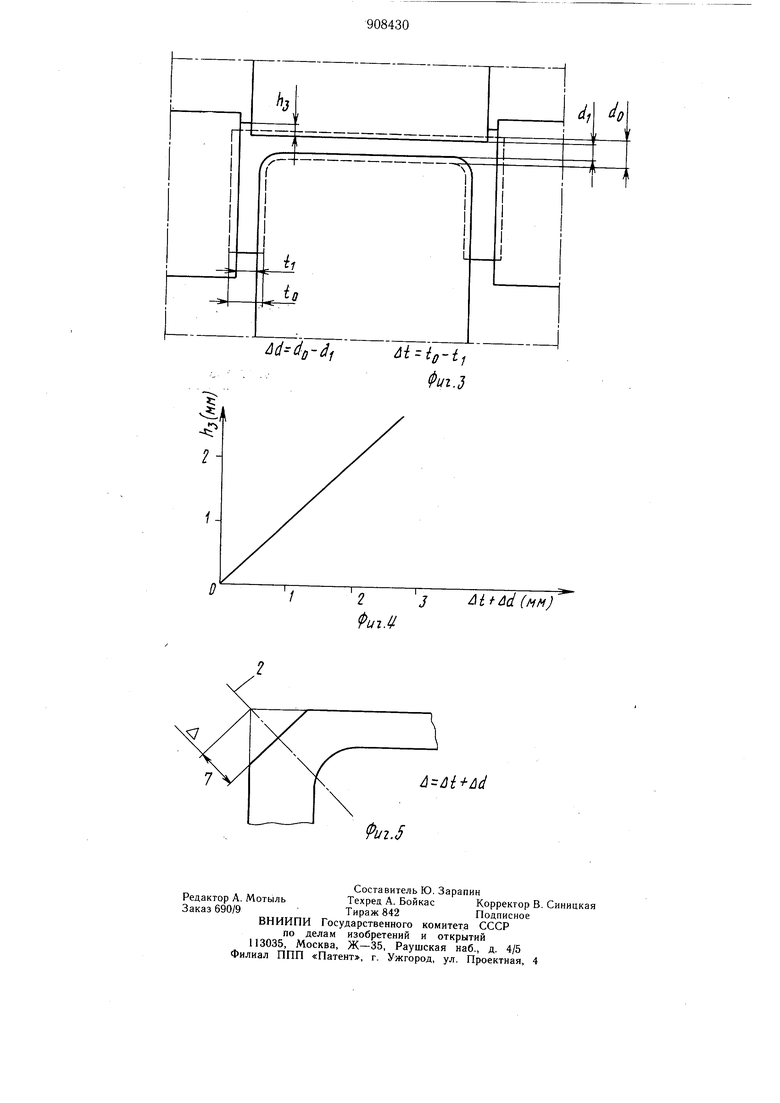
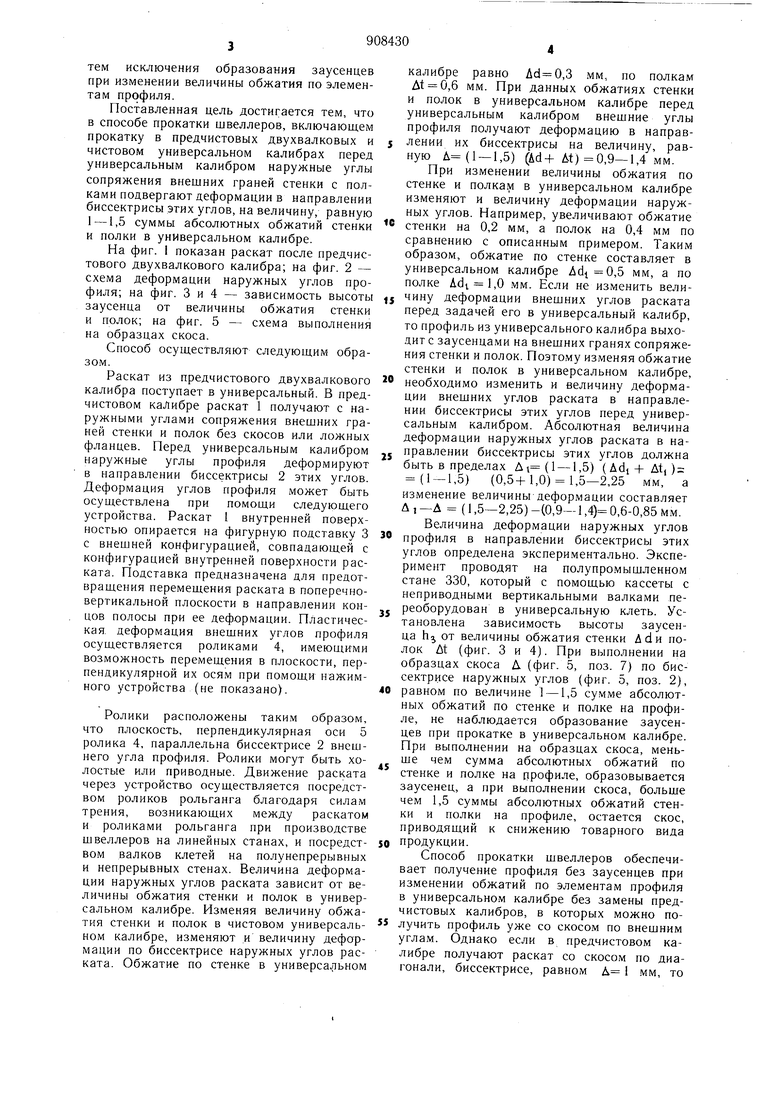
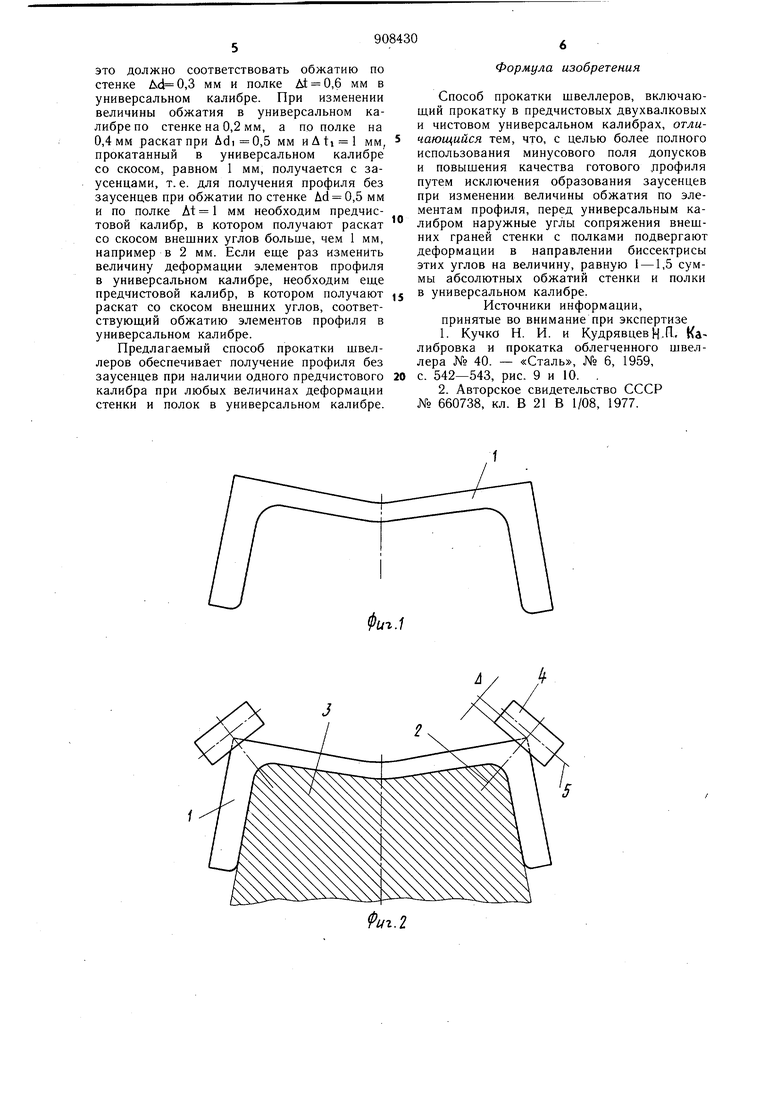
На фиг. 1 показан раскат после предчистового двухвалкового калибра; на фиг. 2 - схема деформации наружных углов профиля; на фиг. 3 и 4 - зависимость высоты заусенца от величины обжатия стенки и полок; на фиг. 5 - схема выполнения на образцах скоса.
Способ осуш.ествляют следуюш;им образом.
Раскат из предчистового двухвалкового калибра поступает в универсальный. В предчистовом калибре раскат 1 получают с наружными углами сопряжения внешних граней стенки и полок без скосов или ложных фланцев. Перед универсальным калибром наружные углы профиля деформируют в направлении биссектрисы 2 этих углов. Деформация углов профиля может быть осуществлена при помощи следующего устройства. Раскат 1 внутренней поверхностью опирается на фигурную подставку 3 с внешней конфигурацией, совпадающей с конфигурацией внутренней поверхности раската. Подставка предназначена для предотвращения перемещения раската в поперечновертикальной плоскости в направлении концов полосы при ее деформации. Пластическая, деформация внещних углов профиля осуществляется роликами 4, имеющими возможность перемещения в плоскости, перпендикулярной их осям при помощи нажимного устройства (не показано).
Ролики расположены таким образом, что плоскость, перпендикулярная оси 5 ролика 4, параллельна биссектрисе 2 внещнего угла профиля. Ролики могут быть холостые или приводные. Движение раската через устройство осуществляется посредством роликов рольганга благодаря силам трения, возникающих между раскатом и роликами рольганга при производстве щвеллеров на линейных станах, и посредством валков клетей на полунепрерывных и непрерывных стенах. Величина деформации наружных углов раската зависит от величины обжатия стенки и полок в универсальном калибре. Изменяя величину обжатия стенки и полок в чистовом универсальном калибре, изменяют и величину деформации по биссектрисе наружных углов раската. Обжатие по стенке в универсальном
калибре равно ,3 мм, но полкам At 0,6 мм. При данных обжатиях стенки и полок в универсальном калибре перед универсальным калибром внешние углы профиля получают деформацию в направЛенин их биссектрисы на величину, равную А (1 - 1,5) (Ad-f At) 0,9-1,4 мм.
