1
Изобретение относится к литейному производству, точнее к способу литья в облицованные КОКИЛИ.
Способ литья в облицованные кокили с применением термореактивной облицовочной смеси предполагает наличие нагретой оснастки (температура модели находится в пределах / 220-300°С). Для постоянного поддержа1 ия температуры модели обычно применяют встроенные нагреватели (большей частью электрические). Отверждение облицовки на кокиле после ее нанесения происходит во время контакта модели с кокилем, возможно также отверждение облицовки на модели до получения необходимой механической прочности с последующим доотверждением облицовки кокиля в специальном нагревательном устройстве.
Известны машины для нанесения облицовки на КОКИЛИ, включающие станину, подъемный рольганг и расположенные по обе стороны от него пескодувные головки и подъемные столы с установленными на них обогреваемыми модельными комплектами.
Однако в таких машинах усложнен подвод источника энергии к нагревателям модельных комплектов.
К недостаткам машины также относится необходимость защиты пескодувной головки от
теплоизлучения нагретой модельной оснастки н предохранения модели от засоров.
Цель изобретения - упрощение конструкции машины.
Это достигается установкой челночного устройства подачи полукокилей с подъемного рольганга под пескодувные головки и обратно, выполненного в виде подвижной в горизонтальной плоскости относительно продольной оси модельных комплектов рамы со сквозными проемами, по периферии которых смонтированы опоры кокилей, и защитных экранов. Прнчем защитные экраны выполнены в виде гибкого элемента, один конец которого
