Изобретение относится к области металлургии и может быть использовано при прокатке швеллеров или других аналогичных фланцевых профилей на универсальных прокатных станах оснащенных универсальными четырехвалковыми и двухвалковыми вспомогательными клетями.
При применении на последней стадии прокатки схемы формирования профиля, в группе, состоящей из черновой универсальной (UR), двухвалковой вспомогательной (Е) и чистовой универсальной клетей (UF) большие трудности возникают с оформлением внешнего угла в сопряжении стенки профиля с полками, который выполняется за счет неконтролируемого течения металла в разъеме валков чистового универсального калибра и зависит от величины вертикального обжатия стенки и горизонтального обжатия полки профиля.
Данный элемент профиля часто не выполняется в соответствии с требованиями стандарта, или выполняется с заусенцами, что так же недопустимо.
Это подтверждается в выводах одного из аналогов прокатки швеллеров с использованием чистового универсального четырехвалкового калибра (Журнал «Сталь», №6, 1959 г., с. 542), где сказано, что применение чистовой универсальной клети, несмотря на ее значительные преимущества перед обычной двухвалковой, не может быть рекомендовано для прокатки швеллеров в связи с неудовлетворительным оформлением внешних углов профиля.
Известен способ прокатки швеллеров, включающий прокатку в предчистовом двухвалковом и чистовом универсальном калибрах (Авт. свид. №660738 м. кл2 В21В 1/08, опубликовано 05.05.79 Бюллетень №7).
Недостатком данного способа прокатки является выполнение наружных углов в предчистовом калибре равными наружным углам готового профиля и создание перепада толщин от участков, прилегающих к этим углам, за счет припусков на остальных участках наружных поверхностей стенки и полок, а деформирование в чистовом калибре профиля осуществляется по наружным поверхностям только на участках этих припусков. В результате такого способа прокатки около углов с наружной стороны стенки и полок профиля возможно образование ступеней, которые окажутся недопустимым дефектом профиля. При этом появляется большая вероятность образования заусенца с одной или двух сторон при течение металла в сторону раскрытых углов калибра при деформации припусков и деформации по радиусу закругления в сопряжении стенки и полок со стороны нижнего валка, чему способствует условие выполнения наружных углов в предчистовом калибре равными наружным углам готового профиля.
Известен способ прокатки швеллеров, включающий прокатку в предчистовом двухвалковом полузакрытом и чистовом универсальном четырехвалковом калибрах, предусматривающий равенство оформления наружных углов предчистового и чистового калибров, а деформацию раската в чистовом калибре осуществляют преимущественно по толщине полок на протяжении 0,7÷0,8 их длин со стороны свободного торца с плавным увеличением обжатия к торцу при минимальной общей вытяжке профиля (Патент RU 2132247, В21В 1/08, опубл. 27.06.99 г. Бюл. №18).
К недостаткам этого способа прокатки относится следующее:
- радиус закругления в сопряжении стенки с полками с внешней стороны профиля в предчистовом калибре принимается равным допустимому радиусу закругления в чистовом калибре, который рассчитывается исходя из допустимого по нормативной документации притупления наружных углов швеллера. В результате течения металла в раскрытие калибров от обжатия раската в универсальном калибре происходит уменьшение притупления наружных углов профиля, которые в предчистовом калибре уже были выполнены в пределах допустимых по нормативной документации, что, как правило, исходя из опыта прокатки, приводит к переполнению наружных углов чистового универсального калибра и образованию заусенца с одной или двух сторон на готовом профиле;
- значительные уклоны полок предчистового калибра относительно вертикальной оси равные 30% создают тяжелые условия для захвата раската из этого калибра в чистовом универсальном калибре с уклоном полок 0%, что вызывает необходимость применения сложной привалковой арматуры для правильной задачи и удержания полок в чистовом универсальном калибре. Такая привалковая арматура наряду с направлением раската в калибр должна подгибать полки, вследствие чего быстро изнашивается и расстраивается;
- деформация металла в полузакрытых контрольных двухвалковых калибрах осуществляется не только по высоте полок, но и по ширине, в связи с этим большая часть их является замкнутой верхним и нижним ручьями валков, что требует глубокого вреза в валки закрытого ручья калибра.
