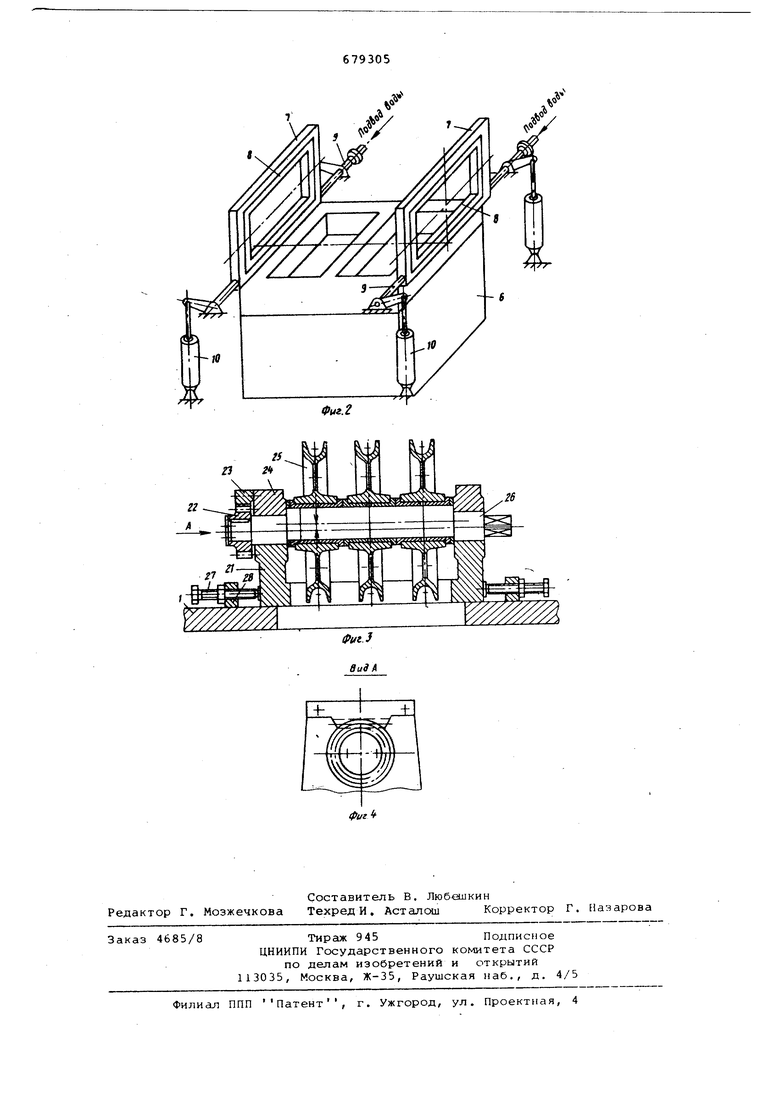
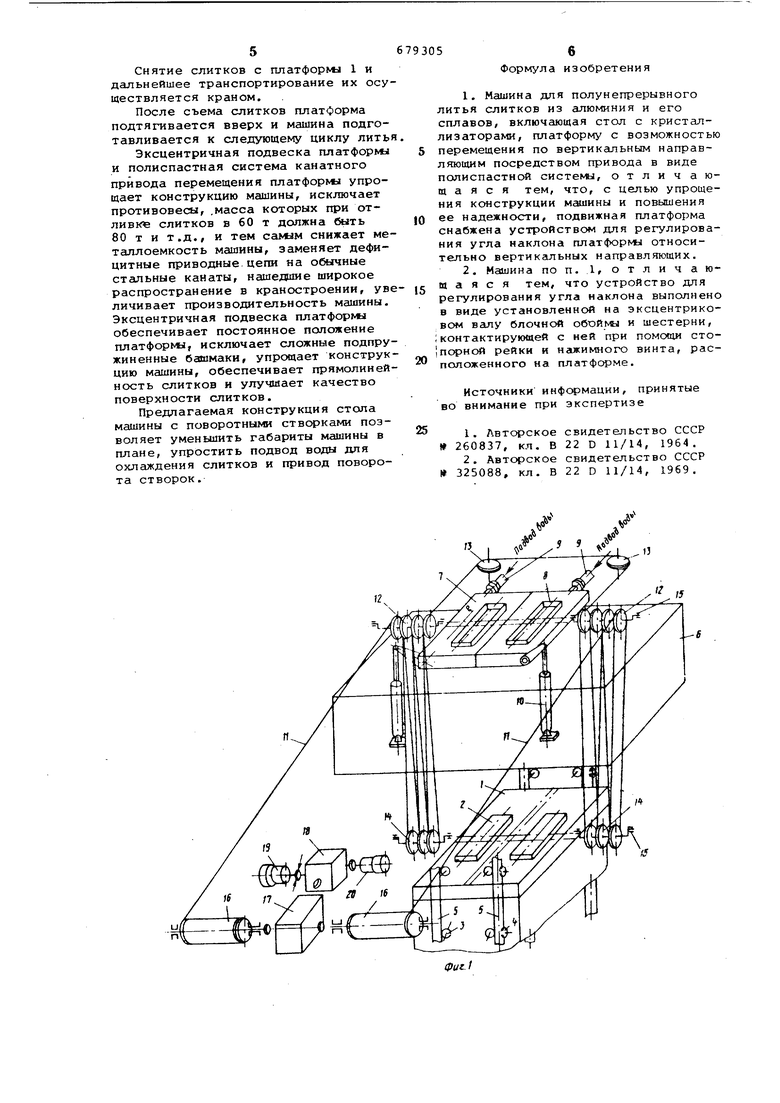
Изобретение относится к литейному производству алюминия и его сплавов. Известна машина полунепрерывного литья слитков 1, включающая кристаллизаторы, платформу с поддонами и противовесами, подвешенную на гибких связях. С целью исключения смещения платфорг)1 в любой из плоскостей на платформе шарнирно установлены подпружиненные башмаки. Наличие подпружиненных башмаков усложняет конструкцию машины и не обеспечивает требуемого качества слитков, так как не исключает колебания платфоркы при движении ее вниз по вертикальным направляющим. Полиспастная система подвески платформы и противовесов на многорядных втулочно-роликовых цепях, охватывающих приводные звездочки, увеличивает массу противовесов в два ра за по сравнению с массой отливаемых слитков. Это увеличивает массу металлоконструкции машины, мощность привода перемещения платформа при литье слитков и уменьшает производительность машины. В установке для полунепрерывного литья 12 привод подвижной платформ: и направляющие выполнены раздельно в виде гибкой системы тросов, охватывающих блоки, расположенные по углам подвижной платформы. Такая система подвески подвижной платформы также не исключает ее колебания. Целью изобретения является упрощение конструкции машины, повышение ее надежности и улучшение качества слитков. Это достигается Тем, что подвижная платформа снабжена устроПством регулирования угла наклона платфор(.