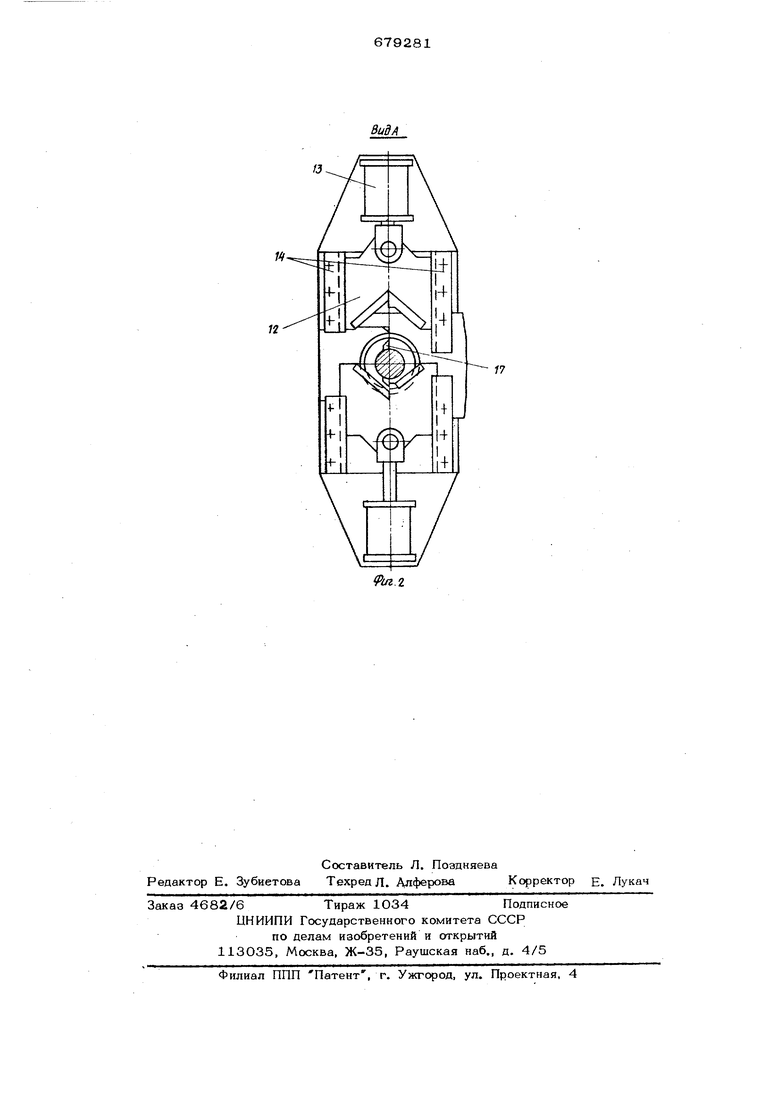
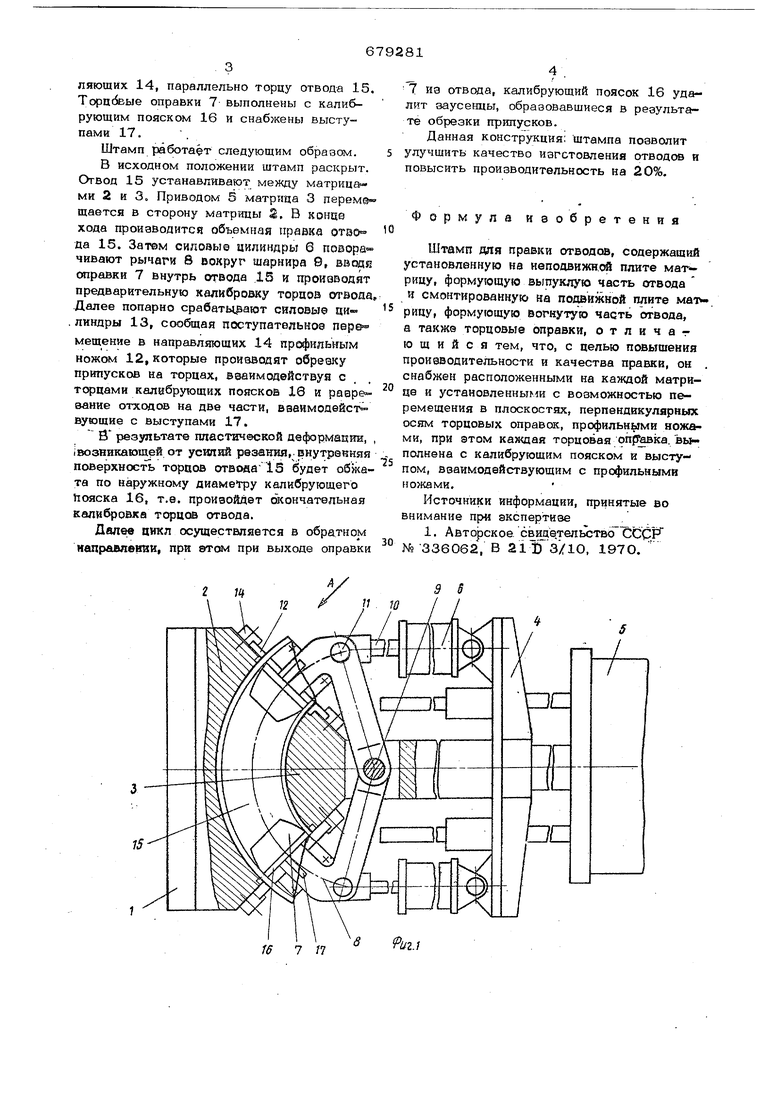
Изобретение относится к области обработки металлов давлением, а именно к устройствам для правки. Известен штамп для правки отводов, со держащий устяновленную на неподвижной плите матрицу,, формующую выпуклую часть отвода и смонтированную на подвижной плите матрицу, формующую вогнутую часть отвода, а также торцовые оправки ij . Недостатком известного штампа является то, что после объемной правки отводов по наружному диаметру, внутренний диаметр отвода получается эллипсным, что требует дополнительной калибровки, а также требуется проведение дополнительной операции на-специальных торцовочных станках по снятию припусков для обеспечения требуемой строительной длины отвода. Все это значительно, снижает производительность. С целью повышения производительности и качества правки штамп для правки отводов снабжен расположенными на каждой матрице и установленными с возможностью перемещения в плоскостях, перпендикулярных осям торцовых оправок, профильными ножами, при этом каждая торцовая оправка выполнена с калибрующим пояском и выступом, взаимодействующим с профильными ножами. На фиг. 1 изображен общий вид штампа; на фиг. 2 - вид А на фиг. 1, Штамп для правки отводов содержит закрепленную на неподвижной плите 1 матрицу 2, формующую выпуклую часть отвода, матрицу 3, формующую вогнутую часть отвода и связанную с опорной плитой 4, подвижной от привода 5, несущей шарнирно закрепленные силсжые цилиндры 6, и торцовые оправки 7, установленные на рычагах S, закрепленных посредством шарнира 9 на подвижной опорной плите 4 и связанных со щтоками 10 силовых цилиндров 6 посредством шарниров 11. Матрицы 2 и 3 снабжены профильными ножами 12, установленными с возможностью возвратно-поступательного перемещения от силовых цилиндров 13 в направпяющих 14, параллельно ториу отвода 15. Торцбвые оправки 7 выполнены с калибрующим пояском 16 и снабжены выступами 17. Штамп работает следующим образом. В исходном положении штамп раскрыт. Отвод 15 устанавливают между матрицами 2 и 3„ Приводом 5 матрица 3 перем@ щается в сторону матрицы 2, В конце хода производится объемная правка отао™ да 15. Затем силоаые цилиндры 6 поворачивают рычаги 