(54) УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДЕТАЛЕЙ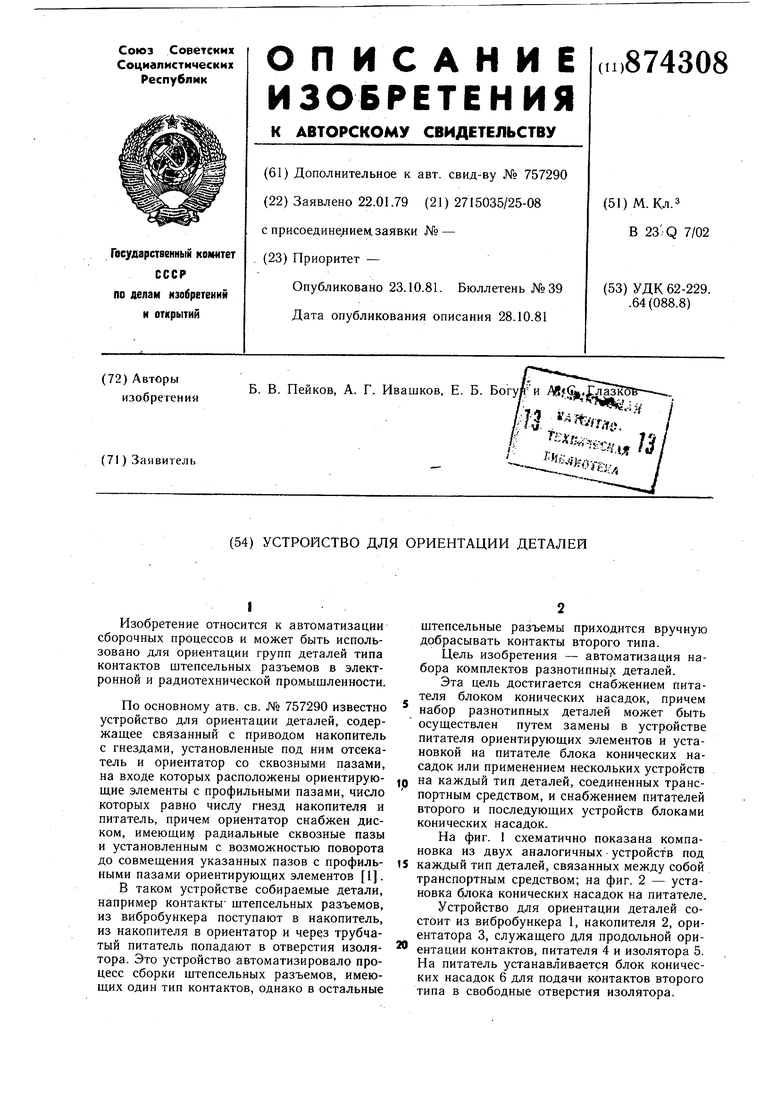
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для набора комплекта деталей | 1982 |
|
SU1068260A1 |
| Устройство для ориентации деталей типа контактов штепсельных разъемов | 1980 |
|
SU918011A1 |
| Ориентирующее устройство | 1982 |
|
SU1052365A1 |
| Загрузочное устройство | 1981 |
|
SU986719A1 |
| Устройство для ориентированной поштучной выдачи деталей | 1977 |
|
SU634907A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1982 |
|
SU1037972A1 |
| Устройство для набора комплекта деталей | 1977 |
|
SU678569A1 |
| Устройство для набора комплекта деталей | 1989 |
|
SU1641559A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1986 |
|
SU1342537A1 |
| АВТОМАТ ДЛЯ РАЗМЕРНОЙ СОРТИРОВКИ ДЕТАЛЕЙ | 2017 |
|
RU2670732C9 |
I
Изобретение относится к автоматизации сборочных процессов и может быть использовано для ориентации групп деталей типа контактов штепсельных разъемов в электронной и радиотехнической промышленности.
По основному атв. св. № 757290 известно устройство для ориентации деталей, содержащее связанный с приводом накопитель с гнездами, установленные под ним отсекатель и ориентатор со сквозными пазами, на входе которых расположены ориентирующие элементы с профильными пазами, число которых равно числу гнезд накопителя и питатель, причем ориентатор снабжен диском, имеющий радиальные сквозные пазы и установленным с возможностью поворота до совмещения указанных пазов с профильными пазами ориентирующих элементов 1.