жестко сБлзац с рамой устройства нодачи полукокилей под пескодувные головки, а второй снабжен натяжным грузом. Кроме того, привод рамы устройства нодачи полукокилей к пескодувным головкам выполнен в виде
соосно смонтированных на станине плунжерных снловых цилиндров.
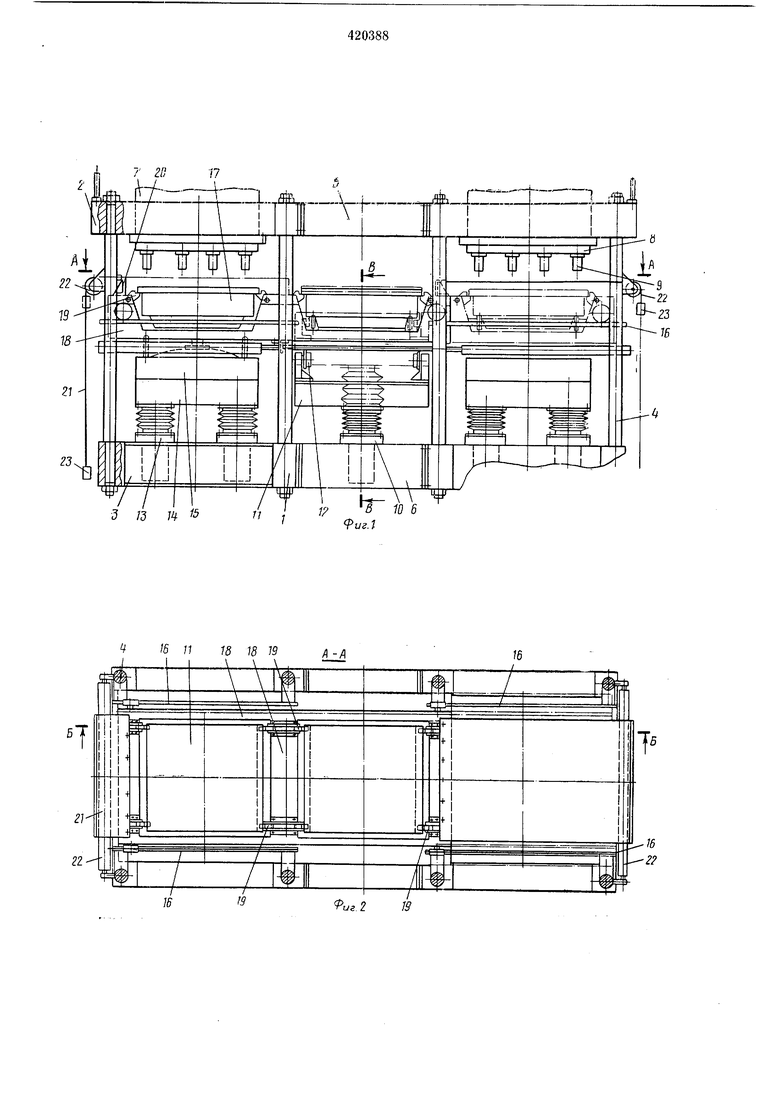
На фнг. 1 нзображен общий вид машины; на фиг. 2 - вид на устройство перемещения кокилей в плане (разрез по А-А на фиг. 1);
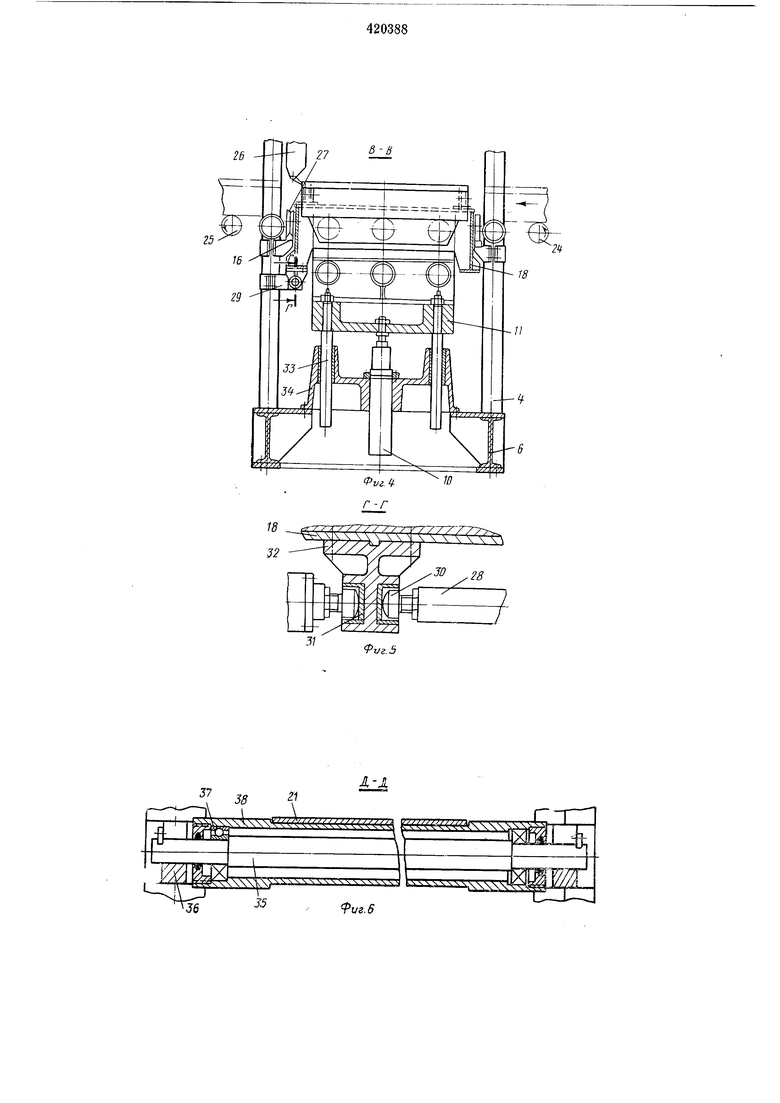
на фнг. 3 - нродольный разрез по устройству перемещения кокилей (разрез Б-Б на фнг. 2); на фиг. 4 - нонеречный разрез по устройству перемеп1,епия кокилей и подъемному рольгангу (разрез В-В на фиг. I); на
фиг. 5 - разрез но прнводу перемещения каретки (разрез Г-Г на фиг. 4); на фиг. 6 - разрез по опорному ролику экрана (разрез Д-Д па фиг. 3).
Машина состоит из станины 1, включающей верхние 2 и нижние 3 рамы, соединенные колоннами 4. Рамы 2 соединены порталом 5, а рамы 3 - стяжками 6. На рамах 2 установлены соответственно пескодувные головки 7 с надувными плитами 8 и соплами 9. На стяжках 6 в средней части машины установлен подъемный от гидроцилиндра 10 рольганг 11 с приводными или неприводными роликами 12. На рамах 3 соответственно расположены подъемные от гндроцилиндров 13 столы 14 с установленны1ми на них обогреваемыми модельными комплектами 15 (с встроепными нагревателями) нолукокилей верха и низа (или наоборот). По рельсам 16, закрепленным с помощью специальных кронштейнов на колоннах 4, передвигается устройство поочередной нодачи полукокилей 17 на позицию нанесения облицовки (под пескодувные головки 7).
