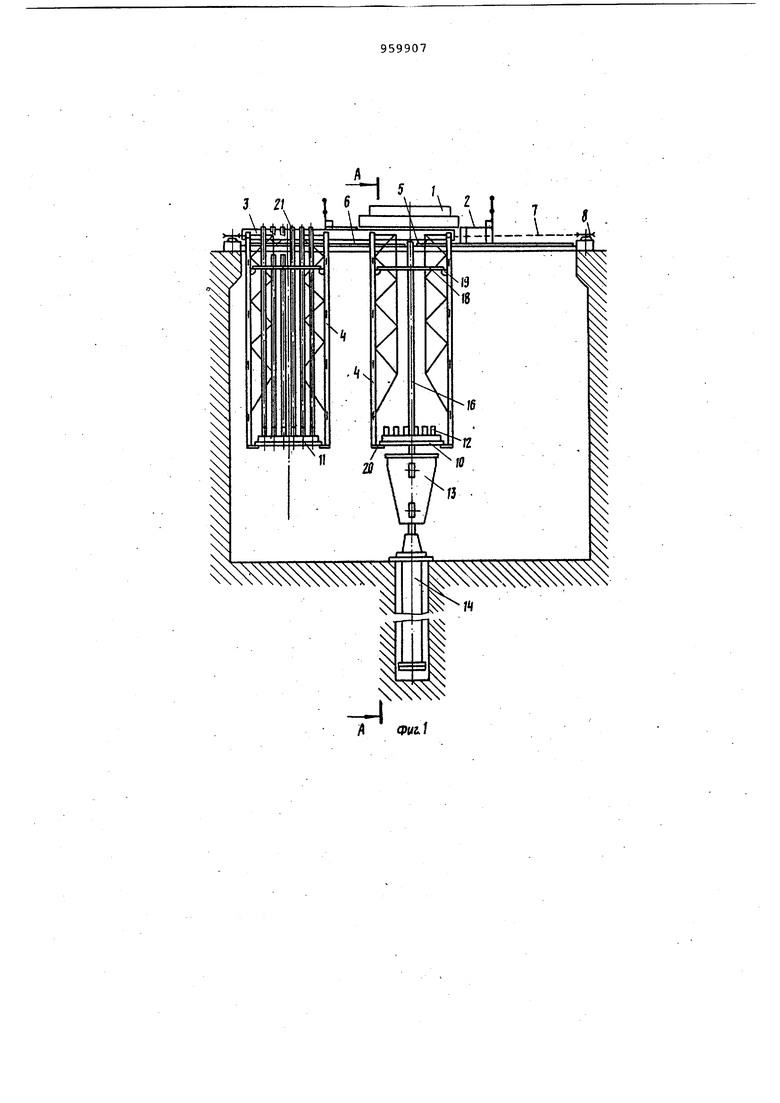
Изобретение относится к метдллургии, конкретнее к полунепрерывной разливке металлов. , Известны машины полунепрерывной разливки металлов, которые содержат многоручьевой кристаллизатор, пойдон с затворками, снабженный механизмом его вертикального перемещения, и тележку для уборки отлитых слитков из пространства под кристаллизатором для последующего их извлечения из машин с механизмом их перемещения в горизонтальном направлении. Для удер живания слитков в раме тележки предусмотрены захватывающие устройства 1 и 2. Однако наличие захватывакяцих устройств в тележке усложняет конструкцию машин. При одновременной отливке большого числа слитков наличие захва тывающих устройств препятствует компактному размещению большого числа Слитков на поддоне и увеличивает габариты всех машин. Целью изобретения является повышение производительности машины и упрощение конструкции тележки выдачи слитков. Поставленная цель достигается тем, что в машине полунепрерывной разливки металлов, содержащей многоручьевой кристаллизатор, поддон с затравками, снабженный механизмом вертикального перемещения, И тележку выдачи слитков с механизмом ее перемещения в горизонтальном направлении, тележка для выдачи слитков выполнена в виде двухсекционной корзины с опорами для поддонов с затравками. Кроме того, секции корзины снабжены решетками с упорами, установленными в их верхней части, при этом отверстия решеток соответствуют размерам слитков. На фиг.1 представлен общий вид предлагаемой машины полунепрерывной разливки, продольный вертикальный разрез; на фиг.2 - разрез А-А на (1ИГ.1; на фиг.З - решетка с отверстиями для удержания слитков. Машина полунепрерывной разливки содержит многоручьевой.кристаллизатор 1, установленный на рабочей площадке 2, тележку 3 для выдачи слитков с двумя секциями 4, которая катками- 5 опирается на рельсы 6. Механизм П1еремещения тележки 3 состоит из каната 1, направляющих блоков 8 и лебедки 9. В каждой секции 4 корзины находятся поддоны 10 и 11с затравками 12, Механизм перемещения поддонов 10 и 11 состоит из платформы 13 и гидроцилиндра 14. Платформа 13 катками 15 опирается на направляющие 16 и 17.
