1
Изобретение относится к автоматзации сборочных процессов и может быть использовано в электротехнической промышленности, в частности для набора контактов в изоляторы электрических разъемов.
Известно устройство для укладки стержнеобразнЕлх деталей в кассету, содержащее питатель для деталей, ориентатор и расположенный под ним опорный шибер для подачи сориентированных деталей в ячейки кассегы 1 .
Недостатком этого устройства является длительный период ориентации деталей, причем отдельные ячейки кассеты могут остаться незаполненными деталями.
Наиболее близким по технической сущности к предложенному изобретению является устройство для набора комплекта деталей, например контактов электрических разъемов в изоляторы 2. Это устройство содержит вибробункер, накопитель, отсекатель с приводом, питат.ель, стол для установки приемника деталей, связанный с механизмом перемещения .
Недостатком указанного устройства является сложность его переналадки для набора контактов в изоляторы различньох типоразмеров. Для Переналадки необходимо заменить трубчатый питатель, изготовление которого является трудоемким.
Цель изобретения - обеспечение универсальности при наборе деталей
0 в комплект по различным схемам набора.
Поставленная цель достигается тем, что известное устройство для
5 набора комплекта деталей, например контактов в изолятор электрического разъема, содержащее вибробункер, накопитель, отсекатель с приводом, питатель/ стол для установки прием0ника деталей, связанный с механизмом перемещения,.снабжено блоком программного управления, через который привод отсекателя связан с механизмом перемещения стола, обес5печивающим -его подвижность относительно питателя по двум координатам в горизонталг ной плоскости по заданной программе, при этом питатель снабжен датчиком контроля про0хождения деталей, связанным с указаниым блоком програм лного управления .
Такая конструкция устройства позволяет осуществлять набор детале без трубчатого питателя со сложной системой разводящих трубопроводов. Набор деталей в изолятор осуществляется благодаря перемещению последнего под вьздающим деталей питателем по программе, соответствующей схеме расположения отверстий в изоляторе. Для изменеЕШЯ схемы набора деталей, достаточно изменить программу, нанесенную на програмгионоситель.
Изобретение поясняется чертежом.
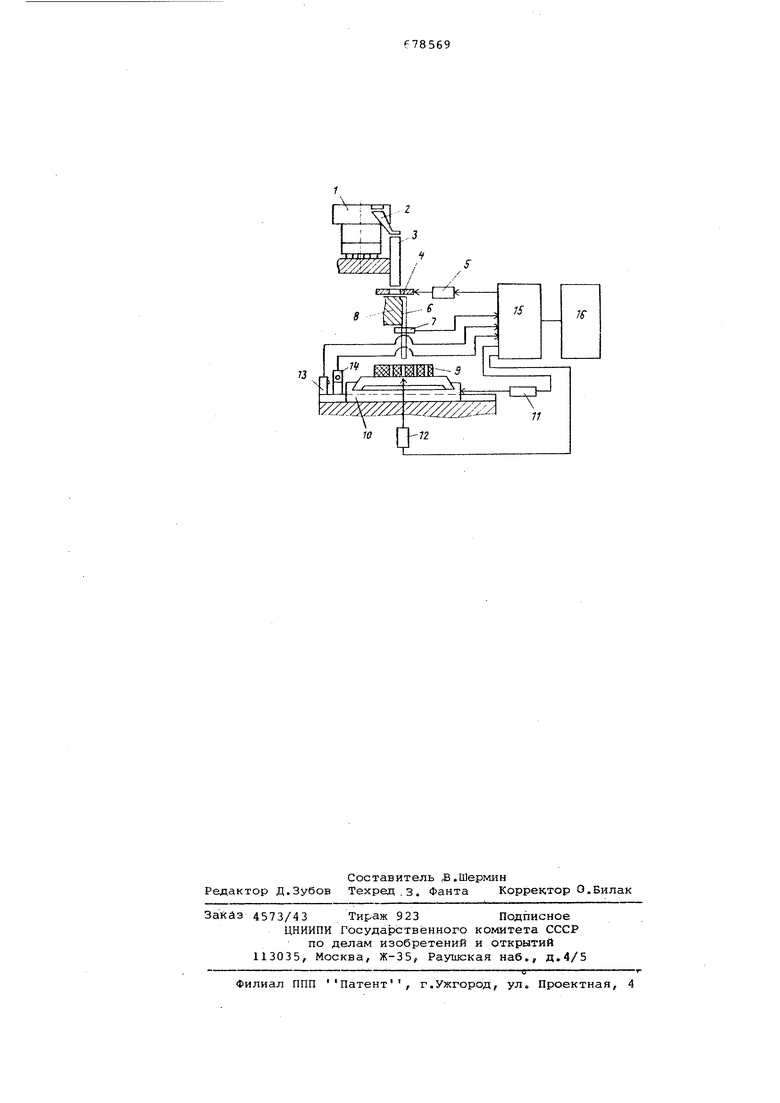
Устройство состоит из вибробункера для деталей 1, ориентатора 2, накопителя 3, отсекателя 4 с приводом 5, питателя 6, на котором укреплен датчик контроля прохождения деталей 7. ,
Питатель 6 и датчик 7 укреплены на кронштейне 8. Под выходным отверстием питателя 6 расположен приемник деталей 9, установленный на подвижном столе 10.
