(54) ЗАГРУЗОЧНОЕ УСТРОЙСТВО
Изобретение относится к автоматизации сборочных процессов и может быть использовано для поштучной подачи изделий, например контактов штепсельных разъемов, в электронной промышленности.
Известно загрузочное устройство, содержащее носители изделий, установленные с возможностью перемещения по замкнутым направляквдим, и фиксатор их положения 1J.
Это устройство содержит много промежуточных элементов, усложняющих его конструкцию и снижакнцих надежность работы. Кроме того, оно не обеспечивает поштучную подачу деталей типа контактов штепсельных разъемов.
Целью изобретения является повышение надежности работы при подаче изделий типа контактов штепсельных разъемов.
Для достижения поставленной цели замкнутые направляющие установлены с возможностью перемещения посредством дополнительно введенных приводных роликов; при этом носители изделий выполнены в виде втулок, а фиксатор - в виде диска с гнездами, ,размещенного с возможностью поворота.
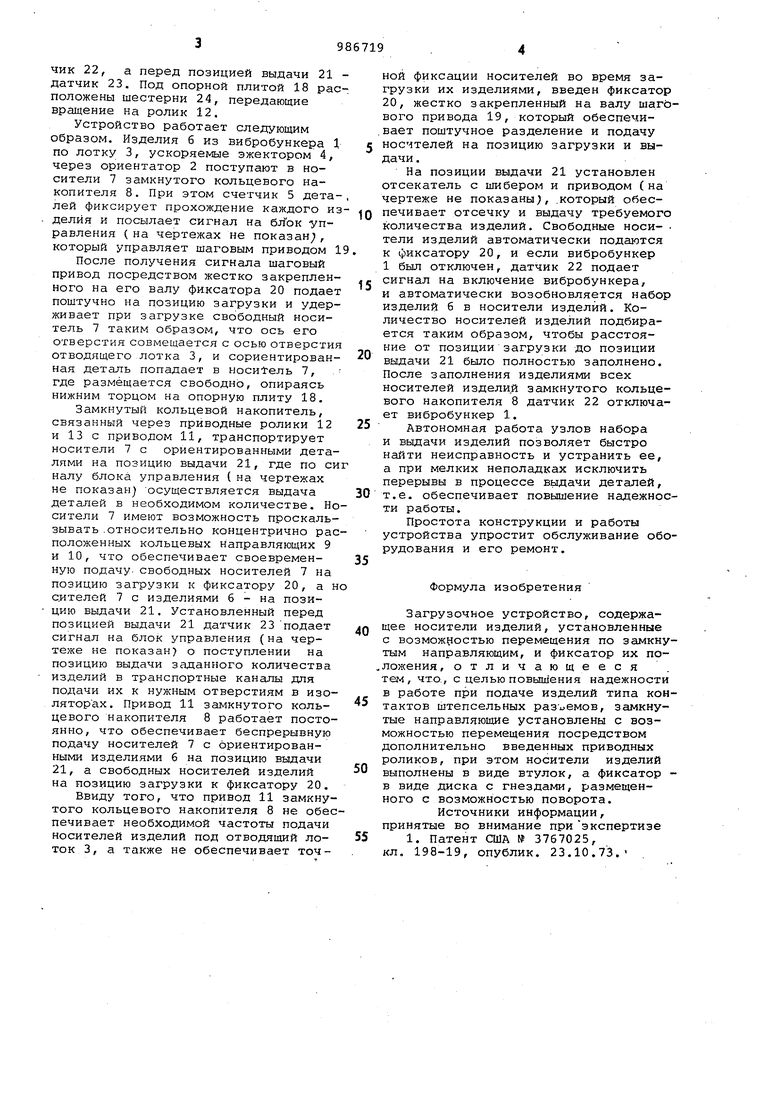
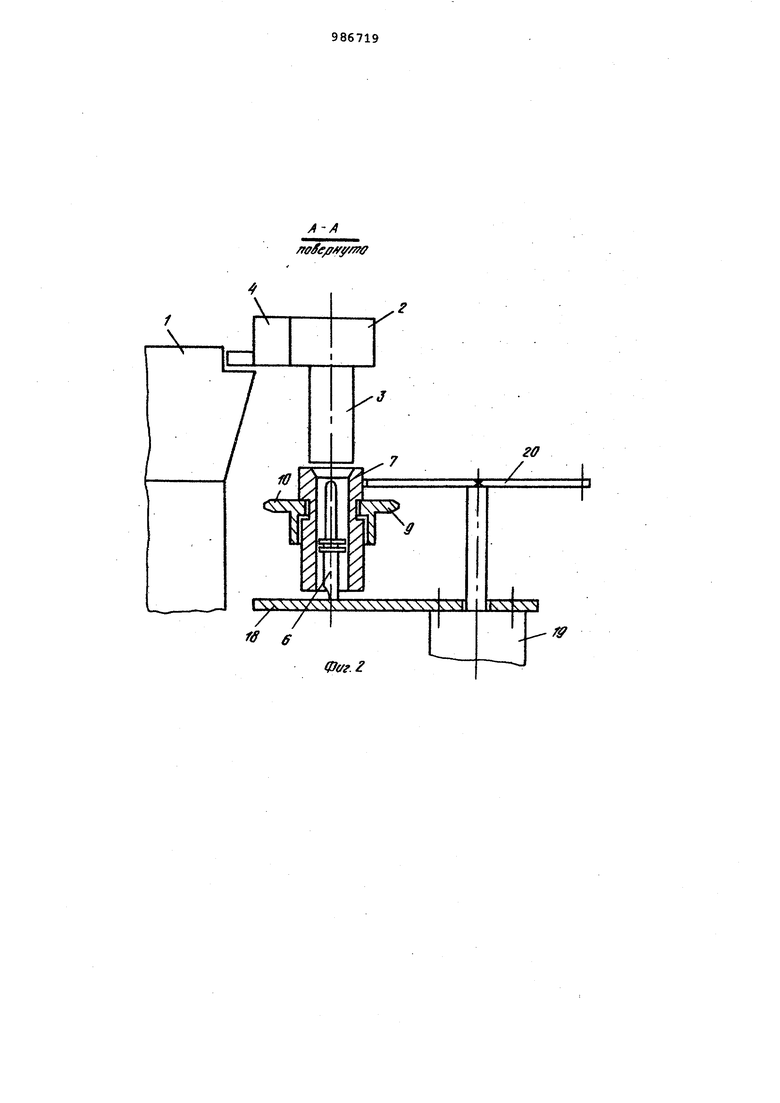