« 9тносительно вертикальных направляющих, выполненным в виде установленной на эксцентриковом валу блочной обойьы и шестерни, контактирующей с ней при помощи стопорной рейки и нажимного винта, расположенного на платформе. На фиг. 1 показана ма1иина, общий вид; на фиг. 2 - стол машины с кристаллизаторами; на фиг. 3 - машина для полунепрерывного литья; на фиг. 4 - вид А на фиг. 3. Машина содержит платформу 1 с поддонами 2 и роликами 3 и 4, вертикальные направляющие 5, верхнк.ю раму металлоконструкции 6, створки 7
с кристаллизаторами 8, трубчатые оси 9 и приводы 10 поворота створок,
Полиспастная система канатного привода 11 включает верхние блочные обоймы 12, уравнительные блоки 13, нижние блочные обой№а 14, устройства 15 для регулирования угла наклона платформа, барабаны 16, редуктор 17, редуктор 18 с дифференциальной передачей, электродвигатель 19 рабочего хода и электродвигатель 20 холостого хода.
Оси блочных обойм 12 и 14 имеют четыре эксцентриковых устройства. 15 для регулирования угла наклона платформы относительно вертикальных направлшощих: два из них установлены на верхней раме металлоконструкции 6 и два на платформе 1 (фиг. 1). Для регулирования угла наклона платформы относительно вертикальных направляющих производится смегцение всех четырех блочных обойм или изменение эксцентриситета.
