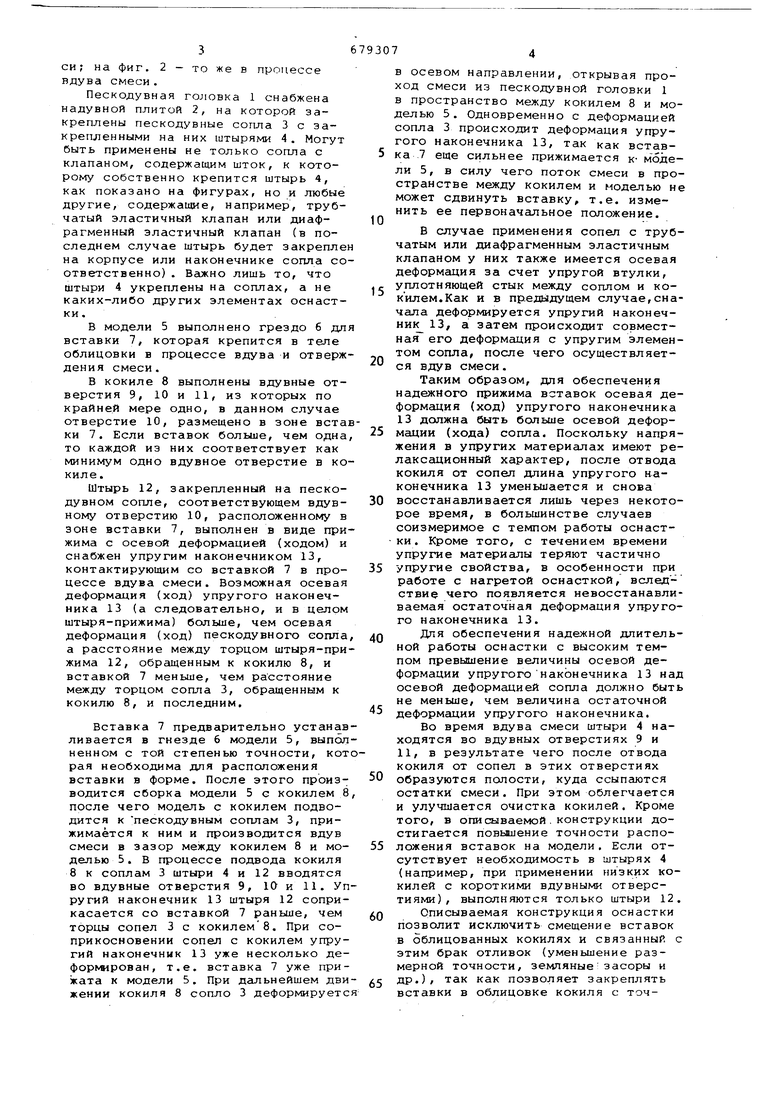
Изобретение относится к изготовл нию металлооболочковых форм, применяемых, в литейном производстве. Известна оснастка для нанесения термоизоляционной облицовки на коки ли, включающая пескодувные сопла, . кокиль с вдувны(м отверстиями, модель и штыри, закрепленные на песко дувных соплах 1. Эта конструкция оснастки предусматривает заполнение зазора между нагретыми кокилем и мо делью песчаной термореактивной смесью путем вдува и отверждение смеси путем воздействия тепла модели и кокиля. Она позволяет облегчит и улучшить очистку кокиля от остатков смеси после нанесения облицовки за счет расположения штырей во вдувных отверстиях кокиля во время вдува смеси. При изготовлении металлооболочковых форм с применением вдува смеси также возникает необходимость крепления вставок. Однако в ряде слу чаев возможно попадание смеси между вставкой и моделью и перекос вставки из-за особенностей процесса перемещения смеси в зоне вставки во время вдува или неплотного прилегания вставки к соответствующему гнезду модели - погрешности при ее установке. Эти недостатки приводят к нарушению точности расположения вставки в форме, а следовательно, к браку отливок. С целью повыиения точности расположения вставок в форме по крайней мере одно из вдувных отверстий кокиля расположено в зоне каждой вставки, штыри, смонтированные на соплах, соответствующих зтим вдувным отверстиям, выполнены в виде прижимов и снабжены упругими наконечннкамя, контактирующими со BcTaBKaN, при этом расстояние между каждым упругим наконечником и вставкой меньше расстояния между соответствующим пескодувным соплом и кокилем на величину остаточной деформации упругого наконечника. Такое выполнение оснастки позволяет зафиксировать вставки на модели, прижать их к модели до начала вдува смеси и поддерживать в прижатом состоянии до конца вдува, в результате чего смещения вставок в процессе вдува не происходит. На фиг, 1 изображена оснастка в разрезе, подготовленная к влуву смеси на фиг. 2 - то же в процессе вдува смеси. Пескодувная головка 1 снабжена надувной плитой 2, на которой закреплены пескодувные сопла 3 с закрепленными на них штырями 4. Могут быть применены не только сопла с клапаном, содержащим шток, к которому собственно крепится штырь 4, как показано на фигурах, но и любые другие, содержащие, например, трубчатый эластичный клапан или диафрагменный эластичный клапан (в последнем случае штырь будет закрепле на корпусе или наконечнике сопла со ответственно) . Важно лишь то, что штыри 4 укреплены на соплах, а не каких-либо других элементах оснастки. В модели 5 выполнено грездо 6 дл вставки 7, которая крепится в теле облицовки в процессе вдува и отверж дения смеси. В кокиле 8 выполнены вдувные отверстия 9, 10 и 11, из которых по крайней мере одно, в данном случае отверстие 10, размещено в зоне вста ки 7. Если вставок больше, чем одна то каждой из них соответствует как минимум одно вдувное отверстие в ко киле. Штырь 12, закрепленный на пескодувном сопле, соответствующем вдувному отверстию 10, расположенному в зоне вставки 7, выполнен в виде при жима с осевой деформацией (ходом) и снабжен упругим наконечником 13, контактирующим со вставкой 7 в процессе вдува смеси. Возможная осевая деформация (ход) упругого наконечника 13 (а следовательно, и в целом штыря-прижима) больше, чем осевая деформация (ход) пескодувного сопла а расстояние между торцом штыря-при жима 12, обращенным к кокилю 8, и вставкой 7 меньше, чем расстояние между торцом сопла 3, обращенным к кокилю 8, и последним. Вставка 7 предварительно устанав ливается в гнезде 6 модели 5, выпол ненном с той степенью точности, кот рая необходима для расположения вставки в форме. После этого производится сборка модели 5 с кокилем 8 после чего модель с кокилем подводится к пескодувным соплам 3, прижимается к ним и производится вдув смеси в зазор между кокилем 8 и моделью 5 . В процессе подвода кокиля 8 к соплам 3 штыри 4 и 12 вводятся во вдувные отверстия 9, 10 и 11. Уп ругий наконечник 13 штыря 12 соприкасается со вставкой 7 раньше, чем торцы сопел 3 с кокилем8. При соприкосновении сопел с кокилем упругий наконечник 13 уже несколько деформирован, т.