(54) МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКсё

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2397043C2 |
| Машина для полунепрерывного литья металлов | 1983 |
|
SU1103940A1 |
| Устройство для выдачи слитков машины полунепрерывного литья | 1983 |
|
SU1102658A1 |
| Установка многоручьевой полунепрерывной разливки стали | 1974 |
|
SU519274A1 |
| Устройство для вытягивания слитка из кристаллизатора машины полунепрерывного литья металлов | 1982 |
|
SU1087251A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| Машина полунепрерывного литья металлов | 1977 |
|
SU954163A1 |
| УСТАНОВКА ДЛЯ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1993 |
|
RU2043845C1 |
| Устройство для вытягивания слитка на установках полунепрерывной разливки металлов | 1980 |
|
SU899244A1 |
| Установка полунепрерывного литья металлов | 1983 |
|
SU1119770A1 |
1
Изобретение относится к черной м&таллургии и может быть использовано для полунепрерывной разливки метаппов в крупные слитки для кузнечного 1фоизводства (сечением более 700Х 7СО мм), А также в расходуемые электроды для электрошлакового переплава (сечением более 800 мм).
Отливка слитков больших сечений требует увеличения скорости разливки во иэбежание застывания металла в разливочном ковше. В свою очередь увеличение скорости разливки на данных слитках 1ФИВОДИТ к увеличению длины зоны кристаллизации и, соответственно, к возникновению большого ферростатического давления, приводящего к вьшучиванию корки к ее разрушению с прорывом наружу жидкой фазы.
Известно устройство для вытягивания слитков иа кристаллизаторов установок непрерывной разливки металлов, в котором установлены охлаждаемые брусья, охватывающие с двух сторон плоский
слиток (сляб) и перемещающиеся совместно со слитком вниз, а вверх - в раз веденном состоянии tl
Недостатком этогоiустройства является то, что оно щзедназначено только для плоских слитков с охватрм с двух сторон за счет эксцентриковых валов и не может быть применено для охвата по всему периметру слитков круглых, квадратных и гфямоугольных сечений.
to
