Область техники
Настоящее изобретение относится к исходному материалу для листа для вакуумного формования, листу для вакуумного формования и способу его получения, и способу получения формованного изделия.
Уровень техники
Вакуумное формование представляет собой способ формования, в котором термопластичную смолу в форме листа или пластины размягчают путем нагревания и прижимают к выпуклой или вогнутой пресс-форме, и создают условия, близкие к вакууму, путем забора воздуха из пространства между термопластичной смолой и пресс-формой, что позволяет термопластичной смоле плотно прилипать к пресс-форме с получением требуемой формы. Вакуумное формование имеет преимущества, состоящие в том, что затраты на изготовление матриц являются низкими, опытные образцы можно получить за короткий период времени и затраты на опытное производство также являются низкими, легко осуществлять формование крупноразмерных и тонкостенных изделий, можно получать изделия различной формы, легко осуществлять частичное изменение конструкции, и доступно производство небольших партий; и вакуумное формование используют для получения, например, лотков для деталей, поддонов для транспортировки, полимерных крышек, подносов для еды, пищевой упаковки, спойлеров простой формы и обтекателей для мотоциклов и т.п. В то же время, вакуумное формование ограничено в отношении формы получаемых изделий, например, вакуумное формование можно применять в основном только на одной стороне из-за параметров способа формования, а также трудно получать элементы рельефа сложной формы, и трудно воспроизводить одинаковую толщину.
Для изделий, формованных посредством вышеуказанного вакуумного формования, широко применяют листы термопластичных смол, таких как полиэтилентерефталат (ПЭТ), поливинилхлорид (ПВХ), полиэтилен (ПЭ), полипропилен (ПП) и полистирол (ПС), однако в последние годы, в случае формованных посредством вышеуказанного вакуумного формования изделий, требуется учитывать экологические проблемы, например, истощение запасов нефти и утилизация отходов (см. JP 2001-018286, JP 2004-122777 и JP 2007-246624).
Чтобы решить вышеуказанные проблемы, предпочтительно снижать долю термопластичной смолы, используемой в листе для вакуумного формования. Количество используемой термопластичной смолы можно снизить путем добавления порошка неорганического вещества в лист для вакуумного формования; однако, при возрастании содержания порошка неорганического вещества текучесть вымешанной смеси термопластичной смолы и порошка неорганического вещества обычно снижается и, таким образом, посредством формования вымешанной смеси, имеющей повышенное содержание порошка неорганического вещества, трудно получить лист с однородными и хорошими физическими свойствами.
Более того, когда лист для вакуумного формования, который содержит большое количество порошка неорганического вещества, формуют посредством вакуумного формования, возникает проблема, состоящая в том, что элементы рельефа пресс-формы не могут быть воспроизведены из-за недостаточной способности следовать форме пресс-формы. Поэтому до сих пор не было возможности увеличивать содержание порошка неорганического вещества в листе для вакуумного формования.
Описание изобретения
Настоящее изобретение было выполнено в связи с вышеуказанными обстоятельствами и его целью является обеспечение листа для вакуумного формования, который легко формуется, обладает высокой способностью следовать форме пресс-формы в ходе вакуумного формования и содержит большое количество порошка неорганического вещества, исходного материала для листа для вакуумного формования для получения листа для вакуумного формования, способа получения листа для вакуумного формования и способа получения формованного изделия с использованием листа для вакуумного формования.
Было обнаружили, что вымешанная смесь, которая содержит термопластичную смолу, порошок неорганического вещества и внутреннюю смазку, обладает превосходной формуемостью, даже когда она содержит большое количество порошка неорганического вещества, и таким образом из нее можно легко получить лист, а кроме того, возрастает способность листа следовать форме пресс-формы в ходе вакуумного формования, что решает задачу настоящего изобретения. Более конкретно, в настоящем изобретении обеспечивают следующее.
Первым аспектом настоящего изобретения является лист для вакуумного формования, который содержит термопластичную смолу, порошок неорганического вещества и внутреннюю смазку, при этом массовое соотношение термопластичной смолы и порошка неорганического вещества составляет от 55:45 до 30:70.
Вторым аспектом настоящего изобретения является исходный материал для листа для вакуумного формования, включающий вымешанную смесь, которая содержит термопластичную смолу, порошок неорганического вещества и внутреннюю смазку, при этом массовое соотношение термопластичной смолы и порошка неорганического вещества составляет от 55:45 до 30:70.
Третьим аспектом настоящего изобретения является способ получения листа для вакуумного формования, включающий стадию формования, на которой получают формованный лист путем формования вымешанной смеси, которая содержит термопластичную смолу, порошок неорганического вещества и внутреннюю смазку, при этом массовое соотношение термопластичной смолы и порошка неорганического вещества составляет от 55:45 до 30:70.
Четвертым аспектом настоящего изобретения является способ получения формованного изделия, в котором лист для вакуумного формования по первому аспекту настоящего изобретения отформовывают путем обработки вакуумным формованием.
Согласно настоящему изобретению, обеспечивают лист для вакуумного формования, который легко формуется, обладает способностью следовать форме пресс-формы в ходе вакуумного формования и содержит большое количество порошка неорганического вещества, исходный материал для листа для вакуумного формования для получения листа для вакуумного формования, способ получения листа для вакуумного формования и способ получения формованного изделия с использованием листа для вакуумного формования.
