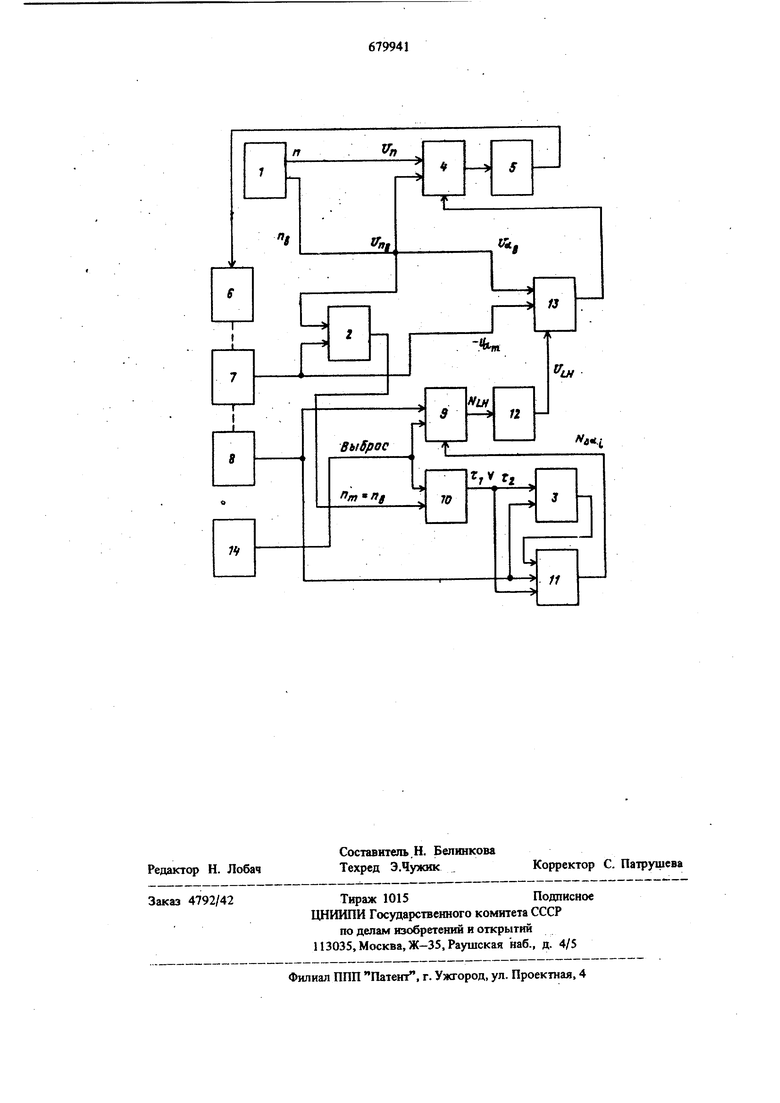
(54) УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ. ПРИВОДОМ сов, реверсивный счетчик 11, цифро-аналоговый преобразователь 12, сумматор 13 и датчик 14 контакта валков с металлом. Из блока 1 задания на входы коммутатора 4 в течение одного пропуска металла в валках, поступают задания скорости прокатки п и скорости выброса П.В момент захвата металла валками датчик 14 формирует сигнал Захват, по которому включается в работу счетчик 9. Коммутатор 4 подключает на вход блока управления 5 уставку Un- Происходит разгон привода 6 до скорости прокатки п. По сигналам, пост)шающим от фотодатчиков (на чертеже не показаны) и от датчика 8, счет чик иг,шульсов 9 вычисляет текущую длину : непрокатшетой части металла, код NLH которой преобразовагелем 12 преобразуется в напряженне ULJ-J, поступающее на вход сумматора 13. На другие входы сумматора 13 подаются напряже вм, снимаемые с выходов блока 1 и тэхоЕбнератора 7. С выхода блока 1 скима ется напряжение , пропорциональное угловому пути торможения привода б в процессе торможеши от заданной cKopocTii до остановки гфивода. С выхода тахогеяератора 7 снимается наолряжение U4,h, Щ)опорциональное угловому пути торможения главного привода в процессе торможения от достигнутой скорости до остановки привода. Таким образом, сумматор 13 непрерывно сопоставляет величину углового пути, проходи мого 11р шодом 6 в процессе торможения от скорости Птг до скорости п , с текущей длиной непрокатанной части металла, вьфаженной через угол поворота главного привода. В момент ърегАеня, когда имеет место равенство ULH-UJ + О, сумматор 13 формирует команду на торможение привода. При зтом коммутатор 4 подключает на вход блока управ ления 5 установку Un скорости выброса с вы хода блока задания программь I. Привод б начинает торможение. Блок сравнения 2 вьфабатывает сигнал n-f п в момент времени, когда скорость пр вода достигнет заданной скорости выброса. Формирователь импульсов 10, сопоставляя между собой моменты возникновения на его входах сигнала Выброс (, от датчика 14) и сигнал Of п (от блока 2), вьфабатьшает импульс, характеризующий знак и величину по правки. Алгоритмы формирования импульсов следуюпще: TI (п., п) Выброс, что соответствует иреждевременному выбору момента начала торможения, и TJ Выброс, (п nj ), что соответствует позднему выбору момента начала торможения. Каждый из импульсов Г или Г, поступая на входы блока 3 и реверсивного счетчика 11, разрешает счет импульсов с датчика 8, частота следования которых пропорциональна фактической