Устройство подачи полукокилей состоит из жесткой замкнутой сварной paiMbi 18, снабженной четырьмя катками для перемещения по рельсам 16.
В раме 18 выполнены два сквозных проема с шагом, равным шагу перемещения нолукокилей в машине. Через проемы проходят модели при подъеме их к пескодувной головке и подъемпый рольганг 11. На раме 18 у каждого окна установлено но четыре опоры 19 кокилей. Полукокили 17 своими фланцами опираются на опоры 19, которые для возможности выверки горизонтального положения кокилей выполнены регулируемыми. На раме 18 установлены также кронщтейны 20, к которым крепятся гибкие зкрапы 21, выполненные, например, из гибкой стальной ленты (или набора лент). Экраны 21 опираются на ролики 22, укрепленные на колоннах 4, а вторые концы экранов соединены с натяжными грузами 23.
Благодаря тому, что рама 18 выполнена жесткой и объединяет в себе оба проема с опорами 19 кокилей, рельсы 16 устанавливают только под пескодувными головками 7 (длина секции несколько больше шага перемещения рамы 18), что позволяет отказаться от установки рельсов в средней части машины (над рольгангом II) и дает возможность загружать в машину нолукокили 17 с наличием выступающих частей и центрирующих штырей без увеличения хода рольганга 11, так как кокили при загрузке в машину и выгрузке из нее не должны проходить над рельсами 16. Таким образом, подобное конструктивное исполнение рамы 18 способствует также и увеличению производительности.
На чертежах изображено такое положение рамы 18, при котором один полукокиль 17 находится под головкой 7, а второй полукокиль 17 - над рольгангом И. Модели 15 находятся в исходном (нижнем) пололсении. Экран 21
отделяет модель 15 от головки 7 и в то же время не препятствует обслуживанию модели 15, которое производится с правой стороны машины. Экран 21 опущен вниз, при этом он, не нрепятствуя нанесению облицовки на полукокиль 17, защищает рабочего на позиции обслуживания от возможного прострела смеси но разъему модель - кокиль во время нанесения облицовки и играет роль передней
стенки вентиляционного короба, образованного станиной 1 и экраном 21 (станина 1 с боков укрывается)..
Загрузка полукокилей в машину производится различными транспортными средствами,
например рольгангом 24, а выгрузка - рольгангом 25. Загружается полукокиль до упора в останов 26. Рама 18 перемещается на катках 27 по рельсам 16. Для точного бокового направления рамы 18 катки 27 имеют
V-образную форму. Перемещение рамы 18 осуществляется различными приводами, например плунжерами 28, укрепленными на установленном на колонне 4 хомуте 29. Плунжеры 28 своими регулируемыми толкателями
30 упираются в гнезда 31 кронштейна 32, установленного на раме 18. Гнезда 31 служат дополнительными опорами плунжеров, причем предохраняют их от прогиба при максимальном вылете, а уплотнения - от интенсивного
износа. Подъемный рольганг 11 перемещается от гидроцилиндра 10 на скалках 33 в опоре 34.
Опорный ролик 22 выполнен в виде неподвижной оси 35, укрепленной с помощью хомутов 36 на колоннах 4. На оси 35 на подшипниках 37 вращается барабан 38, на который опирается гибкий экран 21. Машина работает следующим образом. После прихода рамы 18 в левое положение
один полукокиль 17 занимает место под пескодувной головкой 7, а второй полукокиль 17, находящийся под другой головкой 7, - на средней позиции (загрузка-выгрузка) рольгангом 11. Один экран 21 опущен под весом груза 23 вниз и предохраняет рабочего от случайного выброса смеси, а другой экран 21 занимает положение, при котором он предохраняет вторую головку 7 от теплоизлучения модели 15, а модель - от попадания
случайных просыпей из сопел 9 головки 7.