На фиг. 1 представлено предлагаемое устройство/ на фиг. 2 - разрез А-А фиг. 1, на фиг. 3 - разрез Б-Б фиг. 1; на фиг. 4 - разрез В-В фиг.1.
Устройства состоит из вибробункера 1, ориентатора 2 с отводящим лотком 3, эжектора 4 и счетчика 5 изделий, контролирующего прохождение изделий 6 из вибробункера в носитель 7 изделий.
Накопитель 8 образован двумя замкнутыми кольцевыми направляющими 9 и 10, между которыми помещены носители 7 для ориентированных изделий 6. Замкнутые кольцевые направляющие 9 и 1,0 приводятся в движение приводом 11 через ролики 12 и 13. Приводные ролики 12 и 13, а также поддер.живающие ролики 14-17 установлены на одной плите 18. Кроме того, на опорной плите 18 установлен шаговый привод 19, -на валу которого жестко закреплен фиксатор 20 в виде,диска с гнездами, взаимодействующий с но сителями 7. На позиции выдачи 21 установлены механизмы отсечки и выдачи изделий (на чертежах не показаны7. Перед ориентатором 2 с эжектором 4 и отводящим лотком 3 по- ходу движения носителя 7 установлен латик 22, а перед позицией выдачи 21 атчик 23. Под опорной плитой 18 расоложены шестерни 24, передающие ращение на ролик 12.