В каждой секции 4 корзины имеется решетка 18, лежащая на упорах 19 Для поддонов 10 и 11 в нижней части каждой корзины 4 предусмотрены опоры 20. Отлитые слитки обозначены йозицией 21. Решетка 18 имеет отвер ртия 22, имеющие форму отливаемых слитков 21.
Машина полунепрерывной разливки работает следующим образом.
Тележка 3 приводится в одно из крайних положений. Платформа 13 гидроцилиндром 14 подается вверх. При э том она снимает поддон 10 с затравками 12 с опор 20 и продвигает его внутри секции 4 корзины по направлению к многоручьевому кристаллизатору 1. На пути поддон 10 снимает решетку 18 с упоров 19 и вместе с ней подходит к многоручьевому кристаллизатору 1 так, что затравки 12 вводятся в полости многоручьевого кристаллизатора 1. Расплавленный металл подается в многоручьевой кристаллизатор 1, и поддон ,10 начинает опускаться вместе с платформой 13 вниз, вытягивая слитки 21. На своем пути вниз поддон 10 оставляет решетку 18 на упорах 19, и она в дальнейшем удерживает слитк 21 от распадания. В нижнем положении литейная платформа 13 оставляет поддон 10 со слитками 21 на опорах 20 и опускается дополнительно на небольшое расстояние, достаточное для того, чтобы была возможность переместить двухсекционную корзину. После перемещения,двухсекционной корзины отлитые слитки 21 располагаются, с одной или другой стороны от рабочей площадки 2, и is этом положении они доступны для извлечения их из машины с помощью цехового крана или другого грузоподъемного устройства.
Одновременно вторая секция 4 корзины с поддоном 11, лежащем н,а опорах 20 над платформой 13, располагается под многоручьевым кристаллизатором 1.
С этого момента начинаются в описанной последовательности операции по отливке следующей партии слитков на поддоне 11. К моменту окончания литья второй партии на поддоне 11, поддон 10 освобождается от ранее отлитых слитков 21.
Благодаря предлагаемой конструкции тележки для выдачи слитков, машина полунепрерывной разливки металла имеет производительность в 1,5 раза больше ныне действующих.
Экономический эффект от одной машины ориентировочно составит 15000 руб. в год.
Формула изобретения
1.Машина полунепрерывной разливки металлов, содержащая многоручьес вой кристаллизатор,поддон с затравками, снабженный механизмом вертикального перемещения, и тележку для выдачи слитков с механизмом ее перемещения в горизонтальном направлении, отличающаяся тем, что, с целью повышения производительности и упрощения конструкции, тележка для слитков выполнена в виде двух: секционной корзины с опорами для лоддонов с затравками.
2.Машина по п.1, о тли ч а ю щ а я с я тем, .что, с целью поддерживания слитков, секции корзины снабжены решетками с упорами, установленными в их верхней части,при этом отверстия решеток соответствуют размерам слитков.
Источники информации, принятые во внимание при экспертизе с 1. Германн Э. Непрерывное литье. М., 1961, с.432-433, р.1346-1348.
2. Патент США № 2696646, кл.164-82, 1974.
Г/
5 /
S .
18 гг

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выдачи слитков машины полунепрерывного литья | 1983 |
|
SU1102658A1 |
| Устройство для выдачи слитков машины полунепрерывного литья заготовок | 1982 |
|
SU1103939A1 |
| Установка многоручьевой полунепрерывной разливки стали | 1974 |
|
SU519274A1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2397043C2 |
| МАШИНА ДЛЯ МНОГОРУЧЬЕВОЙ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1980 |
|
SU1042235A1 |
| ПОДДОН МНОГОРУЧЬЕВОЙ МАШИНЫ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1982 |
|
SU1112648A1 |
| МЕХАНИЗМ ВЫДАЧИ СЛИТКОВ | 1973 |
|
SU379308A1 |
| Устройство для выдачи слитков из вертикальной машины полунепрерывного литья | 1986 |
|
SU1438914A1 |
| Установка полунепрерывного литья металлов | 1983 |
|
SU1119770A1 |