Перемещение стола 10 в горизонтальной плоскости осуществляется исполнительными механизмами 11, 12. Исходное положение стола по двум координатам фиксируется датчиками 1 3 , 1 4 .
Управление исполнительньами механизмами 11, 12 осуществляется блоком программного управления 15 по программе, заданной на программоносителе 16, например перфоленте.
Устройство работает следующим образом.
Детали, подлежащие набору в изолятор загружаются в бункер 1с ориетатором 2 и в ориентируемом положени поступают в накопитель 3. Заполнение накопителя 3 происходит до определенного количества деталей и в дальнейшем, по мере расхода деталей бункер 1 заполняет накопитель 3, подержива я некоторый запас деталей.
При заполнении накопителя 3 до заданного количества деталей бункер 1 отключается. Система управления работой накопителей 3 на чертеже не показана.
На программоноситель 16 наноситс информация (например в виде пробиво -отверстий .в определенном коде на перфоленте) о величине и направлени перемещений стола 10 для заполнения всех отверстий приемника деталей 9 (изолятора электрического разъема
в соответствии со схемой расположения деталей в приемнике 9.
С программоносителя 16 информация переносится в блок программного управления 15. При этом по командам блока управления 15, исполнительные механизмы 11, 12 перемещают стол из исходного положения, определяемого датчиками 13, 14 в точку, соответствующую координатам оси первого по программе отверстия приемника деталей 9 и останавливают стол 10. Одновременно команда блока программного управления поступает на привод 5, например, электромагнит, который смещает отсекатель 4 . .Деталь
5 из промежуточного накопителя 3
переносится в питатель 6, проходит через датчик контроля прохождения деталей 7 и попадает в первое по программе отверстие приемника
Q деталей 9. Сигнал датчика контроля прохождения деталей; 7 поступает в блок программного управления 15 и разрешает перемещение стола 10 к следующему отверстию приемника деталей 9. Далее происходит соответст-
венно заполнение следующих отверстий до набора полного комплекта деталей в приемнике 9, после чего механизмы возвращаются в исходное положение.
Формула изобретения
Устройство для набора комплекта деталей, например контактов в изолятор электрического разъема, содержащее вибробунк-ер, накопитель, отсекатель с приводом, питатель, стол для установки приемника деталей, связанный с механизмом перемещения, отличающеес я тем
40 что, с целью обеспечения универсальности при наборе деталей в комплект по различным схемам, оно снабжено блоком программного управления через который привод отсекателя
дг связан с механизмом перемещения стола, обеспечивающим егоподвижность .относительно питателя по двум координатам в горизонтальной плоскоти по заданной программе, при этом
ср. питатель снабжен датчиком контроля прохождень я деталей, связанным с указанным блоком программного управления.
Источники информации, принятые во внимание при экспертизе
- 1. Авторское свидетельство СССР №518419, кл. В 65 В 25/00, 1976.
2. Авторское свидетельство СССР W44893.4/ кл. В 23 О 21/00, 1974.
Ш.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для набора комплекта деталей | 1989 |
|
SU1641559A1 |
| Устройство для набора комплекта деталей | 1982 |
|
SU1068260A1 |
| Устройство для ориентации деталей | 1979 |
|
SU874308A2 |
| Загрузочное устройство | 1981 |
|
SU986719A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1982 |
|
SU1037972A1 |
| Устройство для набора комплекта деталей | 1973 |
|
SU448934A1 |
| Ориентирующее устройство | 1982 |
|
SU1052365A1 |
| Устройство для ориентированной поштучной выдачи деталей | 1977 |
|
SU634907A1 |
| Устройство для установки стержневых деталей,преимущественно контактов,в отверстия печатных плат | 1986 |
|
SU1389012A1 |
| Устройство для набора комплекта деталей | 1977 |
|
SU617231A1 |