Устройство работает следующим бразом. Изделия 6 из вибробункера 1 по лотку 3, ускоряемые эжектором 4, через ориентатор 2 поступают в носители 7 замкнутого кольцевого накопителя 8. При этом счетчик 5 дета-, лей фиксирует прохождение каждого изделия и посылает сигнал на блок управления ( на чертежах не показан;, который управляет шаговым приводом 19,
После получения сигнала шаговый привод посредством жестко закрепленного на его валу фиксатора 20 подает поштучно на позицию загрузки и удерживает при загрузке свободный носитель 7 таким образом, что ось его отверстия совмещается с осью отверстия отводящего лотка 3, и сориентированная деталь попадает в носитель 7, , где размещается свободно, опираясь нижним торцом на опорную плиту 18. Замкнутый кольцевой накопитель, связанный через приводные ролики 12 и 13 с приводом 11, транспортирует носители 7 с ориентированными деталями на позицию выдачи 21, где по сиг налу блока управления ( на чертежах не показан осуществляется выдача деталей в необходимом количестве. Носители 7 имеют возможность проскальзывать .относительно концентрично расположенных кольцевых направляющих 9 и 10, что обеспечивает своевременную подачу, свободных носителей 7 на позицию загрузки к фиксатору 20, а но с.ителей 7 с изделиями 6 - на позицию выдачи 21. Установленный перед позицией выдачи 21 датчик 23 подает сигнал на блок управления (на чертеже не показан) о поступлении на позицию выдачи заданного количества изделий в транспортные каналы для их к нужным отверстиям в изоляторах. Привод 11 замкнутого кольцевого накопителя 8 работает постоянно, что обеспечивает беспрерывную подачу носителей 7 с ориентированными изделиями б на позицию выдачи 21, а свободных носителей изделий на позицию загрузки к фиксатору 20.
Ввиду того, что привод 11 замкнутого кольцевого накопителя 8 не обеспечивает необходимой частоты подачи носителей изделий под отводящий лоток 3, а также не обеспечивает точной фиксации носителей во время загрузки их изделиями, введен фиксатор 20, жестко закрепленный на валу шагового привода 19, который обеспечи. вает поштучное разделение и подачу носителей на позицию загрузки и выдачи .
На позиции выдачи 21 установлен отсекатель с шибером и приводом (на чертеже не показаны), .который обеспечивает отсечку и выдачу требуемого количества изделий. Свободные носители изделий автоматически подаются к фиксатору 20, и если вибробункер 1 был отключен, датчик 22 подает сигнал на включение вибробункера, и автоматически возобновляется набор изделий б в носители изделий. Количество носителей изделий подбирается таким образом, чтобы расстояние от позиции загрузки до позиции выдачи 21 было полностью заполнено. После заполнения изделиями всех носителей изделий замкнутого кольцевого накопителя 8 датчик 22 отключает вибробункер 1.
Автономная работа узлов набора и вьщачи изделий позволяет быстро найти неисправность и устранить ее, а при мелких неполадках исключить перерывы в процессе выдачи деталей, т.е. обеспечивает повышение надежности работы.
Простота конструкции и работы устройства упростит обслуживание оборудования и его ремонт.
Формула изобретения
Загрузочное устройство, содержащее носители изделий, установленные с возможностью перемещения по замкнутым направляющим, и фиксатор их по ложения, отличающееся тем, что., с целью повышения надежности в работе при подаче изделий типа контактов штепсельных разъемов, замкнутые направляющие установлены с возможностью перемещения посредством дополнительно введенных приводных роликов, при этом носители изделий выполнены в виде втулок, а фиксатор в виде диска с гнездами, размещенного с возможностью поворота.