Краткое описание чертежей
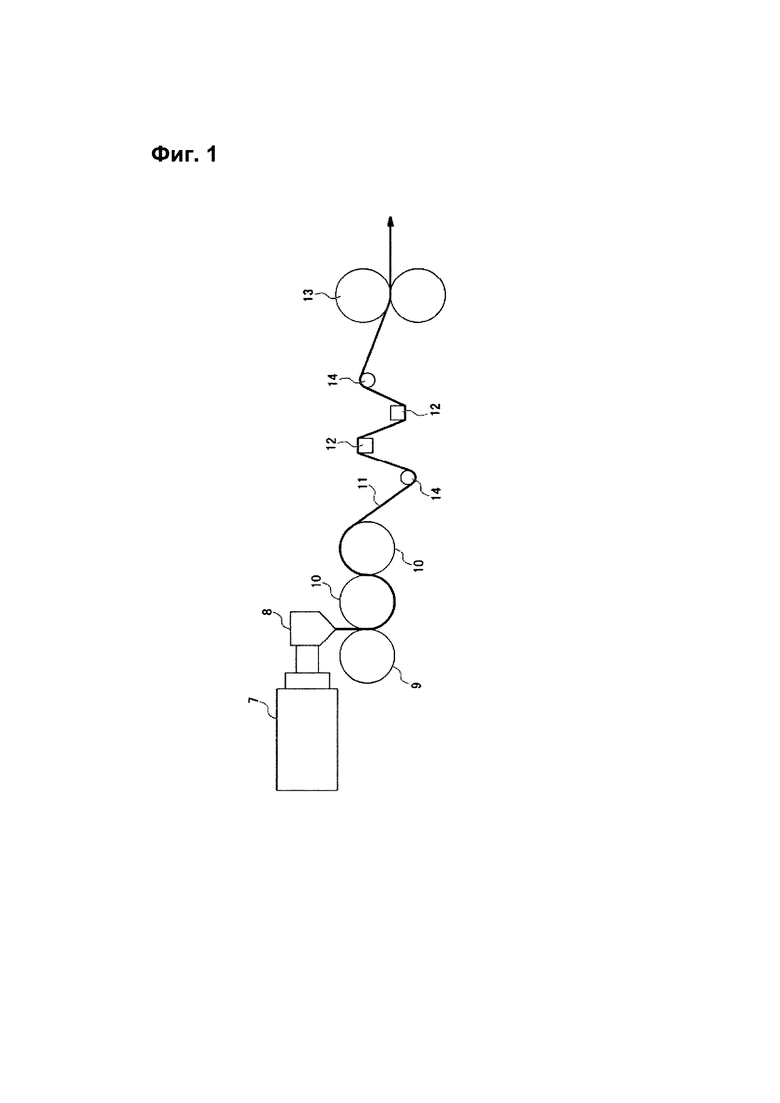
На Фиг. 1 схематически показан способ получения листа для вакуумного формования по настоящему изобретению.
Предпочтительный режим реализации изобретения
Далее подробно описаны воплощения настоящего изобретения. Однако необходимо отметить, что настоящее изобретение не ограничено приведенными ниже воплощениями и его можно выполнять с изменениями, находящимися в объеме области защиты настоящего изобретения.
Лист для вакуумного формования в первом аспекте настоящего изобретения характеризуется тем, что содержит термопластичную смолу, порошок неорганического вещества и внутреннюю смазку, при этом массовое соотношение термопластичной смолы и порошка неорганического вещества составляет от 55:45 до 30:70.
В качестве термопластичной смолы можно использовать либо кристаллическую термопластичную смолу, либо некристаллическую термопластичную смолу. Например, можно использовать одну или более термопластичных смол, выбранных из группы, состоящей из олефиновых смол, таких как полиэтилен и полипропилен, виниловых смол, таких как поливинилхлорид и полистирол, и полиэфирных смол, таких как полиэтилентерефталат и полибутилентерефталат. Особенно предпочтительными являются кристаллические термопластичные смолы, и среди них предпочтительно выбирают олефиновую смолу.
Более того, предпочтительно используют полиэтиленовую смолу высокой плотности, с точки зрения простоты получения листа. К тому же, твердую смолу, такую как полистирол, также можно использовать в сочетании с вышеуказанной полиэтиленовой смолой для улучшения ударной прочности листа.
В качестве порошка неорганического вещества, используемого в настоящем изобретении, без особых ограничений можно использовать порошки неорганических веществ, которые добавляют в качестве наполнителя в обычный пластмассовый продукт. Примеры таких наполнителей могут включать соединения металлов, такие как оксид металла, гидроксид металла, карбонат металла, и слоистые соединения. Среди них предпочтительно использовать карбонат кальция, оксид титана, диоксид кремния, глину, тальк, каолин, гидроксид алюминия и т.п.К тому же, два или более из них можно выбирать и смешивать для использования. Поверхность этих порошков неорганических веществ можно заранее модифицировать в соответствии с обычным способом для улучшения способности диспергироваться в листе.
Средний диаметр частиц порошка неорганического вещества, используемого в настоящем изобретении, предпочтительно составляет 0,5 мкм или более и более предпочтительно 2 мкм или более. Средний диаметр частиц порошка неорганического вещества также предпочтительно составляет 20 мкм или менее и более предпочтительно 15 мкм или менее. Когда частицы порошка неорганического вещества являются слишком мелкими, значительно возрастает вязкость при вымешивании с термопластичной смолой, и трудно получить лист. Чтобы не создавать проблем при получении листов, предпочтительно средний диаметр частиц вышеуказанного порошка неорганического вещества составляет 0,5 мкм или более. Напротив, когда частицы порошка неорганического вещества являются крупными, поверхность листа становится шероховатой, что в некоторых случаях портит внешний вид формованного изделия. С точки зрения внешнего вида формованного изделия, предпочтительно средний диаметр частиц вышеуказанного порошка неорганического вещества составляет 20 мкм или менее. Более того, чтобы не испортить внешний вид формованного изделия, для предотвращения отделения крупных частиц порошка неорганического вещества от поверхности листа, предпочтительно крупные частицы диаметром 50 мкм или более отсутствуют в его распределении частиц по диаметру.
Диаметр частиц порошка неорганического вещества в настоящем изобретении является численным значением, измеренным методом определения размеров частиц по воздухопроницаемости.