Известен способ прокатки швеллеров фирмы «Маннесман Демак». В этом способе финишную прокатку осуществляют в черновом универсальном швеллерном калибре с уклоном полок 0%, в контрольном полузакрытом калибре с уклоном полок 5%, а заключительный проход проводят в чистовом швеллерном калибре. У этого способа также имеется ряд недостатков:
- черновой универсальный швеллерный калибр с уклоном полок 0%, при прокатке швеллеров с параллельными полками предопределяет малый ресурс валков из-за невосстановимости нижнего валка при ремонтах;
- деформация металла в полузакрытых контрольных двухвалковых калибрах осуществляется не только по высоте полок, но и по ширине, в связи с этим большая часть их является закрытой, замкнутой верхним и нижним ручьями валков, что требует глубокого вреза в валки закрытого ручья калибра (Патент RU 2169050, В21В 1/08 опубл. 20.06.2001).
Наиболее близким по технической сущности к предлагаемому является способ производства швеллеров, включающий черновую прокатку заготовки в калибрах развернутого типа с прямыми полками, расположенными наклонно относительно вертикальной оси профиля, в обжимной дуо-реверсивной клети, а чистовую прокатку в универсальных четырехвалковых и контрольных двухвалковых полузакрытых калибрах вспомогательной клети, причем уклоны полок во всех калибрах, кроме чистового универсального, постоянные и равны 25% по отношению к вертикальной оси (Патент RU2169050, В21В 1/08 опубл. 20.06.2001).
Данному способу производства швеллеров относятся следующие недостатки:
- чередование универсальных калибров с контрольными полузакрытыми калибрами при постоянных уклонах полок во всех калибрах, кроме чистового, не обеспечивает прижатия полок раската к внутренним стенкам выточек в контрольных полузакрытых калибрах в процессе захвата металла валками, что нередко приводит к авариям по причине попадания полок в зазор между буртами валков;
- значительные уклоны полок предчистового контрольного полузакрытого калибра относительно вертикальной оси равные 25% создают тяжелые условия для захвата раската из этого калибра в чистовом универсальном калибре с уклоном полок 0%, что вызывает необходимость применения сложной привалковой арматуры для правильной задачи и удержания полок в чистовом универсальном калибре. Такая привалковая арматура наряду с направлением раската в калибр должна подгибать полки, вследствие чего быстро изнашивается и расстраивается;
- деформация металла в контрольных полузакрытых калибрах осуществляется не только по высоте полок, но и по ширине, в связи с этим большая часть их является закрытой, замкнутой верхним и нижним ручьями валков, что требует глубокого вреза закрытого ручья калибра в валки большого диаметра.
Расчет калибровок швеллеров во всех рассмотренных способах прокатки осуществляется без учета зависимости для определения величины внешних радиусов сопряжения стенки и полок в предчистовом калибре от выбранной величины притупления готового профиля в пределах допустимой по нормативному документу, величины высотной деформации стенки и полок в чистовом калибре и величины отношения радиусов сопряжений внутренних углов стенки и полок предчистового и чистового калибров. На практике внешний радиус сопряжения стенки и полок в предчистовом калибре определяется эмпирически при опытных прокатках профиля, что ведет к постоянным корректировкам калибровки и потерям времени при настройке профиля для получения допустимого по нормативной документации притупления наружных углов швеллера в сопряжении стенки и полок.
Задачей, на решение которой направлено заявленное изобретение является разработка новой технологии прокатки швеллеров позволяющей обеспечить стабильный высокоэффективный процесс прокатки, получение швеллеров повышенного качества и снижение расхода прокатных валков.
Технический результат заключается в том, что предлагаемый способ позволяет достичь качественного оформления геометрических параметров профиля и снизить расходный коэффициент валков на единицу продукции.
