QD
sl
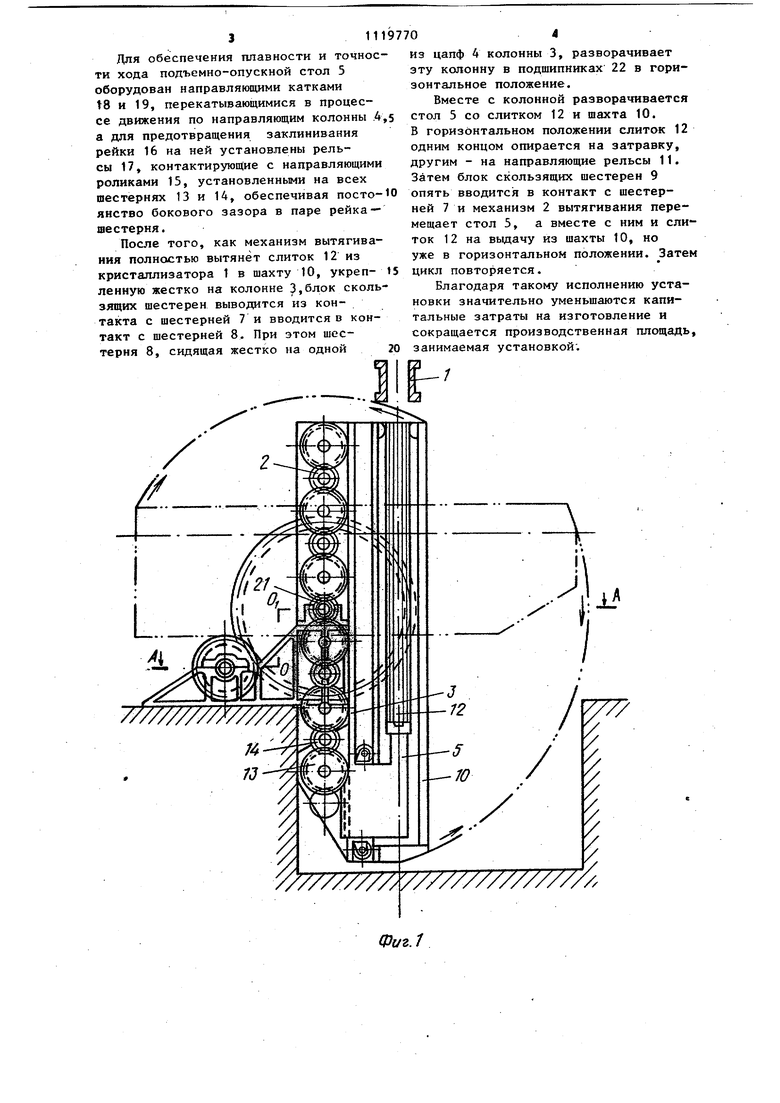
4 Изобретение относится к металлургии, конкретнее к полунепрерывному литью металлов. Известна установка для полунепрерывной разливки металлов, состоящая из кристаллизатора, подъемно-опускного стола с затравкой и ведомыми рейка ми, стационарной колонны с набором вед щих шестерен и направляющими, по которым перемещается подъемно-опускной стол, стационарного привода на ведущие шестерни и тележки для выдачи слитков в вертикальном положении за пределы установки fl. Недостатком данной установки является выдача слитков, в вертикальном положении, что требует дополнительных устройств для последующего перевода слитков в горизонтальное положение и транспортировки на дальнейший передел, вследствие что значительно возрастают капитальные затраты Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является установка полунепрерывной разливки металла, содержащая кристаллизатор,колонну с направляющими роликами, платформу с затравкой, механизм для ее перемеще.ния и механизм для поворота колонны в горизонтальное положение 2J . Недостатками известной установки являются завьшенные вес и габариты плтформы из-за необходимости размещения на ней привода, сложность подачи электрической энергии на подвижный привод и плохие условия обслу живания и ремонта привода, особенно при аварийных зависаниях платформы в вертикальном положении рамы. Целью изобретения является снижение металлоемкости, капитальных затрат и улучшение условий обслуживания. Поставленная цель достигается тем что установка полунепрерывного литья металлов, содержащая кристаллизатор, колонну с направляющими роликами, затравку и механизм перемещения затравки, снабжена пустотелыми цапфами, приводным валом, блоком скользящих щестерен и двумя зубчатыми шестернями, причем заодно с колонной вы полнены пустотелые цапфы, через кото рые пропущен приводной вал, а зубчатые шестерни размещены соответстве но одна на приводном валу, другая на одной из пустотелых цапф с вознежностьювзаимодействия попеременно с блоком скользящих шестерен, закрепленным стационарно. На фиг. 1 изображена установка,, общий вид; на фиг.2 - разрез А-А на фиг.1. Установка содержит кристаллизатор 1, механизм 2 вытягивания слитков, поворотную колонну 3 с пустотелыми цапфами 4, подъемно-опусной стол 5, приводной вал 6, зубчатую шестерню 7, зубчатую шестерню 8, блок скользящих шестерен 