В листе для вакуумного формования по настоящему изобретению массовое отношение вышеуказанной термопластичной смолы к вышеуказанному порошку неорганического вещества предпочтительно составляет 55:45, то есть 55/45 или менее, и более предпочтительно 50:50, то есть 50/50 или менее. К тому же, вышеуказанное массовое отношение предпочтительно составляет 30:70 или более и более предпочтительно 40:60, то есть 40/60 или более. Предпочтительно процентное содержание добавляемого неорганического вещества является более высоким, так как уменьшается воздействие на окружающую среду. Однако, в интервале, в котором процентное содержание добавляемого порошка неорганического вещества является высоким, по мере уменьшения массового отношения термопластичной смолы к порошку неорганического вещества, прочность формованного изделия, полученного из листа для вакуумного формования, обычно уменьшается. Например, предпочтительно массовое отношение термопластичной смолы к порошку неорганического вещества составляет 30/70 или более, поскольку можно поддерживать требуемую прочность формованного изделия. К тому же, когда по мере уменьшения массового отношения термопластичной смолы к порошку неорганического вещества, процентное содержание порошка неорганического вещества увеличивается, количество требуемой внутренней смазки должно возрастать. Когда данное количество возрастает, как описано, легко возникают проблемы, например, липкость поверхности листа для вакуумного формования. Поэтому предпочтительно массовое отношение термопластичной смолы к порошку неорганического вещества составляет 30/70 или более, поскольку можно обеспечить достаточную формуемость листа и его способность следовать форме пресс-формы в ходе вакуумного формования без чрезмерного увеличения содержания внутренней смазки.
В случае обычного листа, не содержащего внутренней смазки, было трудно увеличить содержание порошка неорганического вещества выше 60/40 в массовом отношении, описанном выше. Было обнаружено, что при наполнении термопластичной смолы порошком неорганического вещества вместе с внутренней смазкой можно обеспечить высокое содержание порошка неорганического вещества в листе и, одновременно, можно повысить способность листа следовать форме пресс-формы в ходе вакуумного формования, причем эту способность следовать форме пресс-формы можно определить посредством коэффициента удлинения, измеренного при высокой температуре. Необходимо отметить, что коэффициент удлинения при высокой температуре представляет собой коэффициент удлинения, измеренный в соответствии с JIS К7127-1999, и в настоящей заявке температура составляет 120°С.
При условии, что внутренняя смазка по настоящему изобретению является соединением, которое остается внутри пленки и может уменьшать трение порошка неорганического вещества, данное соединение не ограничено особым образом. Его примеры могут включать воски на основе углеводородов, такие как полиэтиленовый воск, парафиновый воск и парафиновое масло; высшие спирты, такие как стеариловый спирт, цетиловый спирт и кокосовый спирт; жирные кислоты, такие как стеариновая кислота и гидроксистеариновая кислота; металлсодержащие мыла, такие как стеарат кальция, стеарат цинка, стеарат магния и стеарат свинца; алифатические амиды, такие как амид лауриновой кислоты, амид бегеновой кислоты, амид олеиновой кислоты и амид этиленбисстеариновой кислоты, алифатические сложные эфиры, такие как моноглицерид бегеновой кислоты, моноглицерид олеиновой кислоты, моноглицерид стеариновой кислоты, бутилстеарат и триглицерид гидроксистеариновой кислоты и т.п. Предпочтительными среди этих соединений являются одно или более чем одно, выбранное из группы, состоящей из жирных кислот, металлсодержащих мыл, алифатических амидов и алифатических сложных эфиров спиртов, с точки зрения формования листа надлежащей толщины.
Лист для вакуумного формования по настоящему изобретению содержит вышеуказанную внутреннюю смазку, предпочтительно в количестве 0,5 масс, частей или более по отношению к общему количеству 100 масс, частей термопластичной смолы и вышеуказанного порошка неорганического вещества и более предпочтительно 2 масс, части или более. С другой стороны, количество вышеуказанной внутренней смазки, содержащейся в листе для вакуумного формования, предпочтительно составляет 5,0 масс, частей или менее и более предпочтительно 4 масс, частей или менее. Более низкое содержание внутренней смазки ухудшает формуемость листа, и содержание порошка неорганического вещества, как правило, нельзя увеличить. Предпочтительно количество внутренней смазки, содержащейся в листе для вакуумного формования, составляет 0,5 масс, частей или более по отношению к общему количеству 100 масс, частей термопластичной смолы и порошка неорганического вещества, поскольку содержание порошка неорганического вещества можно увеличивать и количество используемой термопластичной смолы можно уменьшать. Напротив, более высокое содержание внутренней смазки, как правило, легко приводит к выделению внутренней смазки на поверхности листа. Предпочтительно количество внутренней смазки составляет 5,0 масс, частей или менее по отношению к общему количеству 100 масс, частей термопластичной смолы и порошка неорганического вещества, поскольку, например, можно предотвращать липкость поверхности листа для вакуумного формования.
Когда содержание порошка неорганического вещества повышено, обычные листы для вакуумного формования становятся твердыми и хрупкими при нормальных условиях производства, что ухудшает обрабатываемость, и дальнейшая обработка способом вакуумного формования становится невозможной или чрезвычайно трудной. Хотя лист для вакуумного формования по настоящему изобретению сильно заполнен порошком неорганического вещества, он может быть отформован с помощью добавления внутренней смазки вместе с порошком неорганического вещества.
Лист для вакуумного формования также должен обладать способностью следовать форме пресс-формы в ходе вакуумного формования. Чтобы формовать, например, контейнеры, предпочтительно иметь возможность формировать контейнеры различной глубины из листа для вакуумного формования. В случае обработки с вытяжкой, обработку, при которой глубину цилиндрического контейнера обеспечивают больше диаметра цилиндра или глубину квадратной трубы больше размера ребра, называют «обработкой с глубокой вытяжкой». Для того, чтобы обеспечивать такую обработку с глубокой вытяжкой, легкость деформации является важным фактором при выборе листа для вакуумного формования.
В результате исследования ограничений глубокой вытяжки, в пределах которых можно выполнять вакуумное формование на листе, который сильно заполнен порошком неорганического вещества, было обнаружено, что когда коэффициент удлинения при 120°С составляет 330% в направлении перемещения листа (направление обработки) и 120% в направлении, перпендикулярном направлению перемещения (поперечное направление), можно выполнять глубокую вытяжку с глубиной от 70 до 80 см, что полагают общим ограничением на глубину формования листа.