Технический результат достигается тем, что в способе прокатки швеллеров, включающий финишную прокатку в группе клетей состоящей из черновой универсальной четырехвалковой клети, двухвалковой вспомогательной клети с применением контрольных чернового и предчистового калибров и чистовой универсальной четырехвалковой клети с уклонами полок к вертикальной оси во всех калибрах, кроме чистового, отличающийся тем, что в калибрах черновой универсальной клети уклоны полок принимают равными 7-9% по отношению к вертикальной оси, а прокатку в двухвалковой вспомогательной клети осуществляют в контрольных калибрах открытого типа, где уклоны полок устанавливают 10-12% к вертикальной оси, а сопряжения наружных граней стенки и полок в предчистовом контрольном калибре открытого типа двухвалковой вспомогательной клети определяют по следующей зависимости:

где REF - величина радиуса сопряжения наружных граней стенки и полок в предчистовом контрольном калибре открытого типа двухвалковой вспомогательной клети, мм;
ƒ=1,715 - эмпирический коэффициент, характеризующий формоизменение радиуса сопряжения наружных граней стенки и полок предчистового контрольного калибра открытого типа двухвалковой вспомогательной клети в чистовом универсальном четырехвалковом калибре;
b - величина притупления сопряжения наружных граней стенки и полок в пределах допустимой по нормативному документу, мм;
k=4,4÷5,0 - эмпирический коэффициент, учитывающий влияние абсолютного обжатия стенки и полок в чистовом универсальном четырехвалковом калибре на выполнение притупления наружных граней стенки и полок в готовом профиле;
μст, μпол - коэффициенты высотной деформации стенки и полок в чистовом универсальном четырехвалковом калибре;
R'EF - радиус сопряжения внутренних граней стенки и полок в в предчистовом контрольном калибре открытого типа двухвалковой вспомогательной клети, мм;
R'UF - радиус сопряжения внутренних граней стенки и полки в чистовом универсальном четырехвалковом калибре, мм.
Отличительным признаком контрольного двухвалкового открытого калибра используемого в схеме прокатки от контрольного двухвалкового полузакрытого калибра, применяемого в настоящее время при прокатке швеллеров, является расположение его разъемов примерно посередине калибра. Исходя из классификации калибров по типу их закрытия это позволяет его характеризовать как открытый швеллерный калибр (Михайленко A.M. Классификация калибров для прокатки рельсов / A.M. Михайленко, Д.Л. Шварц // Производство проката. 2017. - №4 - С. 19-25).
В конструкции контрольного двухвалкового открытого калибра глубину нижней закрытой части фланца рекомендуется принимать, как и в контрольном двухвалковом полузакрытом калибре в пределах 4-20 мм в зависимости от номера швеллера (Бахтинов Б.П. Калибровка прокатных валков / Б.П. Бахтинов, М.М. Штернов. Металлургиздат.1953 - 783 с.), (Смирнов В.К. Калибровка прокатных валков / В.К. Смирнов, В.А. Шилов, Ю.В. Инатович. М.: Теплотехника, 2008. 490 с.).
Зазор между буртами формирующих внешние грани полок в этом калибре принимается равным половине высоты полок, в отличие от зазоров между буртами валков в контрольных двухвалковых полузакрытых калибрах, который принимается в зависимости от диаметра валков, что обычно составляет 1-10 мм (Смирнов В.К. Калибровка прокатных валков / В.К. Смирнов, В.А. Шилов, Ю.В. Инатович. М.: Теплотехника, 2008. 490 с), (Чекмарев А.П. Калибровка прокатных валков. Учебное пособие для вузов / А.П. Чекмарев, М.С.Мутьев, Р.А. Машковцев. - М.: Металлургия, 1971. - 512 с.).
Применение в предлагаемом способе прокатки швеллеров контрольного двухвалкового открытого калибра позволяет значительно уменьшить диаметр верхнего валка из-за уменьшения величины буртов формирующих внешние грани полок во вспомогательных клетях на универсальных прокатных станах при прокатке швеллеров.
Уклоны полок относительно вертикальной оси в контрольном двухвалковом открытом калибре в пределах 10-12%, а в черновых универсальных калибрах 7-9% являются наиболее оптимальными. Эти значения были получены в процессе опытно-промышленных опробований процесса прокатки.
Именно такие уклоны полок относительно вертикальной оси в черновом универсальном и в контрольном двухвалковом открытом калибрах при прокатке швеллеров с параллельными полками обеспечивают возможность восстановления ручьев на нижних валках калибра с малым съемом металла при переточках и безаварийный захват металла в чистовом универсальном калибре с уклоном полок равном 0% без использования специальной привалковой арматуры для подгиба полок.
Уклоны полок относительно вертикальной оси в контрольных двухвалковых открытых калибрах более 12% ухудшают захват металла в чистовом универсальном калибре с уклоном полок равном 0%, что приводит к невыполнению профиля с заданными геометрическими размерами или авариями при прокатке. Уклоны полок относительно оси менее 10% при прокатке швеллеров с параллельными полками потребуют малого уклона нижних ручьев горизонтальных валков чернового универсального калибра, что значительно увеличит съем металла с валков при его восстановлении.