9, закрытую водоохлаждаемую шахту 1.0 с направляющими рельсами 11, слиток 12. Механизм 2 вытягивания слитков содержит установленные в поворотной колонне 3 шестерни 13 и 14 с направляющими роликами 15, а подъемно-опускной стол 4 - соответственно ведомую рейку 16 и рельсы 17. Кроме того, подъемно-опускной стол оборудован направляющими катками 18 и 19 и кронштейном с затравкой 20. На приводной вал 6 насажена ведущая шестерня 21. Колонна 3 своими цапфами 4 опирается на стационарно установленные подшипники 22. Колонна 3 и подъ но-опускной стол 5 выполнены с возможностью расположения пустотелых цапф 4, а следовательно, и приводного вала 5 в месте, обеспечивающем, с одной стороны, наименьший крутящий момент при пойороте колонны со слитком, а с другой стороны,наибольший КПД механизма 2 вытягивания слитков. Установка полунепрерывного литья металлов работает следующим обр.азом. В вертикальном положении колонны 3 блок скользящих щестерен 9 находится в контакте с шестерней 7 и кронштейн с затравкой 20 с помощью подъемно-опускного столка 5 подается в кристаллизатор 1. В процессе разливки подъемно-опускной стол 5 с помощью механизма вытягивания слитков 2 перемещается вниз, при этом от приводной шестерни 21 вращаются рабочие шестерни 13 и паразитные шестерни 14, обеспечивающие вращение всех рабочих щестерен 13 в одну сторону. От этих рабочих щестерен движение передается на рейку 16, которая последовательно перемещаясь вдоль ряда рабочих шестерен 13, сообщает подъемноопускному столу линейное перемещение. 311 Для обеспечения плавности и точное ти хода подъемно-опускной стол 5 оборудован направляющими катками t8 и 19, перекатывающимися в процессе движения по направляющим колонны .4 а для предотвращения заклинивания рейки 16 на ней установлены рельсы 17, контактирующие с направляющими роликами 15, установленными на всех шестернях 13 и 14, обеспечивая постоянство бокового зазора в паре рейка - шестерня. После того, как механизм вытягивания полностью вытянет слиток 12 из кристаллизатора 1 в щахту 10, укрепленную жестко на колонне 3,блок сколь зящих шестерен выводится из контакта с шестерней 7 и вводится в контакт с шестерней 8, При этом шестерня В, сидящая жестко на одной /У////////, 04 из цапф 4 колонны 3, разворачивает эту колонну в подшипниках 22 в горизонтальное положение. Вместе с колонной разворачивается стол 5 со слитком 12 и шахта 