Было обнаружено, что глубина, до которой можно выполнять вакуумное формование, составляла почти половину от численного значения коэффициента удлинения при 120°С. Например, так как существуют даже небольшие лотки с глубиной 10 мм или менее для кондитерских изделий, коэффициент удлинения при 120°С листа для вакуумного формования по настоящему изобретению соответствующим образом составляет 20% или более как в направлении обработки, так и поперечном направлении, и данный коэффициент удлинения измеряют согласно JIS К7127-1999, и более предпочтительно он составляет 70% или более. В частности, когда коэффициент удлинения при 120°С листа для вакуумного формования составляет 70% или более, способность листа следовать форме пресс-формы в ходе вакуумного формования дополнительно повышается, лист может принимать более сложные формы и может возрастать стойкость к условиям обработки.
Помимо термопластичной смолы, порошка неорганического вещества и внутренней смазки, упомянутых выше, один или более вспомогательных агентов, выбранных, например, из антиоксидантов, поглотителей ультрафиолетового (УФ) излучения, красящих пигментов, антистатических агентов и огнезащитных добавок, можно добавлять в лист для вакуумного формования по настоящему изобретению, не отклоняясь от целей.
В качестве антиоксидантов, например, можно использовать антиоксиданты на основе фосфора, антиоксиданты на основе фенола и антиоксиданты на основе пентаэритритола. Предпочтительно используют антиоксиданты на основе фосфора, более конкретно, такие как сложные эфиры фосфористой кислоты и сложные эфиры фосфорной кислоты. Примеры сложных эфиров фосфористой кислоты включают сложные триэфиры, сложные диэфиры и сложные моноэфиры фосфористой кислоты, такие как трифенилфосфит, триснонилфенилфосфит и трис(2,4-дитретбутилфенил)фосфит и т.п.
Сложные эфиры фосфорной кислоты включают триметилфосфат, триэтилфосфат, трибутилфосфат, триоктилфосфат, трифенилфосфат, трикрезилфосфат, трис(нонилфенил)фосфат, 2-этилфенилдифенилфосфат и т.п. Эти антиоксиданты на основе фосфора можно использовать по отдельности или два или более из них можно использовать в сочетании.
Примерами антиоксидантов на основе фенола являются α-токоферол, бутилгидрокситолуол, синапиловый спирт, витамин Е, н-октадецил-3-(3,5-дитретбутил-4-гидроксифенил)пропионат, 2-третбутил-6-(3'-третбутил-5'-метил-2'-гидроксибензил)-4-метилфенилакрилат, 2,6-дитретбутил-4-(N,N-диметиламинометил)фенол, диэтиловый эфир 3,5-дитретбутил-4-гидроксибензилфосфоната и тетракис[3-(3,5-дитретбутил-4-гидроксифенил)пропионилоксиметил]метан и т.п., и их можно использовать по отдельности или два или более из них можно использовать в сочетании.
Поглотители УФ могут включать соединения бензотриазола, соединения триазина, соединения бензофенона и подобные соединения, и красящие пигменты могут включать сажу, диоксид титана, разнообразные органические красители, металлические пигменты и подобные соединения.
Средняя толщина листа для вакуумного формования по настоящему изобретению не ограничена особым образом, и она может быть выбрана в зависимости от формы и применения получаемых формованных изделий. Однако, с точки зрения легкости обработки, средняя толщина листа предпочтительно составляет 0,15 мм или более, более предпочтительно 0,20 мм или более, и средняя толщина листа предпочтительно составляет 4 мм или менее и более предпочтительно 1 мм или менее. При меньшей средней толщине листа для вакуумного формования в большинстве случаев прочность формованного изделия, полученного из данного листа для вакуумного формования, является недостаточной, а при большей толщине в большинстве случаев получают недостаточную формуемость листа и способность следовать форме пресс-формы. Когда средняя толщина листа для вакуумного формования больше 0,15 мм, можно сохранять прочность формованного изделия, а когда средняя толщина меньше 4 мм, возрастает способность следовать форме пресс-формы и улучшается стойкость к обработке вакуумным формованием.
При точном определении средней толщины листа для вакуумного формования в настоящем изобретении, с помощью циферблатного микрометра, который может оказывать постоянное давление, измеряют толщину на внутренних 10 точках, полученных, когда отрезок прямой, проходящий через центр в направлении ширины листа и перпендикулярно направлению ширины, делят на 11 частей, и среднюю толщину определяют путем вычисления среднего из полученных значений.
Лист для вакуумного формования по настоящему изобретению можно получить, используя такие средства, как каландрирование, экструзия, раздув, которые обычным образом используют для многих целей. Например, термопластичную смолу и порошок неорганического вещества непосредственно помещают в двухшнековый экструдер, и их можно непрерывно вымешивать и формовать с получением листа, или их помещают в двухшнековый экструдер и вымешивают с получением сперва исходного материала для листа для вакуумного формования, такого как гранулы (промежуточный продукт), и этот исходный материал можно затем поместить, например, в другую формовочную машину и формовать с получением листа.
Второй аспект настоящего изобретения, исходный материал для листа для вакуумного формования, включает вымешанную смесь, которая содержит термопластичную смолу, порошок неорганического вещества и внутреннюю смазку, при этом массовое соотношение термопластичной смолы и порошка неорганического вещества составляет от 55:45 до 30:70, и форма исходного материала не ограничена особым. Например, исходный материал может находиться в различных формах, таких как гранулы, хлопья или шарики.
Среди вышеуказанных способов предпочтительным является способ получения путем формования экструзией из расплава, учитывая производительность, механические характеристики получаемого листа для вакуумного формования, легкость регулирования толщины пленки, применимость к различным смолам и воздействие на окружающую среду, и т.п. Среди них предпочтительно получать лист для вакуумного формования путем формования экструзией с использованием Т-образной экструзионной головки.
В настоящем изобретении необработанный лист, полученный с использованием таких средств, как каландрирование, экструзия и раздув, называют формованным листом. Вышеуказанный формованный лист можно непосредственно использовать в качестве листа для вакуумного формования и в этом случае формованный лист и лист для вакуумного формования не отличаются. Для получения конечного продукта, то есть листа для вакуумного формования, вышеуказанный формованный лист можно подвергать различным типам обработки, таким как декорирование печатью, поверхностная обработка, механическая обработка и ламинирование с другим листом. Эти типы предварительной обработки можно сочетать.