Целью изобретения является pacm ieние технологических возможностей и Щ)едотвращение выпуч11вания корочки слитка.
Поставленная цель достигается тем, что в машине полунепрерывного литья
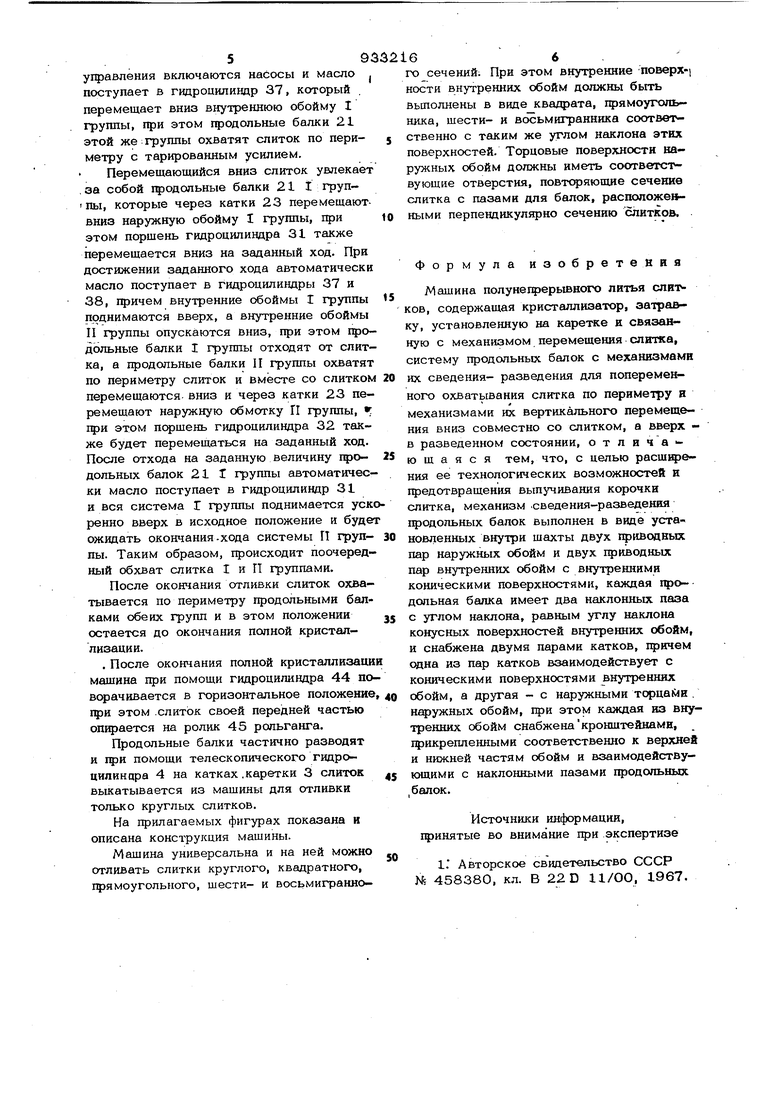
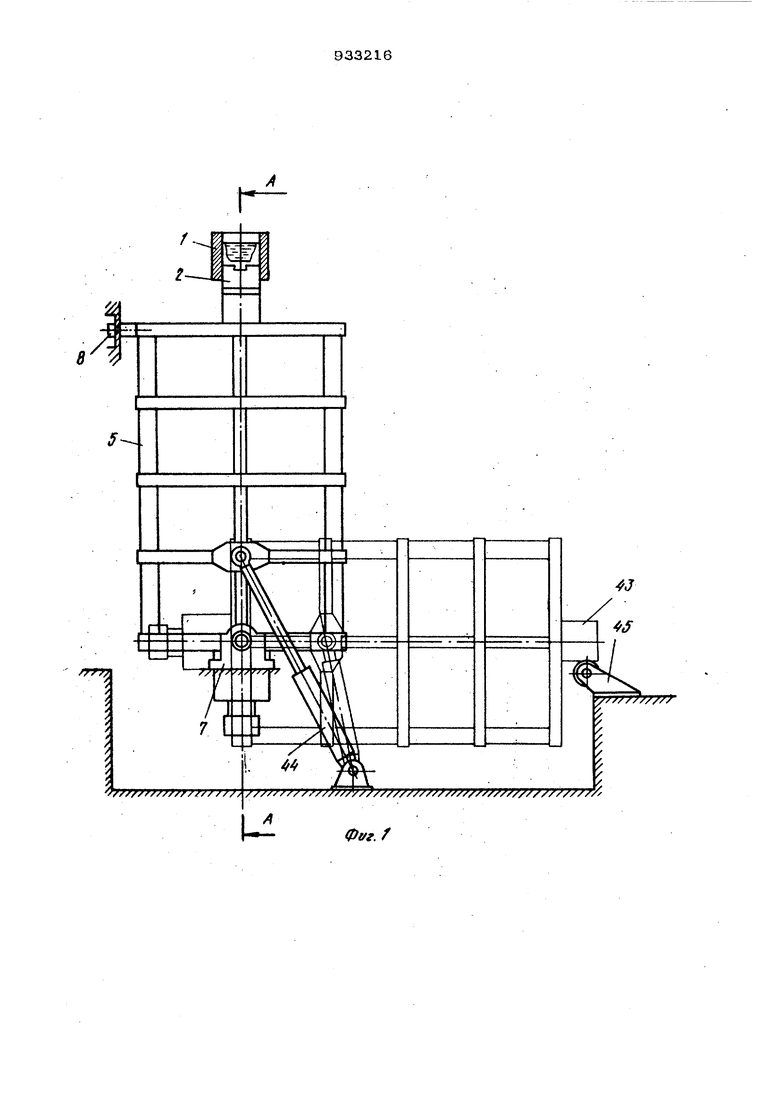
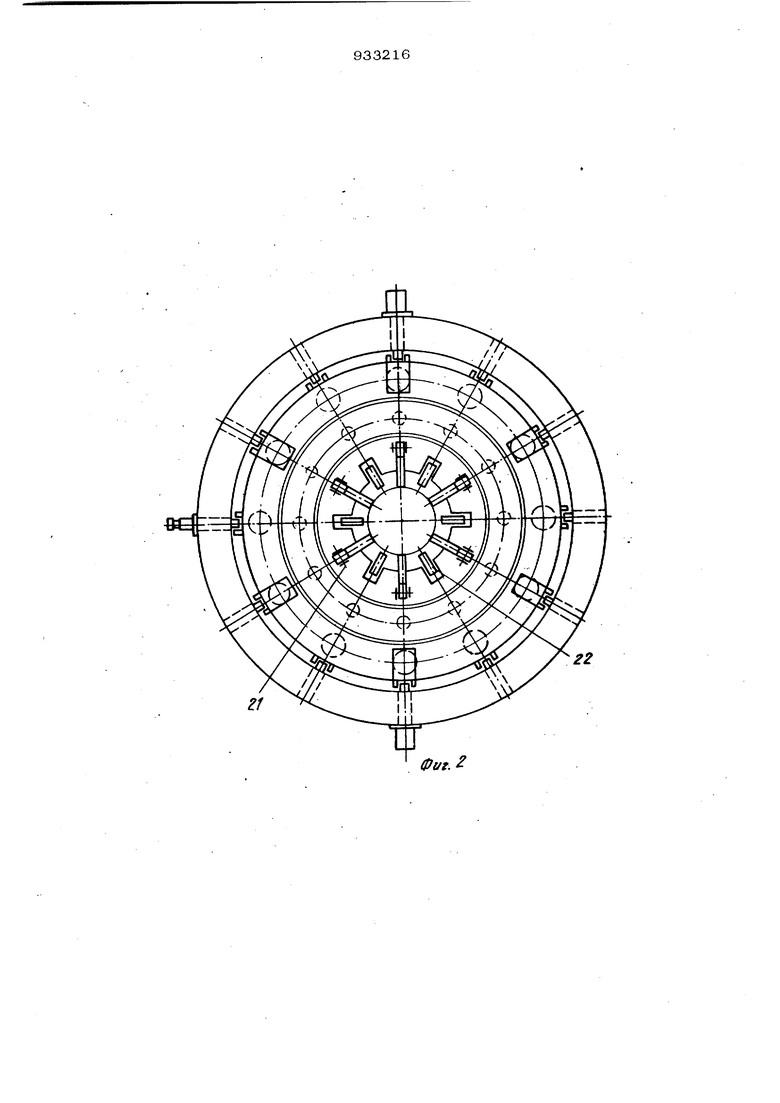
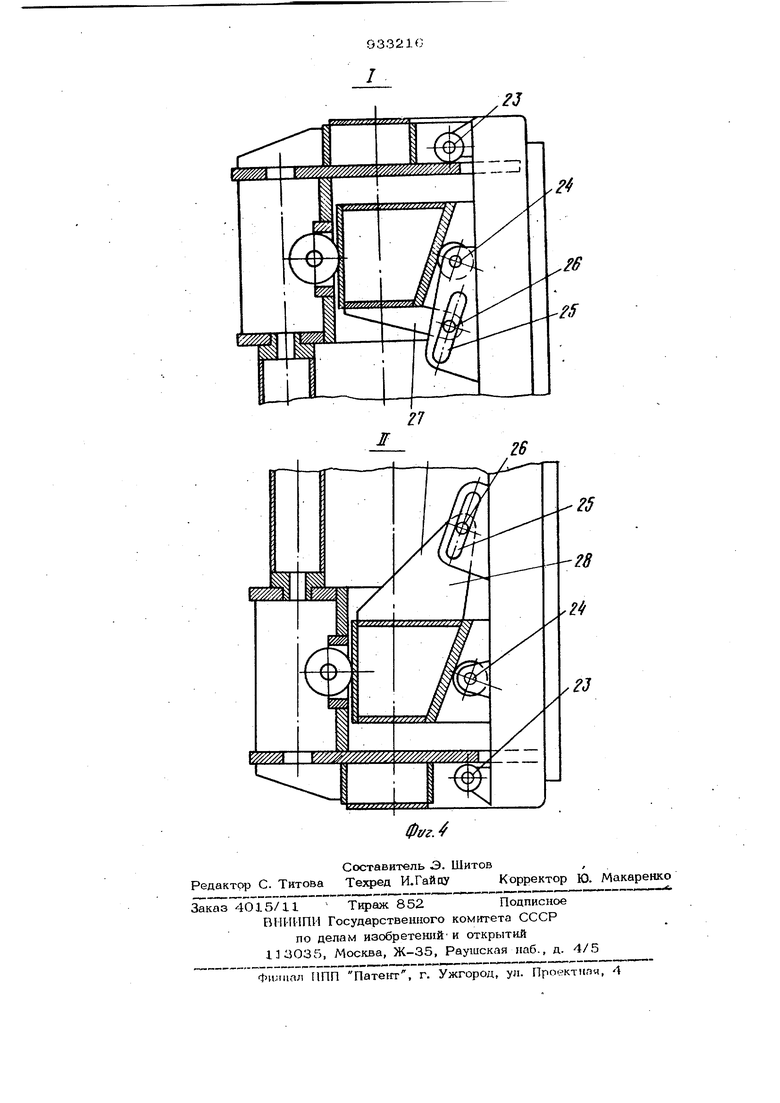
15 слитков, содержащей кристаллизатор, затравку, установленную на каретке в связанную с механизмом перемещения слит- ка, систему продольных балок с механизмами их сведения и разведения для по20переменного охватывания слитка по периметру и механизмами их вертикального перемощения вниз совместно с слит- КОМ, а вверх - в разведенном состоянии. механизм сведения-разведения продольных балок выполнен в виде установленных пнутри шахты двух щэиводпых пар наружных обоймI и двух приводных пар внутренних обойм с внутренними коническими поверхностями, а каждая цродольная балка имеет два наклонных паза с углом наклона, равным углу наклона конусных поверхностей внутренних обойм, и снабжена двумя парами), катков, хфичем одна из пар катков взаимодействует с коничес кими поверхностями внутренних обойм, а другая-- с наружными торцами наружных обойм, при ЭТОМ;каждая из внутренних обойм снабжена кронштейнами, прикрепле ггьши соответственно к верхней и нижней частям обойм и взаимодействующими с наклонными пазами продольных балок. На фиг. 1 схематически изображена машина полунепрерывного литья слитков больших сечений; на фиг. 2 - то же, вид сверху; на фиг, 3 - разрез А-А на фиг. 1 на фиг. 4 - узлы I и И на фиг. 3. AlamHHa содержит кристаллизатор 1, затравку 2, установлегшую на каретке 3 и связанную с приводом перемещения слитка, например телескопическим гидроцилкндром 4, закрепленным в шахте 5 посредством шаровой опоры. 6. Шахта 5 крепится к фундаменту через подшипники 7 и удерживается в вертикальном положении захватом 8. Внутри шахты установлены цилиндрические стаканы 9-12, соединеннь1е попарно. Стаканы 9 и 10 соединены трубчатыми стойками 13, а 11и 12 - трубчатыми стойками 14. Внутри стаканов установлены с возможностью вертикального перемещения кольца 15-18, соединенные попарно: кольца 15 и 16 - трубчатыми стойками 19, а кольца 17 - 18 - трубчатыми стойками 2О. Все кольца имеют внутреннюю коническую кол цевую поверхность равного диаметра и угла наклона. Полученные сборочные узлы для удоб ства в дальнейшем будем именовать: наружная обойма 1 группы (поз. 9, 1О и 13); наружная обойма Ц группы (поз. 11, 12.и 14); внутренняя обойма I группы (поз. 15 16 и 19); внутренняя обойма ГТ группы (поз. 17 18 и 20). Внутри наружнь1Х и внутренних обойм I и П групп установлены продольные бал ки 21 и 22, взаимодействуюшие через тела качения, нагфимер-катки 23 и 24, с наружными торцами наружных обойм и внутренними коническими кольцевыми поверхностями внутренних обойм соотьетствегшо. Кроме того, наклонггые пазы 25 балок, выполненные с углом наклона, равный углу наклона внутренних конических кольцевых поверхностей внутренних обойм, взаимодействуют с роликами 26, установленными в приваренных к ториам внутренних обойм кронштейнах 27 и 28. Наружные обоймы I и ГТ группы через толкатели 29 и ЗО взаимодействуют с приводами, нагфимер, гидроцилиндрами 31 и 32, прикрепленными к нижнему торцу шахты 5 через дистагщионные патруб- соответственно. Внутренние обоймы Г и ГТ групп через толкатели 35 и 36 взаимодействуют с приводами, например гидроцилиндрами 37 и 38, прикрепленными к нижним торцам наружных обойм I и ГТ групп через цисган- ционные патрубки 39, 40 и 41, 42 соответственно. Гидроциливдры 31 и 32 осуществляют вертикальное перемещение наружнрлх обойм совместно с внутренними обоймами и пройольными балками 21 и 22 I и ТГ групп соответственно. Гидроцшииадры 37 и 38 осуществляют вертикальное перемещение внутренних обойм I и П групп соответственно, кото- |. рое на кольцевых конических поверхностях внутренних обойм и наклонных пазах 25, преобразуется в радиальное перемещение продольных балок относительно вертикальной оси, т.