10. В горизонтальном положении слиток 12 одним концом опирается на затравку, другим - на направляющие рельсы 11. Затем блок скользящих шестерен 9 опять вводится в контакт с шестерней 7 и механизм 2 вытягивания перемещает стол 5, а вместе с ним и слиток 12 на выдачу из шахты 10, но уже в горизонтальном положении. Затем цикл повторяется. Благодаря такому исполнению установки значительно уменьшаются капитальные затраты на изготовление и сокращается производственная площадь, занимаемая установкой;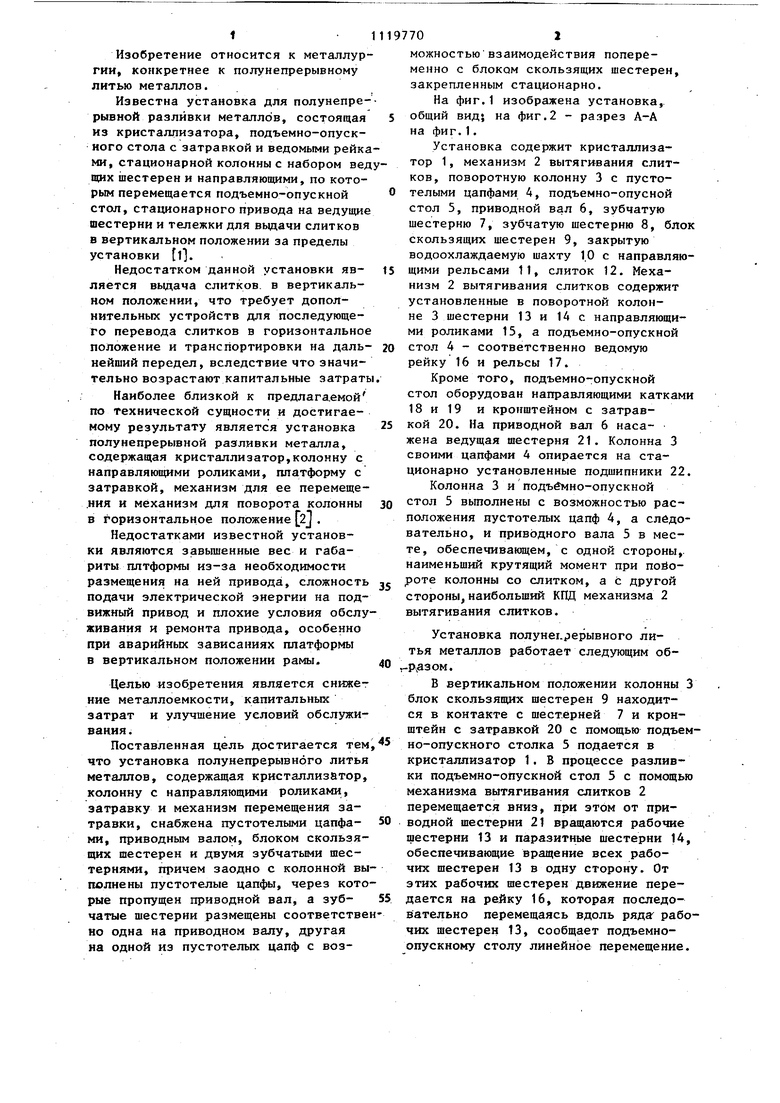
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для полунепрерывной разливки металла | 1974 |
|
SU506168A1 |
| Установка полунепрерывной разливки металлов | 1980 |
|
SU899247A1 |
| Установка для полунепрерывной разливки металлов | 1984 |
|
SU1187909A2 |
| Устройство для вытягивания слитка на установках полунепрерывной разливки металлов | 1980 |
|
SU899244A1 |
| Многоручьевая машина полунепрерывного литья металлов | 1981 |
|
SU975191A1 |
| Устройство управления вытягиванием слитка на установках полунепрерывного литья | 1986 |
|
SU1405950A1 |
| Установка многоручьевой полунепрерывной разливки стали | 1974 |
|
SU519274A1 |
| Машина для полунепрерывного литья металлов | 1983 |
|
SU1103940A1 |
| Устройство для вытягивания слитка | 1975 |
|
SU537751A1 |
| Устройство для вытягивания слитков из многоручьевой машины полунепрерывного литья | 1988 |
|
SU1694329A1 |
УСТАНОВКА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ, содержащая кристаллизатор, колонну с направляющими роликами, затравку с механизмом пере.мещения, отличающаяся тем, что, с целью снижения металлоемкости, капитальных затрат и улучшения условий обслуживания, она снабжена пустотелыми цапфами, приводным валом, блоком скользящих шестерен и двумя зубчатыми шестернями, причем заодно с колонной выполнены пустотелые цапфы, через которые пропущен приводной вал, а зубчатые шестерни размещены соответственно одна на приводном валу, другая на одной из пустотельпс цапф с возможностью взаимодействия попеременно с блоком скользящих шестерен, закрепленньм стационарно.
Фиг.1
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для полунепрерывной разливки металла | 1974 |
|
SU506168A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка полунепрерывной разливки металла | 1960 |
|
SU131869A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