При этом, поверхностная обработка должна обеспечивать поверхность листа для вакуумного формования функциональными группами, и ее можно выполнять на обеих сторонах или на одной стороне, в зависимости от целей. В качестве поверхностной обработки известны, например, придание гидрофильных свойств, придание гидрофобных свойств и наделение свойствами газового барьера, и другие многочисленные типы обработки, и среди них можно подходящим образом выбрать способ обеспечения требуемой функцией листа для вакуумного формования.
Также было обнаружено, что посредством выполнения в качестве механической обработки описанной ниже стадии гибки вышеуказанного формованного листа можно неожиданно придать достаточную пластичность твердому и хрупкому формованному листу и, следовательно, можно улучшить стойкость к условиям последующей обработки вакуумным формованием.
В настоящем изобретении обеспечивают стадию, на которой длинный твердый объект, такой как прут, пластина или балка, прижимают к поверхности вышеуказанного формованного листа, так что объект в направлении своей длины пересекает направление перемещения листа (направление обработки, направление НО), чтобы изогнуть вышеуказанный формованный лист. При этом, предпочтительно прикладывать нагрузку в состоянии, в котором вышеуказанный формованный лист гнут и сгибают, к участку соприкосновения объекта с формованным листом путем относительного перемещения вышеуказанного объекта и вышеуказанного формованного листа.
В настоящем изобретении обработку гибкой выполняют на лицевой поверхности или на обратной поверхности формованного листа по меньшей мере один раз. Обработку гибкой можно выполнять либо только на лицевой поверхности или на обратной поверхности формованного листа, либо на обеих поверхностях. Однако обработку гибкой только на одной стороне формованного листа необходимо проводить осторожно, поскольку может происходить коробление. С точки зрения предотвращения коробления, предпочтительно выполнять обработку гибкой на обеих сторонах листа.
Когда обработку гибкой выполняют как на лицевой поверхности, так и на обратной поверхности листа, обработку гибкой можно непрерывно выполнять на лицевой поверхности и на обратной поверхности, или обработку гибкой вначале выполняют либо на лицевой поверхности, либо на обратной поверхности, и затем можно выполнять обработку гибкой на поверхности с другой стороны. К тому же, сперва формованный лист наматывают вокруг валка с получением первоначального рулона из листа, и затем можно выполнять обработку гибкой на первоначальном рулоне из листа, или можно непрерывно выполнять получение и обработку гибкой формованного листа.
Твердый объект в настоящем изобретении приводят в контакт с формованными листами различной ширины и прижимают к формованным листам при фиксированном давлении прижима, и таким образом эффективно используют длинный элемент. В частности, можно использовать элемент в форме, например, прута, пластины или балки. Когда используют элемент в форме пластины, элемент используют как деталь для прижатия концов. Чтобы приложить постоянное давление к местам в направлении ширины формованного листа, предпочтительно, чтобы длина твердого объекта в продольном направлении была намного больше, чем в направлении ширины формованного листа (поперечном направлении), и объект должен быть расположен так, чтобы пересекать направление перемещения формованного листа. При этом предпочтительно, чтобы продольное направление твердого объекта было перпендикулярно или почти перпендикулярно направлению перемещения формованного листа для приложения постоянного давления прижима к местам в направлении ширины формованного листа. Хотя угол между продольным направлением твердого объекта и направлением перемещения формованного листа предпочтительно является прямым, данный угол может составлять, например, ± 20 градусов от перпендикуляра, предпочтительно ± 10 градусов и более предпочтительно ± 5 градусов.
Материал твердого объекта в настоящем изобретении не ограничен особым образом, и его можно выбирать из хорошо известных материалов, в зависимости от целей. Его примеры могут включать, но особенно не ограничены перечисленным, различные металлические материалы, такие как нержавеющая сталь, и армированный волокном полимер и т.п. Чтобы приложить постоянное и однородное напряжение в направлении ширины формованного листа, предпочтительно выбирать материал с высокой твердостью в качестве материала твердого объекта.
Форма поперечного сечения твердого объекта в настоящем изобретении, если смотреть в продольном направлении, не ограничена особым образом и может представлять собой круг, эллипс, треугольник, квадрат, другие многоугольники и т.п.В случае формы треугольника, квадрата или других многоугольников, обработку гибкой можно выполнять два раза или более, в то же время используя один твердый объект.
Более того, предпочтительно, чтобы форма поперечного сечения участка соприкосновения вышеуказанного твердого объекта и формованного листа имела остроугольную часть до такой степени, чтобы лист не разрушался, или имела часть R с небольшим радиусом кривизны. Достаточное нормальное усилие (сила, приложенная в направлении толщины листа) может быть приложено к формованному листу путем принятия формы участка соприкосновения твердого объекта с формованным листом, как описано выше, и, следовательно, обрабатываемость формованного листа и способность его следовать форму пресс-формы улучшаются.
Когда процесс гибки выполняют при вытягивании формованного листа и одновременно создании изогнутого состояния на участке соприкосновения с твердым объектом, можно улучшить прочность и удлинение при разрыве формованного листа, который содержит большое количество наполнителя. Считается, что когда большое нормальное усилие действует при контакте с твердым объектом в процессе, в котором внутри формованного листа действует растягивающее напряжение, нормальное напряжение действует в направлении толщины формованного листа и, следовательно, сдвиговое напряжение возникает в направлении перемещения листа для релаксации внутренней структуры листа.
При обработке гибкой по настоящему изобретению можно использовать один вышеуказанный твердый объект или два или более твердых объекта также можно использовать одновременно.