е. сведение - разведение балок. Для выдачи слитка 43 машину, установлена с возможностью поворота на 9Овокруг горизонтальной оси. Поворот машины осуществляется посредством гидроцилиндра 44. Передний конец слитка укладывается на ролик 45 рольганга. Машина полунепрерывного литья слит- ков работает следующим образом. Запитый в кристаллизатор 1 жидкий металл по истечении непродолжительного времени превращается в двухфазный слиток 43 (наружная корочка и внутри жидкий металл). Телескопическим гидроцилиндром 4 через каретку 3 и затравку 2 слиток 43 вытягивается вниз,.в зону продольных бадок 21 и 22 I и Т ijiynn соответственно, при этом внутренние обоймы обеих групп находятся в крайних верхних положениях, что соответствует разведенному относительно.слитка положению балок. Наружные обоймы также находятся в крайних верхних положениях. Как только слиток 43 вошел в зону .продольных балок, по с пульта ущзавпения включаются насосы и масло поступает в гидроииливдр 37, который перемещает вниз внутреннюю обойму I группы, при этом продольные балки 21 этой же группы охватят слиток по периметру с тарированным усилием. Перемещающийся вниз слиток увлекает , за собой продольные балки 21 I группы, которые через катки 23 перемещаютвниз наружную обойму I группы, при этом порщень гидроцилиндра 31 также перемещается вниз на заданный ход. При достижении заданного хода автоматически масло поступает в гидроцилиндры 37 и 38, гфичем внутренние обоймы I группы поднимаются вверх, а внутренние обоймы П группы опускаются вниз, при этом продольные балки I группы отходят от слитка, а продольные балки П группы охватят по периметру слиток и вместе со слитком перемещаются вниз и через катки 23 перемещают наружную обмотку Г1 группы, «г хфи этом nqpmeHb гидроцилиндра 32 также будет перемещаться на заданный ход. После отхода на заданную величину гфодольных балок 21 I группы автоматически масло поступает в гидроцилиндр 31 и вся система Г группы поднимается уск ренно вверх в исходное положение и буде ожидать окончания, ход а системы П группы. Таким образом, происходит поочередный обхват слитка I и П группами. После окончания отливки слиток охватывается по периметру продольными балками обеих групп и в этом положении остается до окончания полной кристаллизации. . После окончания полной кристаллизаци мащина при помощи гидроцилиндра 44 поворачивается в горизонтальное положение прк этом .