1
Изобретение относится к контактной шовной электросварке и может быть использовано преимущественно при создании источников питания установок герметизации корпусов полупроводниковых приборов контактной роликовой сваркой током повышенной частоты.
Известны способы компенсационной стабилизации выходного напряжения на электродах сварочной машины, основанные на сравнении значения напряжения на выходе источника сварочного тока с эталонным напряжением, получении сигнала согласования, усиления этого сигнала и осуществлении регулирования значения напряжения на выходе источника сварочного тока 1.
Однако известные способы сложны для реализации.
Известен способ регулирования процесса контактной сварки с использованием импульсов повышенной частоты 2. Однако известный способ также сложен в реализации, требует введения MQCTOBUX схем инверторов, что усложняет устройства, реализующие этот метод, и снижает надежност регулирования.
Цель изобретения - упрощение реализации способа регулирования напряжения на сварочных электродах.
Поставленная цель достигается тем, что изменяют соотношение величин активного и индуктивного сопротивлений сварочного контура путем изменения частоты импульсов, причем при напряжении на электродах
0 Btjme номинального частоту увеличивают, а при напряжении ниже номинального частоту уменьшают.
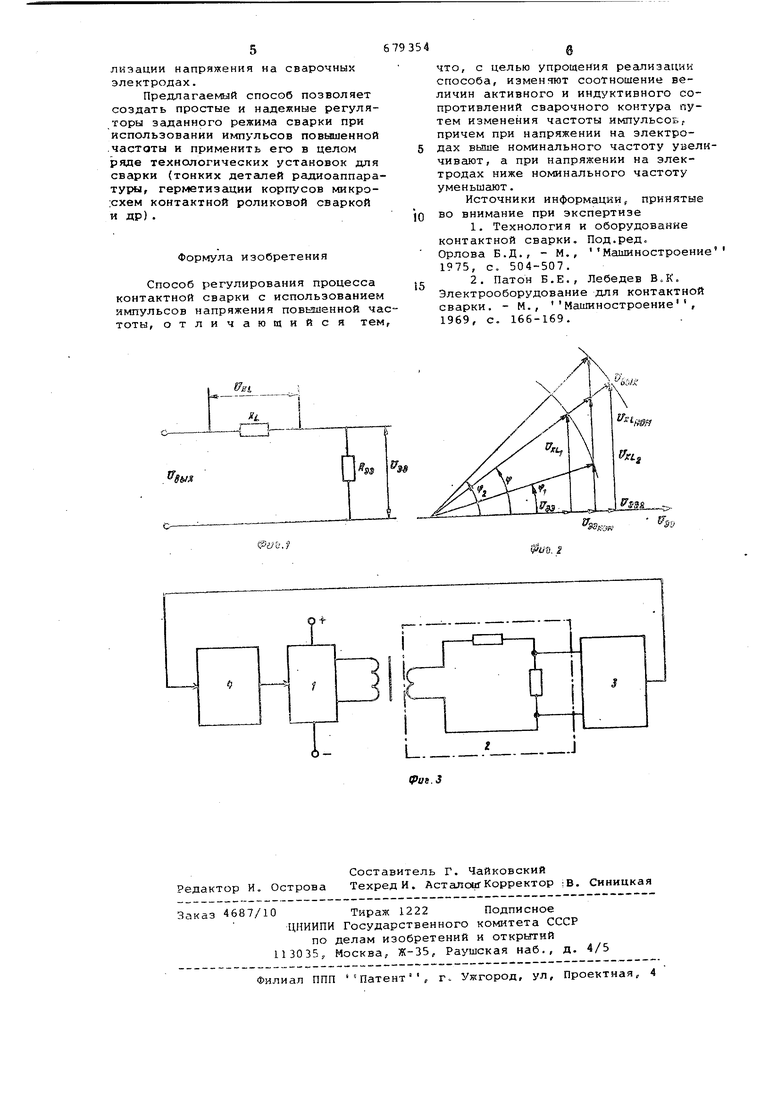
Сущность предлагаемого способа регулирования иллюстрируется черте5жакш, где на фиг. 1 показана эквивалентная схема вторичного контура; на фиг. 2 - векторная диаграмма, поясняющая принцип регулирования путем изменения cos -Р контура свароч0ной цепи; на фиг. 3 - один из вариантов реализации предлагаемого способа.
Из эквивалентной , представленной на фиг. 1, видно, что при пи5тании сварочного контура импульсами
определенной частоты с амппитудниь напряжением U полное сопротивпеВ tJ X
ние контура складывается из активной
0
составляющей сопротивпепия R
в
эч
состав которого входят активные сопротивления свариваемых деталей, сврочных контактов и сопротивления токопроводов,и из реактивной составляющей Хд, величина которой зависит от частоты используемых при сварке импульсов и величины индуктивности { варочного контура CX -NX/L - 2if f U Х гд е w - круговая частота; L - индуктивность; F - частота питающей сети. Поскольку величину индуктивности пр неизменных длине и площади сварочного контура можно считать величиной постоянной, то реактивное сопротивление будет определяться величиной частоты импульсов, питающих сварочный контур.
Рассматривая контур, показанный на фиг, 1, имеем: напряжение питания U- равно сумме величины пгшения напряжения на участках цепи
Bbtx-- ээ l,
где и - вектор напряжения, соответствующий падению напряжения на активном сопротвлении между электродами ; .