Уклоны полок относительно вертикальной оси в черновых универсальных калибрах более 9% не обеспечивают надежного попадания концов фланцев раската в выточки нижних ручьев этих калибров в момент захвата, а менее 7% из-за малого уклона нижних ручьев горизонтальных валков чернового универсального калибра значительно увеличивают съем металла с валков при его восстановлении.
Расчет и выполнение внешних радиусов сопряжения стенки и полок в предчистовом контрольном двухвалковом открытом калибре в зависимости от выбранной величины притупления готового профиля в пределах допустимой по нормативному документу, величины высотной деформации стенки и полок в чистовом универсальном калибре и величины отношения радиусов сопряжений внутренних углов стенки и полок в предчистовом контрольном двухвалковом открытом и чистовом универсальном калибрах позволяет гарантированно получать прокат с заданными геометрическими размерами.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности признаков аналога позволило установить совокупность существенных по отношению к устанавливаемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию «новизна». При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое решение от прототипа, не были выявлены. Следовательно, заявленное изобретение соответствует условию «изобретательский уровень».
Способ поясняется чертежами, где на фиг. 1 показаны три последних калибра, отмеченные нумерацией по ходу прокатки нового способа прокатки швеллеров: «а» - четырехвалковый универсальный калибр, предшествующий предчистовому, «б» - контрольной двухвалковой открытый калибр, «в» - чистовой четырехвалковый калибр. В предчистовом контрольном двухвалковом открытом калибре уклон полок относительно вертикальной оси принимается равным 10-12%, уклон полок в черновом универсальном калибре принимается 7-9% с целью прижатия полок раската из чернового универсального калибра к внутренним стенкам выточек предчистового контрольного двухвалкового открытого калибра в процессе прокатки, зазор между буртами валков контрольного двухвалкового открытого калибра формирующих внешние грани полок спроектирован равным половине высоты полок, а формирование притупления наружных углов в сопряжениях стенки с полками в предчистовом контрольном двухвалковом открытом калибре осуществляется радиусом закругления REF рассчитанного по зависимости (1). В чистовом четырехвалковом калибре производят окончательное формирование профиля.
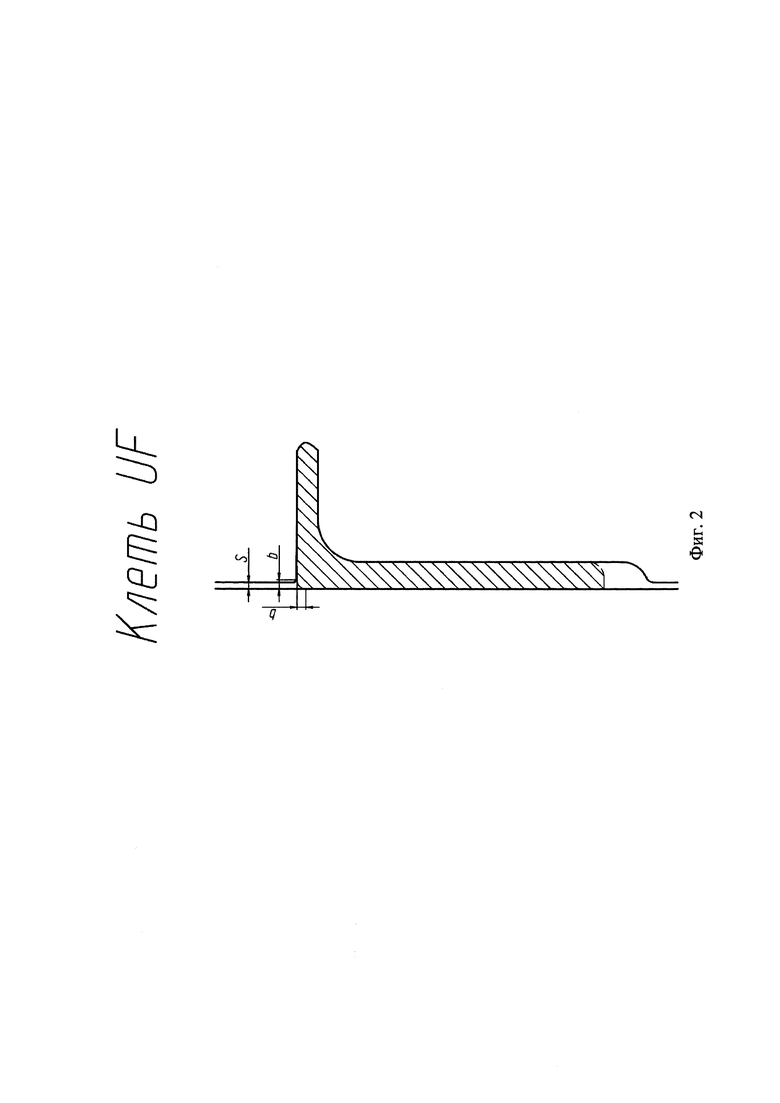
На фиг. 2 показано выполнение притупления в чистовом четырехвалковом калибре, где b - величина притупления сопряжения наружных граней стенки и полок в пределах допустимой по нормативному документу на продукцию, S - зазор между горизонтальными и вертикальными валками в универсальном калибре.