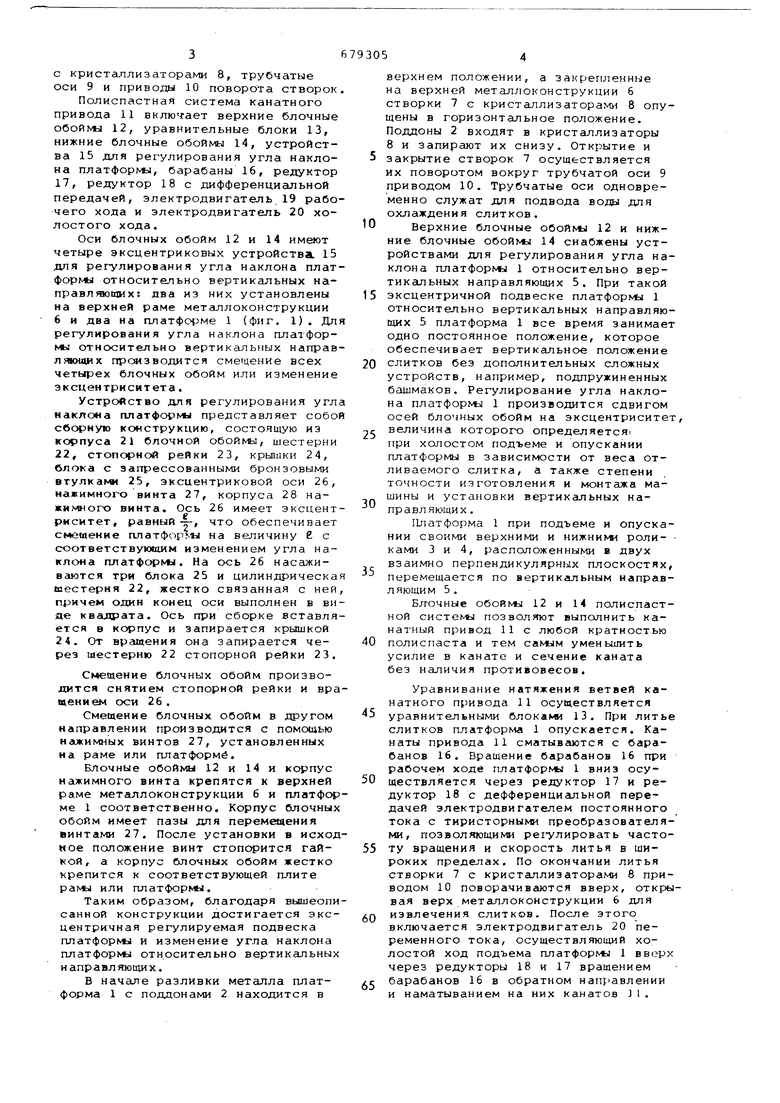
Устройство для регулирования угла наклона платфорк представляет собой сборную конструкцию, состоящую из корпуса 21 блочной обойми, шестерни 22, стопорной рейки 23, крышки 24, блока с запрессованными бронзовыми втулкаьж 25, эксцентриковой оси 26, нажимного винта 27, корпуса 28 нажи Ф1ого винта. Ось 26 имеет эксценте
риситет, равный--, что обеспечивает смешение платфорьы на величину с соответствующим изменением угла наклона платформы. На ось 26 насаживаются три блока 25 и цилиндрическая шестерня 22, жестко связанная с ней, причем один конец оси выполнен в виде квсоората. Ось при сборке вставляется в корпус и запирается крьликой 24. От вращения она запирается через шестерню 22 стопорной рейки 23.
Смещение блочных обойм производится снятием стопорной рейки и вращением оси 26 .
Смещение блочных обойм в другом направлении производится с помощью нажимных винтов 27, установленных на раме или платформе.
Блочные обоймы 12 и 14 и корпус нажимного винта крепятся к верхней раме металлоконструкции 6 и платформе 1 соответственно. Корпус блочных обойм имеет пазы для перемещения винтами 27. После установки в исходное положение винт стопорится гайкой, а корпус блочных обойм жестко крепится к соответствующей плите рамы или платформы.
Таким образом, благодаря вышеописанной конструкции достигается эксцентричная регулируемая подвеска платформы и изменение угла наклона платфорь относительно вертикальных направляпощих.