и , - вектор, напряжения, соответствующий падению напряжения на реактивном сопротивлении,
Действующее значение напряжения, подводимого к сварочному контуру равно; --{
и
ВЫХ
/RlITCwuV
I а
ээ
«-/Тг -ч.(Л,)-полное сопротивгде Z
ээ
ление вторичного контура
и,
3 -R
ээ
ЭЭ
и
37
Бык
Принцип автоматического регулирования напряжения на сварочных электродах путем изменения величинысовЧследует рассмотреть из векторной диаграммы, представленной на фиг. 2, где приняты следующие обозначения;
и
- напряжения, соответствующий падению Напряжения на активном сопротивлении между электродами при номинальном режиме работы;
и , - вектор напряжения, соответствующий падению напряжения на реактивном сопротивлении при номинальном режиме работы.
При воздействии на параметры сврочного контура каких-либо возмущений происходит изменение величины общего вектора напряжения U ,« ,вых
Допустим, вектор }.уменъшклся
(например, вследствие уменьшения активной составляющей сопротивления сварочного контура при уменьшении напряжения сети). При этом вектор и также уменьшится (фиг.2). Для восстановления величины этого вектора следует изменить соотношение величин векторов U и U , для чеЭ Э XL
го необходимо величинусоеf увеличить (угол Ч при этом уменьшается до величины ) , что достигается путем уменьшения реактивной составляющей вектора U . При этом величина
. Л LI
вектора U восстанавливается до
э о
номинального значения, т.е. напряжение на сварочных электродах остается стабильным.
В случае увеличения вектора U
вых
в силу действия различных возмущающих факторов величину cos Ч увеличивают, для чего вектор реактивной составляющей U также увеличивают
А U
ДО значения, при котором величина вектора U соответствует номинальной величине падения напряжения на электродах сварочной машины.
Один из вариантов устройства, реализующего предложенный способ управления и стабилизации напряжения на сварочных электродах, показак на фиг. 3. .Устройство включает в себя источник сваро.чных импульсов в виде инвертора 1, сварочный контур 2, преобразователь напряжение-частота 3, блок управления инвертором 4.
Работает устройство следующим образом. Со сварочных электродов снимается напряжение, величина которого должна поддерживаться постоянной. Это напряжение подается в
преобразователь
напряжение-частота 3, в котором осуществляется девиация частоты задающего генератора инвертора в зависимости от величинц и знака изменения номинального напряжения, снимаемого с электродов„ При уменьшении напряжения на сварочных электродах с выхода преобразователя 3 на вход блока управления инзартором поступает частота ниже но.«инальной частоты, а при увеличении напряжения на сварочных элеКтрод-.х частота преобразователя должна быт i у в ел и че н а.
В лабораторных услоккйх бел создан макет устройства на котором был реализован предлагаемый способ Испытания лабораторного макета проводилнсь при ногфзнашьяой частота
импульсов 1000 ГДо Девиация частоты составляла ± 500 Гц. Величина стабилизируемого напряжения на выходе сварочного трансфорр- атора находилась в пределах 1,9 - 2,3 в. Стабильность выходного напрякенкя 8 процессе проведения сваркн и испытаний макета составила 0,3% что
создает гарантии в получении высокого качества сварного соединения.
Испытания предлагаемого способа на макете показали перспективность способа регулирования и стабилиэации напряжения на сварочных электродах.
Пpeдлaгae /IЫй способ позволяет создать простые и надежные регуляторы заданного режима сварки при использовании импульсов повьлшенной .частоты и применить его в целом ряде технологических установок для сварки (тонких деталей ргщиоаппаратуры, герметизсщии корпусов микро:схем контактной роликовой сваркой и др) .
Формула изобретения
Способ регулирования процесса контактной сварки с использованием импульсов напряжения повышенной частоты, отличающийся тем.
что, с целью упрощения реализации способа, изменяют соотношение величин активного и индуктивного сопротивлений сварочного контура путем изменения частоты импульсов, причем при напряжении на электродах выше номинального частоту увеличивают, а при напряжении на электродах ниже номинального частоту уменьшают.
Источники информации, принятые во внимание при экспертизе
1.Технология и оборудование контактной сварки. Под.ред.
Орлова Б.Д., - М., Машиностроение 1975, с. 504-507.
2.Патон Б.Е., Лебедев В.К. Электрооборудование для контактной сварки. - М., Машиностроение, 1969, с. 166-169.
J.
-Si
Щыя
ss
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной сварки | 1989 |
|
SU1794609A1 |
| Способ питания дуги переменного тока | 1974 |
|
SU753569A1 |
| Способ управления конденсаторной точечной сваркой | 1988 |
|
SU1570869A1 |
| Способ измерения напряжения на сварочных электродах | 1986 |
|
SU1362589A1 |
| Устройство для электродуговой сварки | 1986 |
|
SU1400815A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПЕРЕМЕННОГО НАПРЯЖЕНИЯ | 1990 |
|
RU2016484C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2009 |
|
RU2424099C1 |
| Устройство для контроля параметров процесса контактной сварки | 1977 |
|
SU650754A1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2009 |
|
RU2424095C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2311273C2 |