Стол 14 с моделью 15 идет вверх, проходит через сквозной проем рамы 18, снимает полукокиль 17 с опор 19 и поджимает полукокиль 17 к соплам 9 головки 7. Происходит надув
смеси. После нанесения облицовки на полукокиль 17, последний вместе со столом 14 и моделью 15 опускается в промежуточное положение, в котором остается до окончания отверждения облицовки, после чего продолжает движение вниз, при котором полукокиль 17 зависает на опорах 19, а модель 15 со столом 14 опускается в нижнее положение.
В то время как на левой позиции машины происходит операция нанесения облицовки,
на правой происходит обслуживание модели
15, причем экран 21 не препятствует этому, а па средней позиции машины производится смена кокилей.
Смена кокилей происходит следующим образом.
После прихода полукокиля 17 с нанесенной облицовкой на среднюю позицию машины рольганг 11 поднимается вверх, проходит через сквозной проем рамы 18, снимает полукокиль 17 с опор 19 и устанавливает его на ролики 12. Рольганг 11 (или толкатель) включается, к полукокиль 17 по рольгангу И при открытом останове 26 выталкивается на рольганг 25, а его место занимает пришедший по рольгангу 24 следующий кокиль, нодаваемый до упора в останов 26. После завершения операции смены кокилей рольганг 11 опускается, и полукокиль 17 (новый) зависает на опорах 19 рамы 18.
По окончании операции на всех трех позициях машины рама 18 с кокилями перемещается в правое положение, подавая полукокиль 17 под головку 7, а другой полукокиль 17 с напесенной облицовкой - на среднюю позицию .машины. После этого цикл повторяется с той лишь разницей, что на левой позиции происходит обслуживание модели 15, на средней - замена полукокилей 17, а на правой - нанесение облицовки на полукокиль 17.
Предмет и з о б р е ч е н и я
1.Машина для нанесения облицовки на кокили, включаюпшя станину, подъемный рольГанг и расположенные по обе стороны от него пескодувные головки и подъемные столы с установленными на них обогреваемыми модельными комплектами, отличающаяся тем, что, с целью упрощения конструкции, она
снабжена челночным устройством подачи полукокилей с подъемного рольганга под пескодувные головки и обратно, выполненным в виде подвижной в горизонтальней плоскости относительно продольной оси модельных
комплектов рамы со сквозными проемами, по периферии которых смонтированы опоры кокилей, и защитными экранами.
2.Машина по п. 1, от л и ч а ю ид а я с я тем, что зашитные экрапы выполнены в виде гибкого элемента, один конец которого жестко связан с рамой устройства подачи полукокилей под пескодувные головки, а второй снабжен натяжным грузом.
3.Машина но п. 1, отличающаяся тем, что привод рамы устройства подачи полукокилей к пескодувным головкам выполнен в виде соосно смонтированных на станине плунжерных силовых цилиндров. б 10 6 


| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для нанесения облицовки на кокили | 1973 |
|
SU474392A1 |
| Машина для нанесения облицовки на кокили | 1981 |
|
SU984657A1 |
| Машина для нанесения облицовки на кокили | 1974 |
|
SU488655A2 |
| Пескодувная машина для нанесения облицовки на кокиль | 1982 |
|
SU1129016A1 |
| Устройство для загрузки полукокилей в агрегат нанесения облицовки | 1974 |
|
SU499957A1 |
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ ЛИТЬЯ В КОКИЛИ С ТЕРМОИЗОЛЯЦИОННОЙ ОБЛИЦОВКОЙ | 1973 |
|
SU405652A1 |
| Подьемно-поворотный механизм машины для нанесения облицовки на кокили | 1975 |
|
SU522898A1 |
| Манипулятор загрузки кокилей в агрегат нанесения облицовки на кокили | 1970 |
|
SU687682A1 |
| ЛИНИЯ литья в ОБЛИЦОВАННЫЕ КОКИЛИ | 1973 |
|
SU407641A1 |
| Пескодувная установка карусельного типа | 1981 |
|
SU1006043A1 |

/и П 18 18 19А -А V , ,
ДX.
/б
Ш
чщ
-R.
/5
.г.2
6
+
ZP
./б
-г
/ /i
ic
I
т W т ,
-TT
Ki
5 Й
5/