Далее способ получения листа для вакуумного формования по настоящему изобретению описан более подробно со ссылкой на Фиг. 1. Однако необходимо отметить, что настоящее изобретение не ограничено представленным воплощением. Вышеописанные материалы помещают в месильный экструдер 7, оборудованный двумя шнеками, при заданном соотношении компонентов смеси, нагревают, плавят и вымешивают. Используя двухшнековый месильный экструдер, обеспечивают сильное сдвиговое усилие для воздействия на сырье, которое загружено в месильный экструдер, и компоненты можно равномерно диспергировать. Материалы, загруженные в месильный экструдер 7, в расплавленном состоянии подают между прижимным валком 9 и вытяжным валком 10 из Т-образной экструзионной головки 8 с образованием продукта в форме листа, который сформован в лист с получением формованного листа 11. Толщину формованного листа 11 можно при необходимости регулировать путем регулирования скорости как прижимного валка 9, так и вытяжного валка 10, а также зазора между обоими валками.
Длинные твердые объекты 12, закрепленные на горелке не показана, расположены перед вытяжным валком 10, и формованный лист 11 вводят между ними. Намоточный валок 13 расположен перед твердым объектом 12, и формованный лист 11 вытягивают в направлении, показанном стрелкой, путем вращения намоточного валка 13. Спереди и сзади от твердого объекта 12 можно обеспечить направляющие валки 14.
Длинные твердые объекты 12 расположены так, что в своем продольном направлении они пересекают направление перемещения формованного листа 11, и направление движения формованного листа 11 изменяется под углом, под которым формованный лист 11 сгибается в части, прижимаемой твердыми объектами 12. На Фиг. 1 форма поперечного сечения твердых объектов 12 представляет собой квадрат, и формованный лист 11 сгибается на двух угловых частях твердого объекта 12 с изменением направления его движения.
На Фиг. 1 нормальное усилие и сдвиговое напряжение, обеспеченные с помощью твердых объектов 12, действующих на формованный лист 11, усиливают с помощью растягивающего напряжения, действующего на формованный лист 11, благодаря разнице скоростей, создаваемой увеличением скорости вращения намоточного валка 13 по сравнению со скоростью вращения вытяжного валка 10.
Скорости вращения вытяжного валка 10 и намоточного валка 13 и их отношение предпочтительно выбирают с учетом величины напряжения, действующего на формованный лист 11. К тому же, когда формованный лист, вытягиваемый из выхода экструзионных головок экструдера, непосредственно подвергают обработке гибкой, требуется выбирать скорость намоточного валка в зависимости от скорости вытягивания из выхода экструзионных головок.
В качестве интервала разницы между скоростями вращения вытяжного валка 10 и намоточного валка 13 требуется выбрать оптимальную разницу в скоростях вращения, в зависимости от истории формованного листа, подвергаемого обработке гибкой (такие условия, которые справедливы после формования экструзией и сохраняются в течение долгого периода времени).
На Фиг. 1 формованный лист после вышеуказанной стадии гибки можно сначала непосредственно намотать на валок с получением первоначального рулона из листа, или формованный лист можно непосредственно непрерывно ввести в хорошо известную вытяжную машину (не показана) и вытянуть с получением первоначального рулона из листа.
Как описано выше, хотя преимущественно было описано движение первоначального формованного листа в направлении перемещения, также возможен случай, при котором формованный лист закрепляют, а твердый объект перемещают, чтобы наложить растягивающее напряжение внутри листа.
Различные характеристики, такие как кажущаяся плотность конечного продукта, листа для вакуумного формования, можно регулировать в требуемом интервале путем вытягивания формованного листа после стадии гибки либо в направлении его перемещения, либо в направлении ширины, либо в обоих направлениях.
Лист для вакуумного формования по настоящему изобретению отформовывают путем вакуумного формования, в зависимости от назначения продуктов. В процессе вакуумного формования вначале лист для вакуумного формования по настоящему изобретению размягчают нагревом с помощью нагревательного средства, такого как нагреватель, затем обеспечивают возможность прилипания пресс-формы к листу, после этого воздух между пресс-формой и листом откачивают с помощью вакуумного насоса, лист прижимают к пресс-форме с использованием атмосферного давления, и непосредственно охлаждают и отверждают с получением формы и, наконец, формованное изделие вынимают из пресс-формы. Перед формованием лист можно предварительно нагреть до температуры ниже температуры, при которой лист деформируется.
Примеры формованных изделий, которые можно получить из листа для вакуумного формования по настоящему изобретению, включают чашки, лотки для деталей, поддоны для перевозки, полимерные покрытия, подносы, пищевые упаковки, горшки, контейнеры, миски, спойлеры простой формы и обтекатели для мотоциклов и т.п., и формованные изделия не ограничены этим перечнем, и их можно широко применять для различных продуктов.
Примеры
Настоящее изобретение ниже описано более подробно на его примерах. Однако необходимо отметить, что настоящее изобретение не ограничено этими примерами.
Пример 1
Полиэфирную смолу высокой плотности с массовой скоростью текучести расплава (СТР), указанной в таблице 1, и порошок карбоната кальция со средним диаметром частиц (d50), составляющим 2,2 мкм, который не содержит частиц диаметром 45 мкм или более, смешивали в массовом отношении 20:80 и дополнительно добавляли стеарат магния в количестве 1, 3 и 5 масс. % к обоим сырьевым материалам. Вышеуказанную смесь вымешивали с использованием небольшого двухшнекового месильного экструдера, оборудованного Т-образной экструзионной головкой (изготовитель TECHNOVEL CORPORATION), при заданной температуре, составляющей 220°С, и непосредственно формовали с получением листа (средняя толщина 200 мкм).
Отслеживали ток нагрузки при вымешивании, протекающий через небольшой двухшнековый месильный экструдер, и давление смолы и фактическую температуру смолы в течение вымешивания. По мере возрастания тока, давления смолы и температуры смолы при вымешивании, формование экструзией становится затруднительным, толщина формованного листа становится неоднородной, и прочность и коэффициент удлинения также уменьшаются и, таким образом, формованный лист не имеет надлежащей формы листа. Поэтому трудность формования можно определить с помощью характеристик при вымешивании. Численные значения, определенные с помощью экспериментов, сведены в таблицу 1.