В таком устройстве собираемые детали, например контакты щтепсельных разъемов, из вибробункера поступают в накопитель, из накопителя в ориентатор и через трубчатый питатель попадают в отверстия изолятора. Это устройство автоматизировало процесс сборки штепсельных разъемов, имеющих один тип контактов, однако в остальные
щтепсельные разъемы приходится вручную добрасывать контакты второго типа.
Цель изобретения - автоматизация набора комплектов разнотипных деталей.
Эта цель достигается снабжением питателя блоком конических насадок, причем набор разнотипных деталей может быть осуществлен путем замены в устройстве питателя ориентирующих элементов и установкой на питателе блока конических насадок или применением нескольких устройств fQ на каждый тип деталей, соединенных транспортным средством, и снабжением питателей второго и последующих устройств блоками конических насадок.
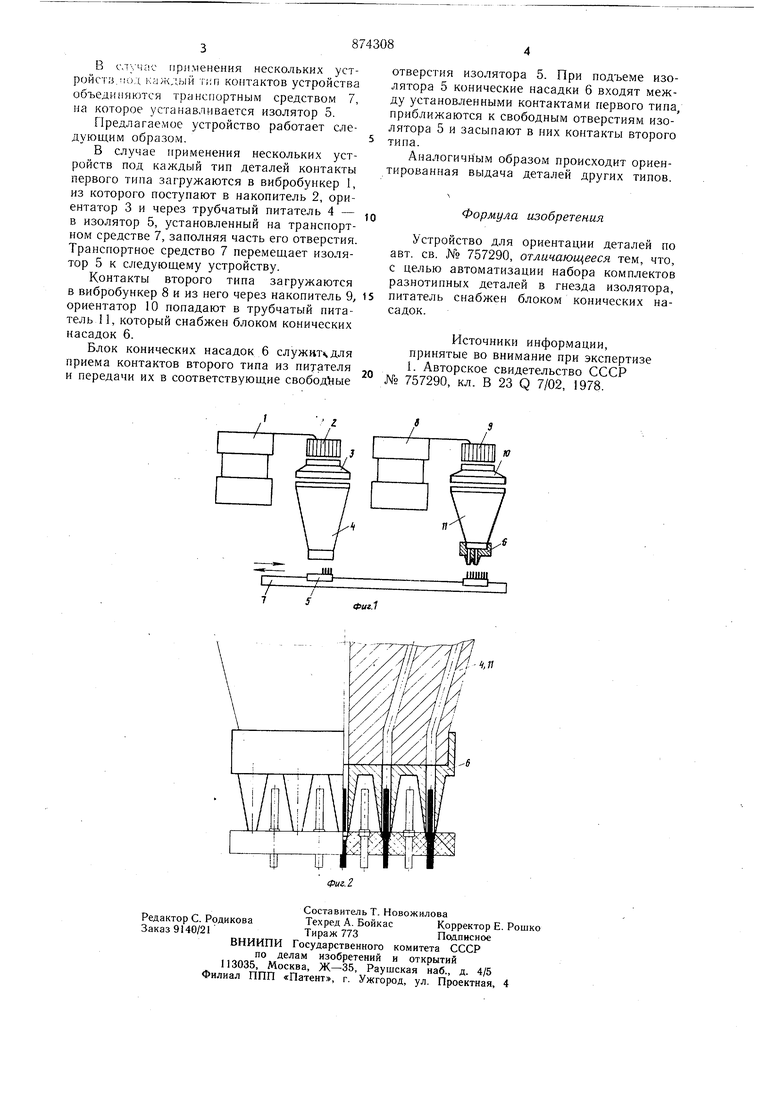
На фиг. 1 схематично показана компановка из двух аналогичных устройств под 15 каждый тип деталей, связанных между собой транспортным средством; на фиг. 2 - установка 0лока конических насадок на питателе.
Устройство для ориентации деталей состоит из вибробункера 1, накопителя 2, ориентатора 3, служащего для продольной ориентации контактов, питателя 4 и изолятора 5. На питатель устанавливается блок конических насадок 6 для подачи контактов второго типа в свободные отверстия изолятора.
