1
Изобретение относится к прокатному про изводству и может быть использовано при производстве фланцевых фасонных профилей, например швеллеров.
Известен способ прокатки швеллеров, включающий прокатку в предчистовых двухвалковых и чистовом универсальном калибрах (1).
Недостатком этого способа прокатки швеллеров является то, что при прокатке предчистового раската в чистовом универсальном калибре не удается получить гарантированные наружные углы готового профиля ввиду образования заусенцев или лысок (утяжки) в местах сопряжения внешних граней полок и стенки, что приводит к ухудшению геометрии профиля, образованию брака продукции.
Цель изобретения - повышение качества готового профиля путем исключения образования заусенцев или утяжин в местах сопряжения наружных граней полок и стенки.
Для этого при прокатке в предчистовом калибре наружные углы формируют равными наружным углам готового профиля и создают перепад толшин от участков, прилегающих к этим углам, за счет припусков на
остальных участках наружны поверхностей стенок и полок, а в чистовом калибре деформируют профиль по наружным поверхностям только на участках этих припусков. Это устраняет указанные недостатки известного способа и создает условия выполнения наружных углов профиля правильной геометрической формы без утяжки и заусенцев.
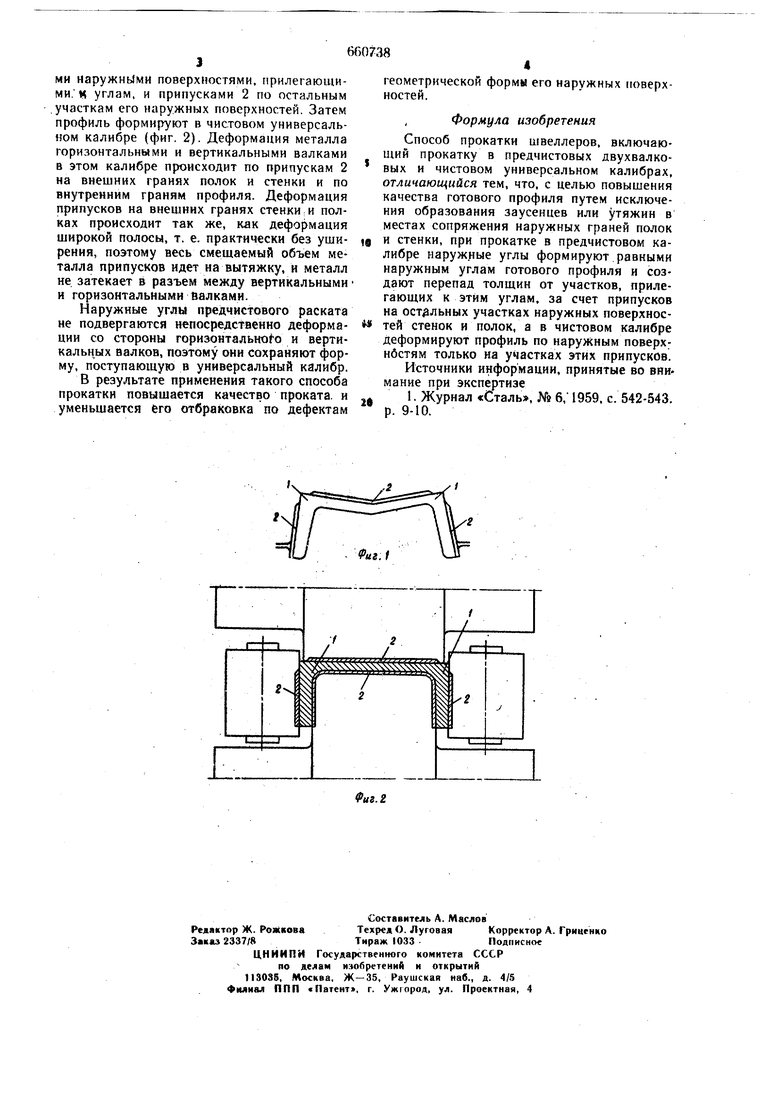
На фиг. I показан предчистовой двухвалковый калибр для прокатки предлагаемым способом; на фиг. 2 - чистовой четырехвалковый калибр.
Прокатку швеллерного профиля предлагаемым способом осуществляют следующим образом.