е. вставка 7 уже при жата к модели 5. При дальнейшем дви жении кокиля 8 сопло 3 деформируетс в осевом направлении, открывая проход смеси из пескодувной головки 1 в пространство между кокилем 8 и моделью 5. Одновременно с деформацией сопла 3 происходит деформация упругого наконечника 13, так как вставка 7 еще сильнее прижимается к- модели 5, в силу чего поток смеси в пространстве между кокилем и моделью не может сдвинуть вставку, т.е. изменить ее первоначальное положение. В случае применения сопел с трубчатым или диафрагменным эластичным клапаном у них также имеется осевая деформация за счет упругой втулки, уплотняющей стык между соплом и кокилем.Как и в предыдущем случае,сначала деформируется упругий наконечник 13, а затем происходит совместная его деформация с упругим элементом сопла, после чего осуществляется вдув смеси. Таким образом, для обеспечения надежного прижима вставок осевая деформация (ход) упругого наконечника 13 должна быть больше осевой деформации (хода) сопла. Поскольку напряжения в упругих материалах имеют релаксационный характер, после отвода кокиля от сопел длина упругого наконечника 13 уменьшается и снова восстанавливается лишь через некоторое время, в большинстве случаев соизмеримое с темпом работы оснастки. Кроме того, с течением времени упругие материалы теряют частично упругие свойства, в особенности при работе с нагретой оснасткой, вследствие чего появляется невосстанавливаемая остаточная деформация упругого наконечника 13. Для обеспечения надежной длительной работы оснастки с высоким темпом превышение величины осевой деформации упругогонаконечника 13 над осевой деформацией сопла должно быть не меньше, чем величина остаточной деформации упругого наконечника. Во время вдува смеси штыри 4 находятся во вдувных отверстиях 9 и 11, в результате чего после отвода кокиля от сопел в этих отверстиях образуются полости, куда ссыпаиотся остатки смеси. При этом облегчается и улучшается очистка кокилей. Кроме того, в описываемой.конструкции достигается повьаиение точности расположения вставок на модели. Если отсутствует необходимость в штырях 4 (например, при применении низких кокилей с короткими вдувными отверстиями) , выполняются только штыри 12. Описываемая конструкция оснастки позволит исключить смещение вставок в облицованных кокилях и связанный с этим брак отливок (уменьшение размерной точности, земляныезасоры и др.), так как позволяет закреплять вставки в облицовке кокиля с точностью расположения, определяемой моделью. При этом для вставок не нужны гнезда в кокиле, т.е. послед ний не усложняется, и комтгпэкт оснастки не удорожается. В качестве материала для упруго го наконечника может быть применен резина марки 3626 ТУ 204-54р, рабо способность которой при кратковременном соприкосновении с нагретой оснасткой проверена на уплотняющих втулках пескодувных сопел. Возможен также вариант выполнения упругого наконечника в виде резино-пружинной композиции. Описываемая оснастка позволит, например, ликвидировать затраты на механическую обработку гнезд штампов из-за перекоса вставок, так как позволит ликвидировать перекос и полностью отказаться от механической обработки. Формула изобретения Оснастка для изготовления металлооболочковых форм со вставками. 07 включающая пескодувные сопла, кокиль с вдувными отверстиями, модел и штыри, смонтированные на соплах, отличающаяся тем, что, с целью повышения точности расположения вставок в форме, над каждой встав кой в кокиле выполнено по крайней мере одно вдувное отверстие, а штыри, смонтированные на соплах, соответствующих этим вдувным отверстиям, выполнены в виде прижимов и снабжены упругими наконечниками, контактирующими со вставками, при этом расстояние между каждым упругим наконечником и вставкой меныне расстояния между соответствующим пескодувным соплом и кокилем на величину остаточной деформации упругого наконечника. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство 468703, кл. В 22 D 15/00, 1973.