Источники информации, принятые во внимание при экспертизе
1. Патент США № 3767025, кл. 198-19, опублик. 23.10.73.фуг. /
/rofe/ yff O
О
7 f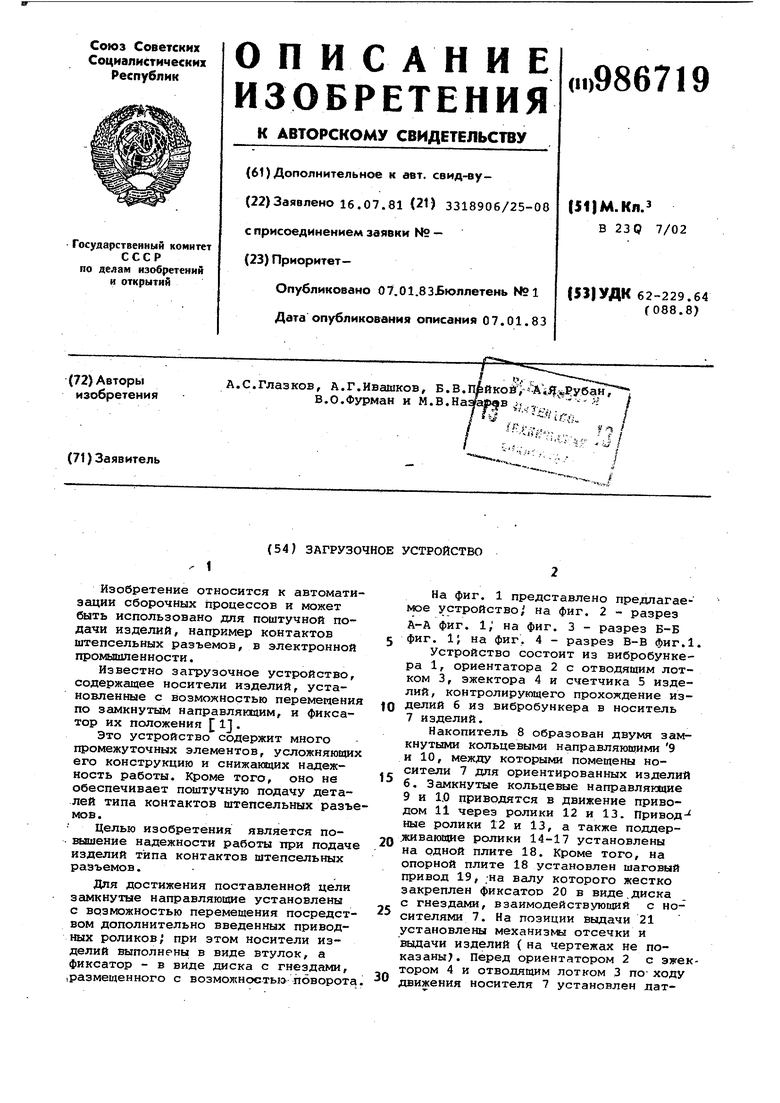
| название | год | авторы | номер документа |
|---|---|---|---|
| Ориентирующее устройство | 1982 |
|
SU1052365A1 |
| Устройство для ориентированной поштучной выдачи деталей | 1977 |
|
SU634907A1 |
| Многопозиционный автомат | 1983 |
|
SU1202778A1 |
| Устройство для набора комплекта деталей | 1982 |
|
SU1068260A1 |
| Загрузочное устройство | 1986 |
|
SU1445910A1 |
| Шаговый конвейер-накопитель | 1980 |
|
SU971736A1 |
| Устройство для групповой ориентации и загрузки деталей | 1987 |
|
SU1458147A1 |
| Установка для комплектования различных деталей | 1989 |
|
SU1742141A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1982 |
|
SU1037972A1 |
| Линия горячей штамповки | 1983 |
|
SU1119826A1 |

д-в
frO Cflffy/rfff
fff
фуг.