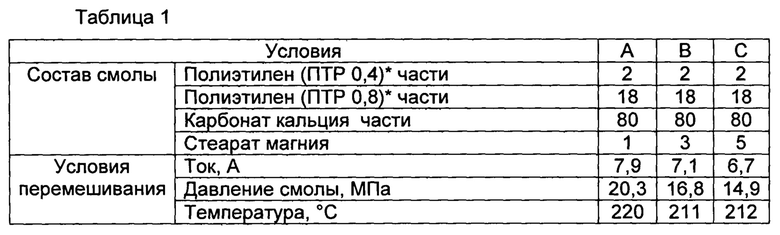
Как можно видеть из приведенной выше таблицы, по мере увеличения процентного содержания добавляемого стеарата магния, формование экструзией становилось легче, и однородность формованного листа улучшалась. Даже при изменении количества карбоната кальция в смеси, эта тенденция совсем не изменяется.
Примеры 2-4
Полиэтиленовую смолу высокой плотности с массовой скоростью текучести расплава, составляющей 0,8 г/10 мин, и порошок карбоната кальция, используемый в примере 1, смешивали в заданном массовом отношении, указанном в таблице 2, и добавляли стеарат магния в количестве 3 масс, части по отношению к 100 масс, частям обоих сырьевых материалов. Используя вышеуказанные сырьевые материалы, формование выполняли прямым способом таким же образом, как и в примере 1. Формованный лист вытягивали в вытяжной валок (90°С) из выхода экструзионных головок и затем немедленно наматывали на намоточный валок (30°С) и, в то же время, скорости вращения вытяжного валка и намоточного валка устанавливали на уровне 1,75 м/мин. Средняя толщина полученного листа для вакуумного формования составляла 200 мкм.
Сравнительные примеры 1-3
Лист формовали таким же образом, как и в примерах 2, 3 и 4, за исключением того, что полиэтиленовую смолу высокой плотности и порошок карбоната кальция смешивали в соотношении компонентов, указанном в таблице 2, с получением листа для вакуумного формования со средней толщиной 200 мкм.
Оценка прочности и относительного удлинения листа
Из полученных как указано выше листов для вакуумного формования вырезали опытные образцы полосок шириной 15 мм, имеющих длинную сторону, ориентированную в направлении перемещения (направлении обработки, НО) при получении листа, и в перпендикулярном этому направлении (поперечном направление, ПН), и проводили испытания на растяжение с использованием прибора для испытаний на растяжение, оборудованного ячейкой нагружения до 1000 Н (изготовитель A&D Company, Limited), при 120°С при скорости растяжения 500 мм/мин для измерения прочности и коэффициента удлинения при разрыве образцов.
Примечание: Массовая скорость текучести расплава
В описании значения массовой скорости текучести расплава представляют собой значения, измеренные согласно стандарту JIS К7210:1999 «Пластмассы - определение массовой скорости текучести расплава (СТР) термопластичных смол» (температура испытания 190°С).
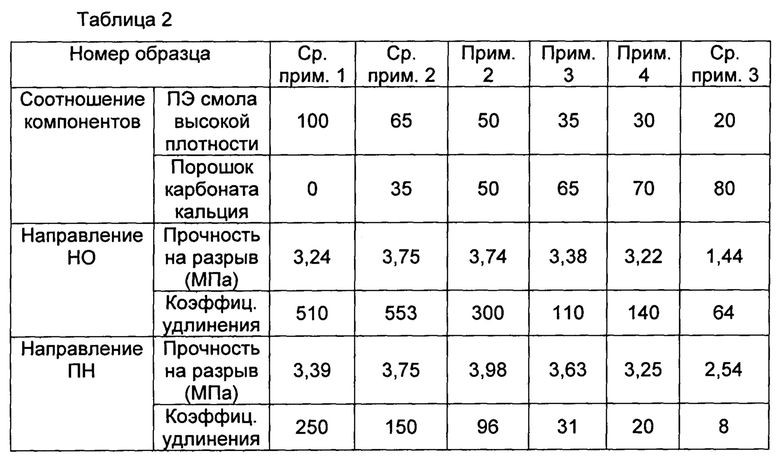
Согласно таблице 2, в сравнительном примере 3, в котором массовое соотношение полиэтиленовой смолы высокой плотности и порошка карбоната кальция составляло 20:80, коэффициент удлинения при 120°С в поперечном направлении составлял 8%. Поскольку для листа для вакуумного формования требовался коэффициент удлинения, составляющий 20% или более, лист для вакуумного формования в сравнительном примере 3 не удовлетворял этому требованию.
Напротив, в примерах 2-4 продукты, реализованные по настоящему изобретению, имели коэффициент удлинения, составляющий 20% или более. В частности, в примере 2 коэффициент удлинения при 120°С составлял 96% как в продольном, так и в поперечном направлениях, и по оценке, полученный в этом примере лист имеет хорошую формуемость, например, способность следовать форме пресс-формы, также и в случае вакуумного формования с глубокой вытяжкой. Сравнительные примеры 1 и 2 удовлетворяют требованиям как к формуемости при получении листа, так и к формуемости при выполнении вакуумного формования, однако задача, поставленная в настоящем изобретении, не может быть решена в отношении воздействия на окружающую среду из-за высокого содержания термопластичной смолы.
Пример 5
Полиэтиленовую смолу высокой плотности (массовая скорость текучести расплава = 0,8 г/10 мин) и порошок карбоната кальция со средним диаметром частиц (d50), составляющим 2,2 мкм, который не содержит частиц диаметром 45 мкм или более, смешивали в массовом отношении 45:55 и дополнительно добавляли стеарат магния в количестве 3 масс. % к обоим сырьевым материалам. Полученную смесь перемешивали и вымешивали с использованием двухшнекового экструдера с параллельным вращением шнеков, оборудованного Т-образной экструзионной головкой, и непосредственно формовали с получением листа для вакуумного формования со средней толщиной 400 мкм.
Этот лист (коэффициенты удлинения при 120°С составляют 330% в продольном направлении и 120% в поперечном направлении) формовали с использованием вакуум-формовочной машины, изготовленной Seikosangyo Co., Ltd (Forming 480), при температуре атмосферы, составляющей от 200 до 230°С, с использованием матрицы для получения контейнера глубиной 24 мм. Матрица показывала достаточную воспроизводимость формованных продуктов, и результаты были хорошими.