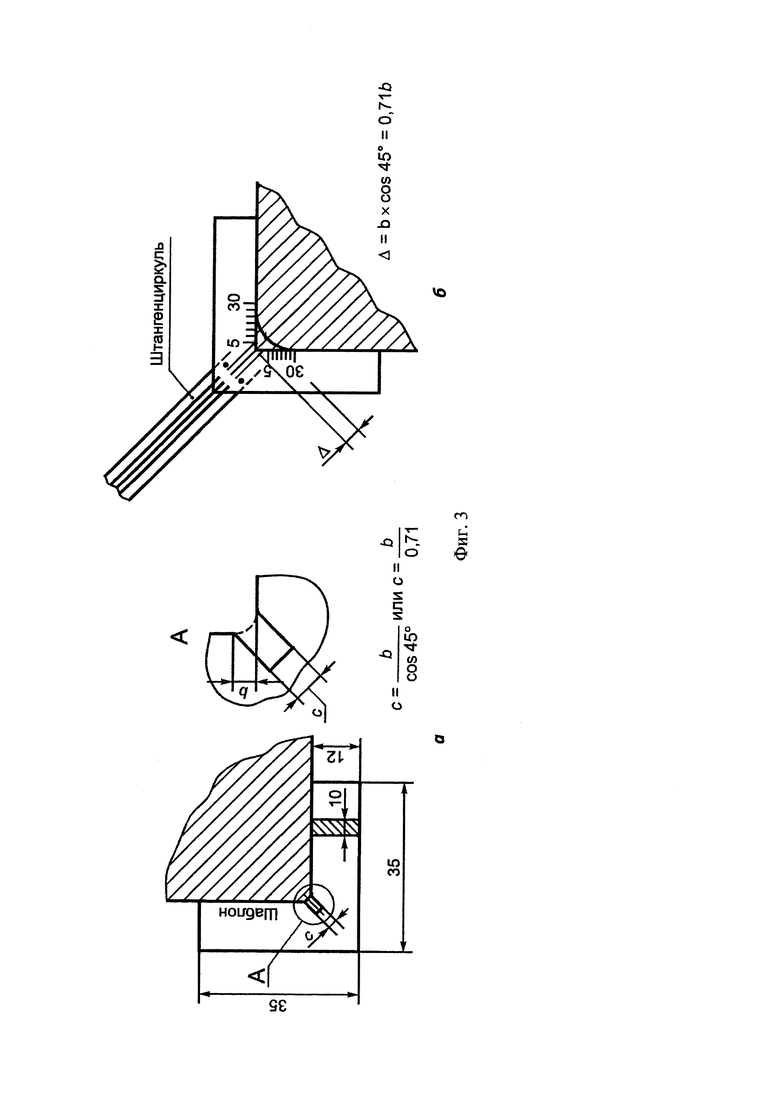
На фиг. 3, «а», «б» показаны методы контроля притупления углов проката по ГОСТ 26877-2008.
Конкретный пример реализации способа прокатки швеллеров.
В настоящее время на современных универсальных прокатных станах оснащенных чистовой группой клетей включающих универсальные и двухвалковые вспомогательные клети прокатываются швеллеры в диапазоне от №14 до №40. Абсолютное обжатие стенки Δhст в чистовом калибре для этих номеров швеллера принимаются в пределах установленной практикой значений от 0,25 мм до 0,50 мм. Величина обжатия полок определяется из условия равенства коэффициентов высотной деформации стенки и полок в чистовом калибре  где h0 - размер элемента профиля до прокатки, мм; h1 - после прокатки, мм).