В начале разливки металла платформа 1 с поддонами 2 находится в
верхнем положении, а закрепленные на верхней металлоконструкции 6 створки 7 с кристаллизаторами 8 опущены в горизонтальное положение. Поддоны 2 входят в кристаллизаторы 8 и запирают их снизу. Открытие и закрытие створок 7 осуществляется их поворотом вокруг трубчатой оси 9 приводом 10. Трубчатые оси одновременно служат для подвода воды для охлаждения слитков.
Верхние блочные 12 и нижние блочные обойм 1 14 снабжены устройствами для регулирования угла наклона ш aтфop « 1 относительно вертикальных направляющих 5. При такой эксцентричной подвеске плaтфop 1 относительно вертикальных направляющих 5 платформа 1 все время занимает одно постоянное положение, которое обеспечивает вертикальное положение слитков без дополнительных сложных устройств, например, подпружиненных башмаков. Регулирование угла наклона платформа 1 производится сдвигом осей блочных обойм на эксцентриситет величина которого определяется при холостом подъеме и опускании платформы в зависимости от веса отливаемого слитка, а также степени точности изготовления и монтажа машины и установки вертикальных направляющих ,
Платформа 1 при подъеме и опускании своими верхними и нижник« ролинами 3 и 4, расположенными в двух взаимно перпендикулярных плоскостях, перемещается по вертикгьпьным направляющим 5.
Блочные обоймы 12 и 14 полиспастной система позволяют выполнить канатный привод 11с любой кратностью полиспаста и тем самым уменьшить усилие в канате и сечение каната без наличия противовесов.
Уравнивание натяжения ветвей канатного привода 11 осуществляется уравнительными блоками 13. При литье слитков платформа 1 опускается. Канаты привода 11 сматываются с барабанов 16. Вращение барабанов 16 при рабочем ходе плaтфop fcl 1 вниз осуществляется через редуктор 17 и редуктор 18 с деффвренциальной передачей электродвигателем постоянного тока с тиристорными преобразователями, позволяющими рехулировать частоту вращения и скорость литья в широких пределах. По окончании литья створки 7 с кристаллизаторами 8 приводом 10 поворачивгиотся вверх, открывая верх метгшлоконструкции 6 для извлечения слитков. После этого включается электродвигатель 20 переменного тока, осуществляющий холостой ход подъема платформы 1 вверх через редукторы 18 и 17 вращением барабанов 16 в обратном направлении и наматыванием на них канатов I. Снятие слитков с платформа 1 и дальнейшее транспортирование их осу ществляется краном. После съема слитков платформа подтягивается вверх и машина подготавливается к следующему циклу лить Эксцентричная подвеска платфоркы и полиспастная система канатного привода перемещения платфорь« упрощает конструкцию машины, исключает противовесы, .масса которых при отливка слитков в 60 т должна быть 80 т и т.д., и тем самлм снижает ме таллоемкость машины, заменяет дефицитные приводные цепи на обычные стальные канаты, нашедоше широкое распространение в краностроении, ув личивает производительность машины. Эксцентричная подвеска платформы обеспечивает постоянное положение платформа, исключает сложные подпру жиненные башмаки, упрощает конструк цию машины, обеспечивает прямолиней ность слитков и улучшает качество поверхности слитков. Предлагаемая конструкция стопа машины с поворотными створками позволяет уменьшить габариты машины в плане, упростить подвод воды для охлаждения слитков и привод поворота створок. 05 Формула изобретения 1. Машина для полунепрерывного литья слитков из алюминия и его сплавов, включающая стол с кристаллизаторами, платформу с возможностью перемещения по вертикальным направляющим посредством привода в виде полиспастной системы, отличающаяся тем, что, с целью упрощения конструкции машины и повышения ее надежности, подвижная платформа снабжена устройством для регулирования угла наклона платфорь« относительно вертикальных направляющих. 2. Машина по п. 1, отличающаяся тем, что устройство для регулирования угла наклона выполнено в виде установленной на эксцентриковом валу блочной обойг и шестерни, контактирующей с ней при помощи стопорной рейки и нажимного винта, расположенного на платформе. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 260837, кл. В 22 D 11/14, 1964. 2.Авторское свидетельство СССР 325088, кл. В 22 D 11/14, 1969.