Пример 6
Лист для вакуумного формования толщиной 400 мкм, полученный при тех же условиях, что и в примере 5, формовали с использованием той же вакуум-формовочной машины, при тех же условиях, что и в примере 5, используя испытательную матрицу глубиной 73 мм. Матрица показывала достаточную воспроизводимость формованных продуктов, и результаты были хорошими.
Обозначения на чертеже
11 Формованный лист
12 Твердый объект
Группа изобретений относится к листу для применения в вакуумном формовании, к исходному материалу для листа, к способу его получения и к способу получения формованного изделия. Лист можно легко отформовать и он показывает высокую способность следовать форме пресс-формы в ходе вакуумного формования. Лист имеет высокое содержание порошка неорганического вещества; содержащего соединение металла, термопластичную смолу и внутреннюю смазку, где массовое соотношение термопластичной смолы и порошка неорганического вещества составляет от 55:45 до 30:70. Исходный материал для листа включает вымешанную смесь из ингредиентов с заданным их соотношением. Способ получения листа для вакуумного формования и способ получения формованного изделия с использованием листа для вакуумного формования включают получение формованного листа и его обработку путем вакуумного формования. Предпочтительно, лист для применения в вакуумном формовании имеет коэффициент удлинения, составляющий 20% или более при 120°С, измеренный согласно JIS К7127-1999, в направлении, перпендикулярном направлению перемещения листа (т.е. в поперечном направлении, ПН), и в направлении перемещения листа (т.е. в направлении обработки, НО) при производстве листа. Технический результат, достигаемый при использовании группы изобретений, заключается в том, чтобы обеспечить точное воспроизведение внутренней формы пресс-формы при вакуумном формовании листа с заданными ингредиентами и хорошую формуемость листа при большом количестве порошка неорганического вещества. 4 н. и 8 з.п. ф-лы, 1 ил., 2 табл., 6 пр.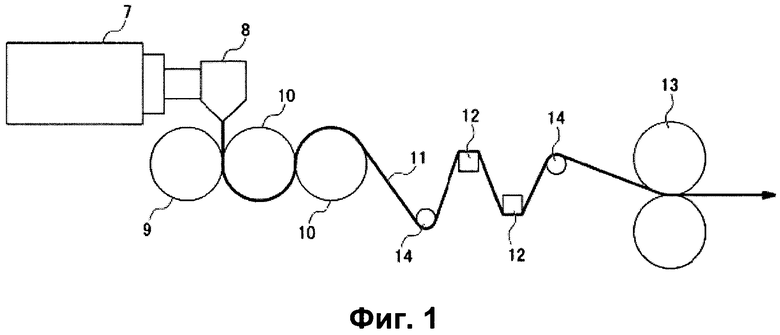
1. Лист для вакуумного формования, который содержит термопластичную смолу, порошок неорганического вещества, содержащий соединение металла, и внутреннюю смазку, где массовое соотношение термопластичной смолы и порошка неорганического вещества составляет от 55:45 до 30:70.
2. Лист для вакуумного формования по п. 1, коэффициент удлинения которого при 120°С, измеренный согласно JIS К7127-1999, составляет 20% или более в направлении, перпендикулярном направлению перемещения листа (в поперечном направлении, ПН), и в направлении перемещения листа (в направлении обработки, НО) при производстве листа.
3. Лист для вакуумного формования по п. 1 или 2, в котором внутренняя смазка содержит одно или более веществ, выбранных из группы, состоящей из жирных кислот, металлсодержащих мыл, алифатических амидов и алифатических сложных эфиров спиртов.
4. Лист для вакуумного формования по любому из пп. 1-3, в котором внутренняя смазка содержится в количестве, составляющем от 0,5 до 5,0 масс. частей по отношению к общему количеству 100 масс. частей термопластичной смолы и порошка неорганического вещества.
5. Исходный материал для листа для вакуумного формования, включающий вымешанную смесь, которая содержит термопластичную смолу, порошок неорганического вещества, содержащий соединение металла, и внутреннюю смазку, где массовое соотношение термопластичной смолы и порошка неорганического вещества составляет от 55:45 до 30:70.
6. Способ получения листа для вакуумного формования, включающий стадию формовки, на которой получают формованный лист путем формования вымешанной смеси, которая содержит термопластичную смолу, порошок неорганического вещества, содержащий соединение металла, и внутреннюю смазку, где массовое соотношение термопластичной смолы и порошка неорганического вещества составляет от 55:45 до 30:70.
7. Способ получения листа для вакуумного формования по п. 6, в котором вымешанная смесь включает исходный материал для листа для вакуумного формования по п. 5.
8. Способ получения листа для вакуумного формования по п. 6, в котором стадия формовки включает стадию экструзии вымешанной смеси, вымешанной с использованием двухшнекового экструдера.
9. Способ получения листа для вакуумного формования по любому из пп. 6-8, включающий стадию гибки, на которой в процессе движения формованного листа в направлении перемещения твердый объект прижимают к поверхности формованного листа, и формованный лист изгибают на участке соприкосновения для создания напряжения, действующего внутри формованного листа.
10. Способ получения листа для вакуумного формования по любому из пп. 6-9, в котором вымешанная смесь содержит внутреннюю смазку в количестве от 0,5 до 5,0 масс. частей по отношению к общему количеству 100 масс. частей термопластичной смолы и порошка неорганического вещества.
11. Способ получения формованного изделия, в котором лист для вакуумного формования по любому из пп. 1-4 отформовывают путем обработки вакуумным формованием.
12. Способ получения формованного изделия по п. 11, в котором содержание порошка неорганического вещества по отношению к содержанию термопластичной смолы (массовое отношение) составляет не менее 50/50.
| JP 2012218338 A, 12.11.2012 | |||
| US 20140100328 A1, 10.04.2014 | |||
| JP 5279507 A, 26.10.1993 | |||
| JP 11228777 A, 24.08.1999 | |||
| JP 6155689 A, 03.06.1994 | |||
| WO 2001090231 A, 29.11.2001 | |||
| RU 2012138349 A, 20.03.2014. |