слиток своей передней частью оП1фается на ролик 45 рольганга. Продольные балки частично разводят и 1ФИ помощи телескопического гидроцилинцра 4 на катках.каретки 3 слиток выкатывается из машины для отливки только круглых слитков. На прилагаемых фигурах показана и описана конструкция мащины. Мащина универсальна и на ней можно отливать слитки круглого, квадратного, прямоугольного, шести- и восьмигранноГО сечений. При этом внутренние noaepx-i ности внутренних обойм должны быть выполнены в виде квадрата, хфямоугольника, шести- и восьмигранника соответственно с таким же углом наклона этих поверхностей. Торцовые поверхности наружных обойм должны иметь соответствующие отверстия, повторяющие сечение слитка с пазами для балок, распопожекными перпендикулярно сечению слитков. Формула изобретения Машина полунепрерывного литья слит ков, содержащая кристаллизатор, затравку, установленную на каретке и связанную с механизмом перемещения слитка, систему продольных балок с механизмами их сведения- разведения для попеременного охватывания слитка по периметру и механизмами их вертикального перемещения вниз совместно со слитком, а вверх в разведенном состоянии, о т л я ч а ю щ а я с я тем, что, с целью расширения ее технологических возможностей и гфедотвращения выпучивания корочки слитка, механизм .сведения-разведения продольных балок выполнен в виде установленных внутри щахты двух приводных пар наружных обойм и двух приводных пар внутренних обойм с внутренними коническими поверхностями, каждая дольная балка имеет два наклонных паза с углом наклона, равным углу наклона конусных поверхностей внутренних обойм, и снабжена двумя парами катков, гфичем одна из пар катков взаимодействует с коническими поверхностями внутренних обойм, а другая - с наружными торца|С1И . наружных обойм, при этом каждая из внутренних обойм снабженакрошитейнами, прикрепленными соответственно к верхней и нижней частям обойм и взаимодействующими с наклонными пазами продольных ,балок. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР Ms 458380, кл. В 22 D И/ОО, 1967.
Фог. /
Фl/г.J