где h0 - размер элемента профиля до прокатки, мм; h1 - после прокатки, мм).
Коэффициенты высотной деформации стенки, в зависимости от принятого установленной практикой обжатия для рассматриваемой группы швеллеров, соответствуют следующему диапазону значений μст=1,03÷1,10. Для гарантированного выполнения требуемой величины притупления наружного прямого угла швеллеров коэффициент формоизменения радиуса наружного угла стенки и полки в чистовом универсальном четырехвалковом калибре принимается в пределах k=4,4÷5,0, причем меньшее значение соответствует для максимальных, а большее - для минимальных значений высотной деформации стенки и полок.
Предложенный способ прокатки швеллеров реализован на новом универсальном рельсобалочном стане АО «ЕВРАЗ Объединенный Западно-Сибирский металлургический комбинат» при производстве швеллера №40У.
Для производства швеллера №40У используют заготовку сечением 300×365 мм.
После нагрева до температуры 1250°С заготовки выдаются в прокат.Они поступаю в дуо-реверсивную клеть BD1, где за три прохода в ящичных и четыре прохода в закрытых швеллерных калибрах с уклонами полок заготовку обжимают до размеров 24×386 мм. После этого раскат передается в дуо-реверсивную клеть BD2, который за один проход в контрольном полузакрытом и четыре прохода в закрытых швеллерных калибрах обжимается до размеров 9,1×406 мм. Окончательное формирование профиля осуществляют в группе клетей состоящей из двух универсальных и одной двухвалковой вспомогательной клетей в следующей последовательности: прокатка в универсальном четырехвалковом калибре черновой универсальной клети с уклоном полок относительно вертикальной оси 9%, дальнейшая прокатка в контрольном двухвалковом открытом калибре с уклоном полок относительно вертикальной оси равной 11%, с радиусом закругления наружных углов в сопряжениях стенки и полок рассчитанного по зависимости (1) и зазором между буртами валков формирующих внешние грани полок равным половине высоты полок в этом калибре. Финишный проход осуществляется в чистовом четырехвалковом калибре с уклоном полок относительно вертикальной оси 0%.
Чистовой калибр выполняется с учетом коэффициента линейного расширения принимаемого для стенки швеллера №40У равным 1,010, а для полок 1,012. Ширина калибра получена умножением высоты профиля (400 мм) на коэффициент линейного расширения (В=400⋅1,010=404 мм), толщина стенки калибра выбрана равной d=8,0 мм, толщину полки рассчитали с учетом половины предельного отклонения t=(13,5-0,5)⋅1,012=13,15 мм.
При прокатке раската в чистовом четырехвалковом калибре стенка и полки получают ортогональное давление по отношению к направлению прокатки посредством горизонтальных и вертикальных валков.
Выбирая величину вертикального обжатия стенки в чистовом калибре в пределах рекомендуемых практикой значений, величина обжатия полок определяется из условия равенства коэффициентов высотной деформации стенки и полок в этом калибре. Радиус сопряжения внутренних граней стенки и полок в чистовом калибре берется в соответствие с нормативным документом.
Принятое абсолютное обжатие стенки в чистовом калибре при прокатке швеллера №40У Δhст=0,3 мм; толщина стенки предчистового вспомогательного калибра d'=8,0+0,3=8,3 мм; коэффициент высотной деформации стенки  Из условия равенства коэффициентов высотной деформации стенки и полок μст=μпол рассчитывается величина абсолютного обжатия полок Δhпол=0,5 мм.
Из условия равенства коэффициентов высотной деформации стенки и полок μст=μпол рассчитывается величина абсолютного обжатия полок Δhпол=0,5 мм.