Фиг.1 5 7
fij}2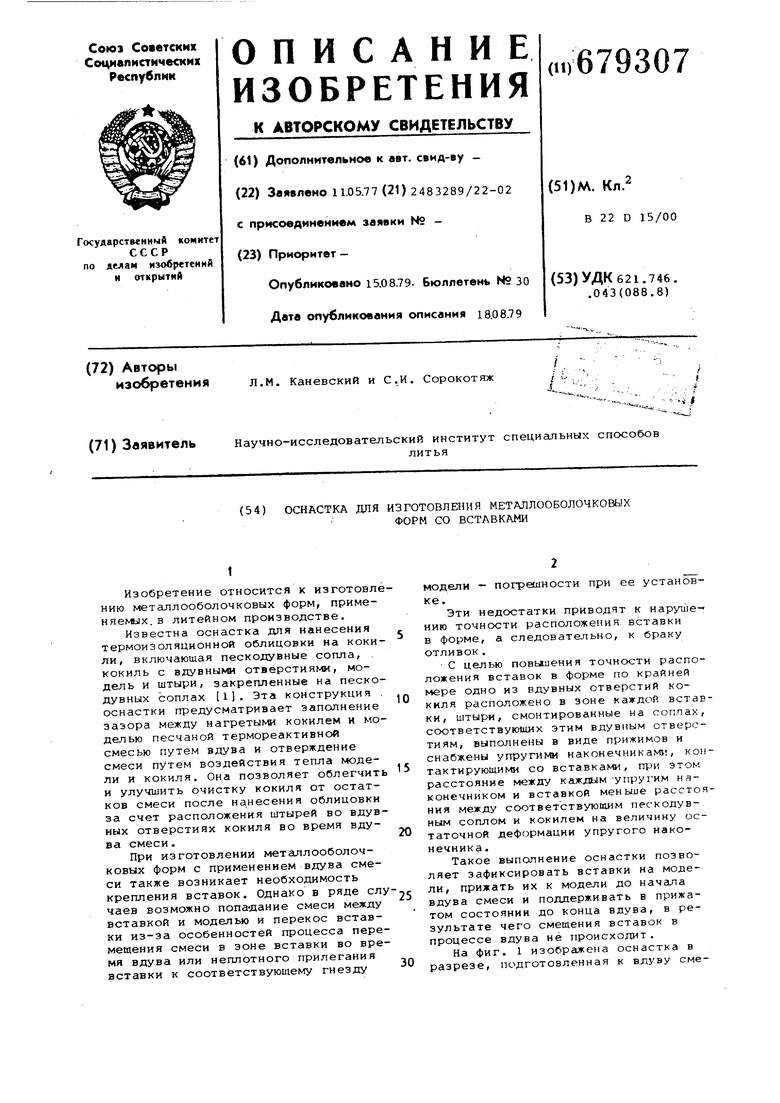
| название | год | авторы | номер документа |
|---|---|---|---|
| Уплотнительная эластичная втулка | 1974 |
|
SU505501A1 |
| ОСНАСТКА ДЛЯ НАНЕСЕНИЯ ТЕРМОИЗОЛЯЦИОННОЙ ОБЛИЦОВКИ НА КОКИЛИ | 1969 |
|
SU240202A1 |
| ПЕСКОДУВНАЯ МАШИНА | 1973 |
|
SU373080A1 |
| Сопло пескодувных резервуаров | 1981 |
|
SU971559A1 |
| Оснастка для нанесения термоизоляционной облицовки на кокили | 1973 |
|
SU468703A1 |
| Пескодувная машина для нанесения облицовки на кокиль | 1982 |
|
SU1129016A1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ОБЛИЦОВКИ НА КОКИЛИВ ГМ SФ01Щ внш^^рт^е | 1973 |
|
SU420388A1 |
| Оснастка для нанесения облицовки на кокили | 1982 |
|
SU1026942A1 |
| ПЕСКОДУВНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ | 1969 |
|
SU233841A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