8 вокруг шарнира 9, вводя оправки 7 внутрь отвода 15 и производят предварительную калибровку торпов отвода Далее попарно срабатывают силовые аи«« . линдры 13, сообщая поступательное пере мещение в направляющих 14 профильным ножом 12, которые производят обрезку припусков на торцах, взаимодействуя с торцами калибрующих поясков 18 и равревание отходов на две части, В8вимодвйст вующие с выступами 17. б результате пластической двформакии, iвозникающей от усилий резания, внутрэкняя поверхность торцов 15 будет обжата по наружному диаметру калибрующего йояска 16, т.е. произойдет сй ончательная калибровка торцов отвода. Далее цикл осуществляется в обратном иалравлеияи, при этом при выходе оправки fS 7 f7 S 7 на отвода, калибрующий поясок 16 удалит заусенцы, образовавшиеся в результате обрезки припусков. Данная конструкция; щтампа позволит улучшить качество изготовления отводов и повысить производительность на 20%, Формула ивобретения Штамп для правки отводов, содержащий установленную на иеподвижн.ой плите матрицу, формующую выпуклую часть отвода и смонтированную на подвижной плите матрицу, формующую Вогнутую часть отвода, а также торцовые оправки, отличающийся тем, что, с целью повышения производительности и качества правки, он . снабжен расположенными на каждой матрице и установленными с возможностью п&ремещения в плоскостях, перпендикулярных осям торцовых оправок, профильнь1ми ножами, при этом каждая торцовая справка, выполнена с калибрующим пояском и выступом, взаимодействующим с профильными ножами. Источники информации, принятые во внимание пр« экспертизе 1. Авторское свидетельство СС Р № 336062, В 211) 3/1О, 197О. (Pui.i
W
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для правки отводов | 1980 |
|
SU899198A1 |
| Штамп для объемной правки и калибровки внутренней поверхности отводов | 1974 |
|
SU511990A1 |
| ШТАМП ДЛЯ ПРАВКИ ОТВОДОВ | 1972 |
|
SU336062A1 |
| Автоматический штамп | 1977 |
|
SU716664A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ПРАВКИ ОТВОДОВ | 1971 |
|
SU429869A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ПРАВКИ ОТВОДОВ | 1970 |
|
SU273146A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| Штамп для правки отводов | 1971 |
|
SU437552A1 |