Предчистовой контрольный двухвалковый открытый калибр - это калибр, в котором контролируется высота полок путем вертикального обжатия. Высота полок швеллера №40У в предчистовом калибре принимается равной 108,4 мм, высота нижней закрытой части фланца (выточки) на нижнем валке принимается равной 20 мм, зазор между буртами валков формирующих внешние грани полок принимается равным половине длины полок  Радиус сопряжения внутренних углов стенки и полок в предчистовом калибре принят на 1,0 мм меньше чем в чистовом калибре (Патент RU 2132247, В21В 1/08, опубл. 27.06.99 г. Бюл. №18) R'EF=16,0-1,0=15,0 мм;
Радиус сопряжения внутренних углов стенки и полок в предчистовом калибре принят на 1,0 мм меньше чем в чистовом калибре (Патент RU 2132247, В21В 1/08, опубл. 27.06.99 г. Бюл. №18) R'EF=16,0-1,0=15,0 мм;  Величина радиуса сопряжения наружных углов в месте пересечения граней стенки и полок определялись по установленному соотношению (1), исходя из принятых значений деформаций элементов профиля в чистовом калибре, соотношения
Величина радиуса сопряжения наружных углов в месте пересечения граней стенки и полок определялись по установленному соотношению (1), исходя из принятых значений деформаций элементов профиля в чистовом калибре, соотношения  принятого эмпирического коэффициента k=4,7 и принятого для расчета притупления наружного угла профиля получаемого в чистовом калибре (по ГОСТ 8240-97, для швеллера №40У притупление прямых углов не должно превышать 3,5 мм), которое выбрано равное b=2,0 мм. Данная величина выбрана из соображения не выхода притупления за максимально допустимый размер равный 3,5 мм, и за размер S - зазор между горизонтальными и вертикальными валками в чистовом калибре. Для прокатки швеллера №40У был принят зазор S равный 2,0 мм с целью возможности утонения полок за счет прижатия вертикальных валков для компенсации их отдачи в процессе формирования профиля и выработки ручьев на нижнем валке калибра.
принятого эмпирического коэффициента k=4,7 и принятого для расчета притупления наружного угла профиля получаемого в чистовом калибре (по ГОСТ 8240-97, для швеллера №40У притупление прямых углов не должно превышать 3,5 мм), которое выбрано равное b=2,0 мм. Данная величина выбрана из соображения не выхода притупления за максимально допустимый размер равный 3,5 мм, и за размер S - зазор между горизонтальными и вертикальными валками в чистовом калибре. Для прокатки швеллера №40У был принят зазор S равный 2,0 мм с целью возможности утонения полок за счет прижатия вертикальных валков для компенсации их отдачи в процессе формирования профиля и выработки ручьев на нижнем валке калибра.
Рассчитанный радиус сопряжения стенки и полок в предчистовом контрольном открытом калибре для швеллера №40У равен:
REF=1,715⋅2,0⋅4,7⋅ 1,0375⋅1,0375⋅0,937=16,3 мм.
Черновой универсальный четырехвалковый калибр проектируется с толщиной стенки равной толщине предчистового контрольного калибра S'=8,3 мм, толщина полки равна t'=13,15+0,5=13,65 мм, обжатие высоты полок в предчистовом калибре принято равным Δh=3 мм, тогда h''=108,4+3,0=111,4 мм. Ширина стенки В во всех трех калибрах проектируется одинаковой В=В'=В''=304 мм. Толщина стенки чернового универсального калибра берется равной толщине стенки предчистового вспомогательного калибра d''=d'=8,3 мм.
Расходный коэффициент валков на единицу продукции снизился на 0,231 кг/т.
Использование предлагаемого способа прокатки швеллера по сравнению с прототипом обеспечивает следующие преимущества:
1. Лучшее выполнение геометрии профиля швеллера при прокатке в чистовом универсальном четырехвалковом калибре, что позволяет получать швеллеры повышенного качества.
2. Стабилизирует процесс прокатки и увеличивает производительность стана.