При изменении величины обжатия по стенке и полкам в универсальном калибре изменяют и величину деформации наружных углов. Например, увеличивают обжатие
стенки на 0,2 мм, а полок на 0,4 мм по сравнению с описанным примером. Таким образом, обжатие по стенке составляет в универсальном калибре ,5 мм, а по полке Adi 1,0 мм. Если не изменить велиj чину деформации внешних углов раската перед задачей его в универсальный калибр, то профиль из универсального калибра выходит с заусенцами на внешних гранях сопряжения стенки и полок. Поэто.му изменяя обжатие стенки и полок в универсальном калибре,
необходимо изменить и величину деформации внешних углов раската в направлении биссектрисы этих углов перед универсальным калибром. Абсолютная величина деформации наружных углов раската в наj правлении биссектрисы этих углов должна быть в пределах Ai(l -1,5) (Adj+At, ) (1 - 1,5) (0,5-f 1,0) 1,5-2,25 мм, а изменение величины деформации составляет Д , -А (1,5-2,25) -(0,9- 1,4) 0,6-0,85 Мм. Величина деформации наружных углов
профиля в направлении биссектрисы этих углов определена экснериментально. Эксперимент проводят на полупро.мыщленном стане 330, который с помощью кассеты с неприводными вертикальными валками пе, реоборудован в универсальную клеть. Установлена зависимость высоты заусенца hj от величины обжатия стенки &dii полок At (фиг. 3 и 4). При выполнении на образцах скоса А (фиг. 5, поз. 7) по биссектрисе наружных углов (фиг. 5, поз. 2),
0 равном по величине 1 -1,5 сумме абсолютных обжатий по стенке и полке на профиле, не наблюдается образование заусенцев при прокатке в универсальном калибре. При выполнении на образцах скоса, меньше чем сумма абсолютных обжатий по
стенке и полке на профиле, образовывается заусенец, а при выполнении скоса, больше чем 1,5 суммы абсолютных обжатий стенки и полки на профиле, остается скос, приводящий к снижению товарного вида
0 продукции.
Способ прокатки швеллеров обеспечивает получение профиля без заусенцев при изменении обжатий по элементам профиля в универсальном калибре без замены предчистовых калибров, в которых можно получить профиль уже со скосом по внешним углам. Однако если в предчистовом калибре получают раскат со скосом но диагонали, биссектрисе, равном Л 1 .мм, то это должно соответствовать обжатию по стенке ,3 мм и полке At 0,6 мм в универсальном калибре. При изменении величины обжатия в универсальном калибре по стенке на 0,2 мм, а по полке на 0,4 мм раскат при idi 0,5 мм и Д ti 1 мм, прокатанный в универсальном калибре со скосом, равном 1 мм, получается с заусенцами, т. е. для получения профиля без заусенцев при обжатии по стенке Ad 0,5 мм и по полке At 1 мм необходим предчистовой калибр, в котором получают раскат со скосом внешних углов больше, чем 1 мм, например в 2 мм. Если еще раз изменить величину деформации элементов профиля в универсальном калибре, необходим еш.е предчистовой калибр, в котором получают раскат со скосом внешних углов, соответствующий обжатию элементов профиля в универсальном калибре. Предлагаемый способ прокатки швеллеров обеспечивает получение профиля без заусенцев при наличии одного предчистового калибра при любых величинах деформации стенки и полок в универсальном калибре. Формула изобретения Способ прокатки щвеллеров, включающий прокатку в предчистовых двухвалковых и чистовом универсальном калибрах, отличающийся тем, что, с целью более полного использования минусового поля допусков и повышения качества готового дрофиля путем исключения образования заусенцев при изменении величины обжатия по элементам профиля, перед универсальным калибром наружные углы сопряжения внещних граней стенки с полками подвергают деформации в направлении биссектрисы этих углов на величину, равную 1 -1,5 суммы абсолютных обжатий стенки и полки в универсальном калибре. Источники информации, принятые во внимание при экспертизе 1.Кучко Н. И. и КудрявцевH.П. Калибровка и прокатка облегченного швеллера № 40. - «Сталь, № 6, 1959, с. 542-543, рис. 9 и 10. . 2.Авторское свидетельство СССР № 660738, кл. В 21 В 1/08, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| Способ прокатки швеллеров | 1984 |
|
SU1186293A1 |
| Способ прокатки швеллеров | 1977 |
|
SU660738A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1998 |
|
RU2132247C1 |
| Способ прокатки швеллеров | 1982 |
|
SU1053916A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| Способ прокатки швеллерной стали | 1980 |
|
SU869870A1 |
| Способ прокатки @ -образных профилей | 1982 |
|
SU1026854A1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВ | 2009 |
|
RU2403996C1 |