.2
26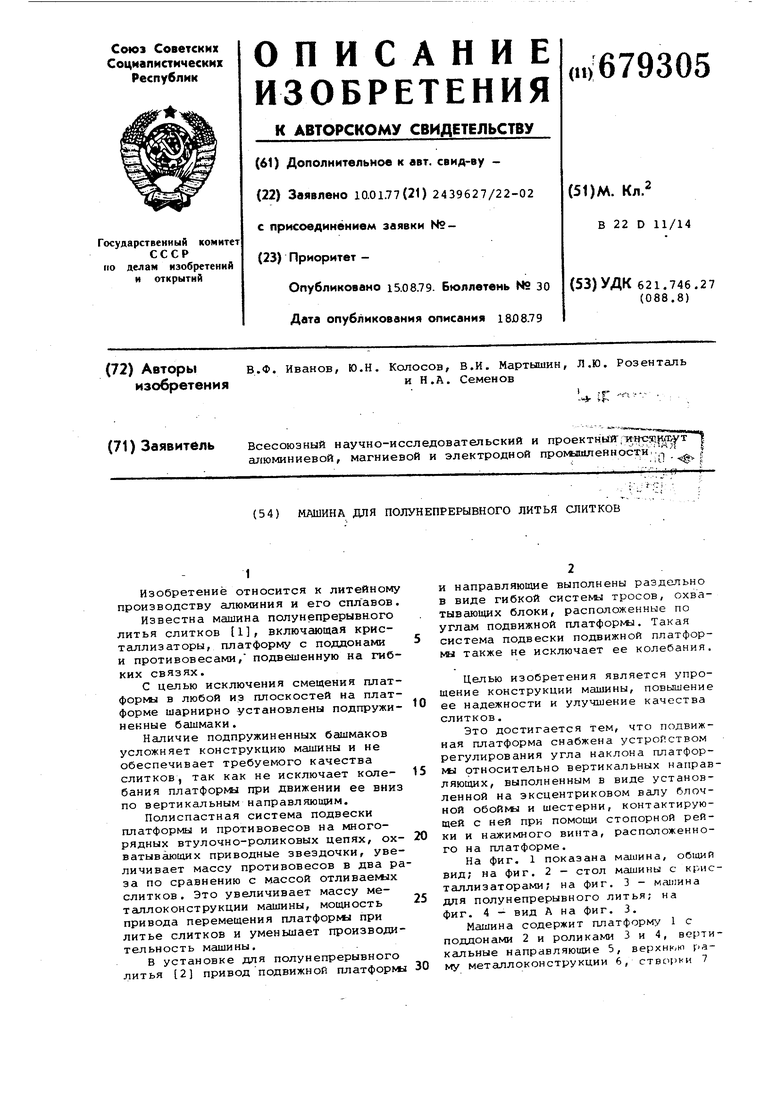
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка многоручьевой полунепрерывной разливки стали | 1974 |
|
SU519274A1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА ОПОРНЫХ КОЛОНН САМОПОДЪЕМНОЙ ПЛАВУЧЕЙ ПЛАТФОРМЫ И СПОСОБ МОНТАЖА ОПОРНЫХ КОЛОНН САМОПОДЪЕМНОЙ ПЛАВУЧЕЙ ПЛАТФОРМЫ | 1997 |
|
RU2125631C1 |
| УСТАНОВКА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ | 1972 |
|
SU325088A1 |
| Машина полунепрерывного литья слитков | 1980 |
|
SU933216A1 |
| Машина полунепрерывного литья металлов | 1985 |
|
SU1324755A1 |
| Установка полунепрерывного литья металлов | 1983 |
|
SU1119770A1 |
| Передвижной подъемник | 1988 |
|
SU1594132A2 |
| Машина полунепрерывной разливки металлов | 1981 |
|
SU959907A1 |
| Поддон машины полунепрерывного литья | 1977 |
|
SU686812A2 |
| ВЕРТИКАЛЬНЫЙ КАНАТНЫЙ СУДОПОДЪЁМНИК | 2021 |
|
RU2778183C1 |