3. Снижает расход прокатных валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1998 |
|
RU2132247C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| Способ прокатки швеллеров | 1984 |
|
SU1186293A1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВ | 2009 |
|
RU2403996C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2003 |
|
RU2241556C1 |
Изобретение предназначено для прокатки швеллеров или других аналогичных фланцевых профилей на универсальных прокатных станах, оснащенных универсальными четырехвалковыми и двухвалковыми вспомогательными клетями. Способ прокатки швеллеров включает финишную прокатку в группе клетей, состоящей из черновой универсальной четырехвалковой клети, двухвалковой вспомогательной клети с применением контрольных чернового и предчистового калибров и чистовой универсальной четырехвалковой клети с уклонами полок к вертикальной оси во всех калибрах, кроме чистового. Повышение стабильности прокатки, возможность получения швеллеров повышенного качества и снижение расхода прокатных валков обеспечивается за счет того, что в калибрах черновой универсальной клети уклоны полок принимают равными 7-9% по отношению к вертикальной оси, а прокатку в двухвалковой вспомогательной клети осуществляют в контрольных калибрах открытого типа, где уклоны полок устанавливают 10-12% к вертикальной оси, а сопряжения наружных граней стенки и полок в предчистовом контрольном калибре открытого типа двухвалковой вспомогательной клети регламентируются математической зависимостью. 3 ил.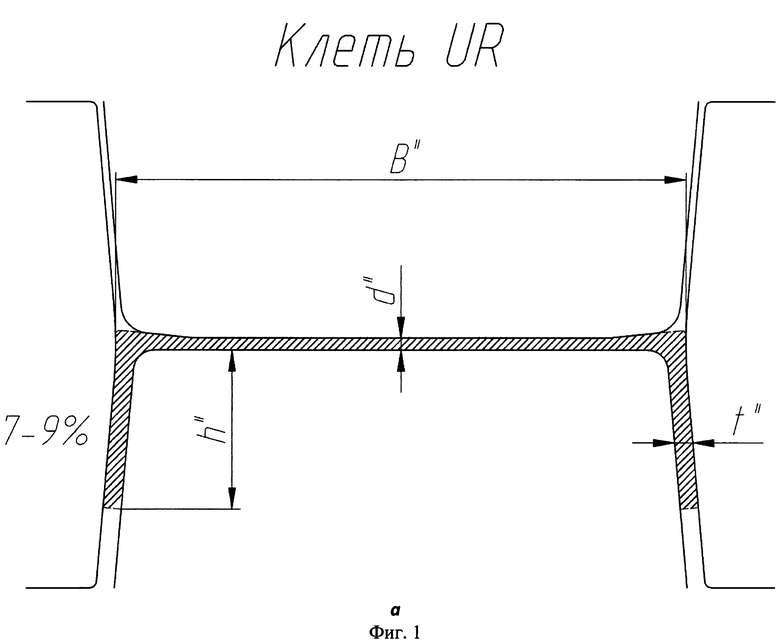
Способ прокатки швеллеров, включающий финишную прокатку в группе клетей, состоящей из черновой универсальной четырехвалковой клети, двухвалковой вспомогательной клети с применением контрольных чернового и предчистового калибров и чистовой универсальной четырехвалковой клети с уклонами полок к вертикальной оси во всех калибрах, кроме чистового, отличающийся тем, что в калибрах черновой универсальной клети уклоны полок составляют 7-9% по отношению к вертикальной оси, при этом прокатку в двухвалковой вспомогательной клети осуществляют в контрольных калибрах открытого типа, в которых уклоны полок составляют 10-12% по отношению к вертикальной оси, а сопряжения наружных граней стенки и полок в предчистовом контрольном калибре открытого типа двухвалковой вспомогательной клети определяют по следующей зависимости:

где REF - радиус сопряжения наружных граней стенки и полок в предчистовом контрольном калибре открытого типа двухвалковой вспомогательной клети, мм;
ƒ=1,715 - эмпирический коэффициент, характеризующий формоизменение радиуса сопряжения наружных граней стенки и полок предчистового контрольного калибра открытого типа двухвалковой вспомогательной клети в чистовом универсальном четырехвалковом калибре;
b - величина притупления сопряжения наружных граней стенки и полок в пределах допустимой по нормативному документу, мм;
k=4,4÷5,0 - эмпирический коэффициент, учитывающий влияние абсолютного обжатия стенки и полок в чистовом универсальном четырехвалковом калибре на выполнение притупления наружных граней стенки и полок в готовом профиле;
μcт, μпол - коэффициенты высотной деформации стенки и полок в чистовом универсальном четырехвалковом калибре;
R'EF - радиус сопряжения внутренних граней стенки и полок в предчистовом контрольном калибре открытого типа двухвалковой вспомогательной клети, мм;
R'UF - радиус сопряжения внутренних граней стенки и полки в чистовом универсальном четырехвалковом калибре, мм.
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| 0 |
|
SU156910A1 | |
| Способ прокатки швеллерной стали | 1980 |
|
SU869870A1 |
| Способ получения пористого стекла | 1988 |
|
SU1544737A1 |