скорости привода 6. По окончании соответствующего импульса TI или Tj в счетчике И фиксируется код числа Ыд,. , пропорционального угловому пути. Код сохраняется в счетчике 11 до фсфмирования иовой поправки при очередном пропуске металла в валках. I Таким образом вводится поправка в счет- , чик 9, которая учитывается в сумматоре 13 при определении момента начала торможения привода б. Формула изобретения Устройство для программного управления приводом, содержащее последовательно соединенные блок задания программы, коммутатор, подключенный к сумматору и к первому блоку сравнения, блок управления, привод, тахогенератор, подключенньга к первому блоку сравнения И к сумматору, датчик импульсов, счетчик импульсов, подключенный к датчику .контакта валков с металлом и цифро-аналоговый преобразователь, подключенный к сумматору, отличающееся тем, что, с целью повышения быстродействия устройства, оно содержит формирователь импульсов, второй блок сравнения и реверсивный счетчик, первый вход которого подключен к выходу второго блока сравнения, второй вход - к выходу датчика импульсов и ко входу второго блока сравнения, третий вход - к другому входу второго блока сравнеюш и к выходу формирователя импульсов, первый вход которого соединен с выходом датчика контакта валков с металлом, а второй вход - к выходу первого блока сравнения. Источники информации, принятые во внимание при зкспертизе 1.Челюсткин А. Б.. Автоматизация процессов прокатного производства, М., Металлургия, 1971, с. 101-105. 2.Головко И. М. и др. Автоматизация прокатных станов. В сб. статей Управление технологическим оборудованием. Институт автоматики, Киев, 1972, с. 85-97.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического торможения проката до заданной скорости | 1979 |
|
SU908442A1 |
| Способ управления скоростным режимом при реверсивной прокатке и устройство для его осуществления | 1989 |
|
SU1632538A1 |
| Устройство для автоматического торможения проката до заданной скорости | 1986 |
|
SU1371729A1 |
| Устройство автоматического торможения проката до заданной скорости | 1982 |
|
SU1034804A1 |
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
| ЦИФРОВАЯ СЛЕДЯЩАЯ СИСТЕМА | 1965 |
|
SU171171A1 |
| Устройство для коррекции начала торможения привода прокатных валков | 1988 |
|
SU1533794A1 |
| Способ управления подачей заготовки в реверсивную прокатную клеть и устройство для его реализации | 1983 |
|
SU1181729A1 |
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
| Устройство для определения этапов прокатки | 1982 |
|
SU1057133A2 |