Раскат 1 из черновых калибров поступает в предчистовой двухвалковый калибр .(фиг. 1), где наружные углы предчистового раската швеллерного сечения формируют равными наружным углам готового профиля. При этом внешние грани стенок и полок формируют со ступенчатыми перепадами толщин от участков, прилегающих к наружным углам, к остальным участкам поверхностей этих элементов. За счет этого профиль выходит из предчистового калибра с готовыми наружными поверхностями, прилегающими; ц углам, и припусками 2 по остальным .участкам его наружных поверхностей. Затем профиль формируют в чистовом универсальном калибре (фиг. 2). Деформация металла горизонтальными и вертикальными валками в этом калибре происходит по припускам 2 на внешних гранях полок и стенки и по внутренним граням профиля. Деформация припусков на внешних гранях стенки и полках происходит так же, как деформация широкой полосы, т. е. практически без уширенкя, поэтому весь смещаемый объем металла припусков идет на вытяжку, к металл не затекает в разъем между вертикальными и горизонтальными балками.
Наружные углы предчистового раската не подвергаются непосредственно деформации со стороны горизонтального и вертикальн ых валков, поэтому они сохраняют форму, поступающую в универсальный калибр.
В результате применения такого способа прокатки повышается качество проката, и уменьшается его отбраковка по дефектам
геометрической формы его наружных поверхностей.
,Формула изобретения
Способ прокатки швеллеров, включающий прокатку в предчистовых двухвалковых и чистовом универсальном калибрах, отличающийся тем, что, с целью повышения качества готового профиля путем исключения образования заусенцев или утяжин в местах сопряжения наружных граней полок н стенки, при прокатке в предчистовом калибре наружные углы формируют равными наружным углам готового профиля и создают перепад толщин от участков, прилегающих к этим углам, за счет припусков на остмьных участках наружных поверхностей стенок и полок, а в чистовом калибре деформируют профиль по наружным поверхнбстям только на участках этих припусков.
Источники информации, принятые во внимание при экспертизе
1. Журнал «Сталь, JVe б, 1959, с. 542-543. р. 9-10.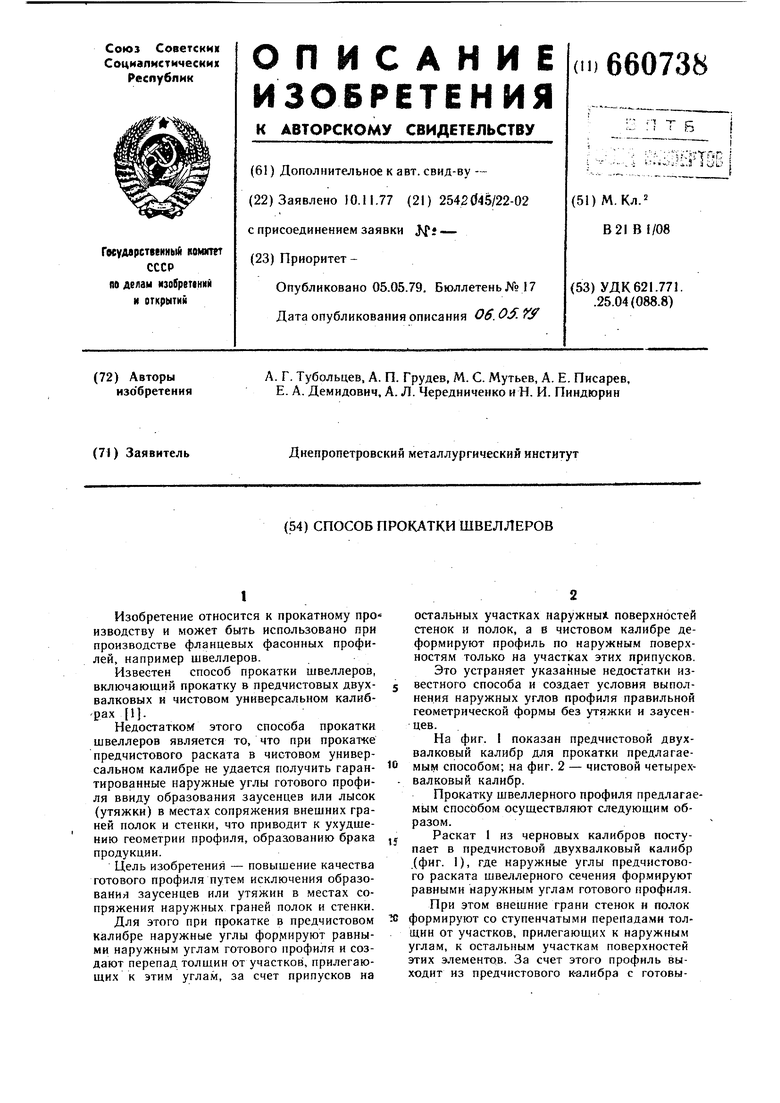
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки @ -образных профилей | 1982 |
|
SU1026854A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| Способ прокатки швеллеров | 1980 |
|
SU908430A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1998 |
|
RU2132247C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| Способ прокатки швеллеров | 1984 |
|
SU1186293A1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| Способ прокатки швеллеров | 1982 |
|
SU1053916A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
