.Изобретение готносится к прокатному производству, а именно ;к автоматизаци управления процессом прокатки и может быть использовано дпя управления механизмами установки валков, главным приводом и приемным столом обжимной клети винтовой прокатки (ОКВП) по заданной программе. Поосновному авт св. № 778840 известно устройство для определения этапов прокатки, содержащее датчик на личия металла, выход которого соединер с входом порогового элемента, пер вую схему совпадения и триггер, а также второй, третий , четвертый и пятый датчики наличия ме1;влла, пер вьй, второй,третий и четвертый торы, первый, второй, и четвертый формирователи импульсов, втор третью и четвертую схемы совпадения, первую и вторую схему ИЛИ. При этом выход порогового элемента соеданен с третьими входами третьей и четвертей схем совпадения-. Выход второго, датчика, датчика наличид металла сое динен : входом четвертого инвертора, .выход которого соединен с третьим :входом четйертой схе№Л совпадения. Выход третьего датчика наличия металла соединен с входом первого Формирователя .,. вторыми входаш второй и третьей схем совпадешя и с входом третьего инвертора. При этсш выход первого формирователя соединен с первым входом первой бхемы совпадения, а выход третьего инвертора с входом четвертого формирователя импульсов, лход последнего Соединен с первым входом четвертой схемы совпадения. Выход четвертого наличия ме- талла соединен с вторым входом первой совп адеиня, с входом второго формирователя импульсов, с входо первого иивертора и вторьм входом четвертой схемы совпадения. При выход второго формирователя твгулъсоа соединен с первым входом второй схемы совпадетя, а выход первого инвертора соедииеи с входом, третьего формирователя импульсов. Выход послед наго соедииеи с первьа входом третьей схеьол совпадения. Выход пятого датчика наличия металла соединен с входом второго шшертора , выход которого соединен с третьим входом третьей схемы совпадения. При этом вы ходы первой и второй схем совпадения соеда иены соответственно с первьм и вторьш входами первой хемы ШШ, выход которой соединен с единичным входом триггера захвата. Нулевой вход последнего соединен с выходом второй схемы ШШ, с первым и вторьш входами которой соединены соответственно выходы третьей и четвертой схем совпадения . Известное устройство обладает ограниченными возможностями. Оно формирует только сигнал о захвате металла валками. Прокатка раската,например, в обжимной клети винтовой прокатки ) ведется по многопроходной программе. Прн этом величины обжатий скорости вращения главного привода и положения стола приемного задаются и отрабатываются в зависимости от числа прохода и номера программы. Недостатком известного устройст ва является то, оно не обеспечивает автоматического регламента режима работ механизмов установки валков главного привода и стола приемного при многопроходной прокатке. Из-за частых и быстрых изменений : . скорости прокатки оператор вручную не может перестроить программу прокатки, что может привести к аваоиям и неправильной технологической обработке. Ведение прокатки на высоких скоростях позволяет уменьошть потери тепла заготовки, а также уменьшить число удаленШ)1х из потока остывших заготовок.Кроме того, ручное управление процессом прокатки приводит к потере производительности ОКВП и повышенному износу механизмов установки валков. Ц«ль изобретения -.уменьшение износа механизмов установки валков, повышение производительности обжимной клети винтовой прокатки, упрощение управления процессом прокатки. Поставленная цель достигается тем, что в устройство дополнительно введены счетчик и К(И4мутатор проходов, блоки задания программ прокатки соответственно для установки раствора валков, скорости разгона глав- , ного привода, положения приемного стола , причем сдан из входов счетчика проходов подключен.к яыхору триг гера захвата, а выход счетчика - на первый вход ко мутатора проходов, выходы которого зав€яены иа первые входы блоков зедания Программ соответственно раствора установки валЭ1ков, скорости разгона главного приво да, п6ложе шя стола приемного, вторы входы которых соединены с шиной зада,тчика номера программ прокатки, а выходы - с выходами устройства, при этом на второй, третий, четвертый входы коммутатора проходов подклю чены соответственно шины контроля об работки механизмами установки валков и приемным столбм .заданного поло жения и глав1г 1м приводом заданного разгона, а Н4 пятый вход его шина задатчика числа проходов, четвертый выход коммутатора соединен с входом сброса счетчика проходов. На фиг.I изображена блок-схема устройства для определения зтапов прокатки; на фиг. 2 - схема расположения датчиков наличия металла на технологической линии. Устройство для определения зтапов прокатки содержит первый датчик 1 наличия -металла, выход которо го соединен с входом порогового элемента 2. Выход последнего соединен с третьими входами первой схемы 3 совпадения и второй, схемы 4 совпадения и четвертыми входами третьей схемы 5 и четвертой схемы 6.Выход второго датчика 7 наличия металла соединен с входом четвертого инвертора 8, выход которого соединен с третьим входом четвертой схемы 6.Вы ход третьего датчика 9 соединен с входом первого формирователя 10, с вторыми входами второй схемы 4 и третьей схемы 5 совпадения и с входо третьего инвертора П. При этом вы ход Первого формирователя 10 соединен с первым входом первой схемы 3, а выход третьего инвертора 11 соедннен с входом четвертого формирователя 12, выход которого соединен с первым входом четвертой схемы 6 совпадения. Выход четвертого датчика 1 соединен с вторым входом первой схемы 3, с входом второго формирователя 14, с входом первого инвертора 15 и вторым входом четвертой схемы 6. При этом выход второго формирр вателя 14 соединен с первым входом, второй схемы 4, а выход первого инвертора 15 соединен с входом трёт1 ег формирователя 16, выход которого сое динен с первым входом третьей схемы 5. Выход пятого датчика 17 соединен с входом второго инвертора 8,.в ход которого соединен с третьим вхо34дом третьей схемы 5. Ьлход первой схемы 3 соединен с первым входом первой схемы ИЛИ 19, с вторым входом которой соеда1нен выход второй схемы 4. Выход первой схемы 19 соедиг нен с единичи 1М входом триггера 20, с нулевым входом которого соединен выход второй схемы ИЛИ 21, с первым входом которой соединен выход третьей схемы 5, ас вторым входом - выход четвертой схемы 6. Единичный выход триггера 20 соединен со счетным входом счетчика 22 проходов, выход которого соединен с первым входом коммутатора 23 проходов. Выходы последнего подключены на первые входы блоков 24-26 задания программ соответственно раствора механизмов установки валков, скорости разгона главного привода, положения.стола приемного, вто-рые входа которых соединены с шиной 27згщдтчика номера программ прокатки, а выходы - с выходами устройства. При этой на второй, третий, четвертый входы коммутатора 23 подключены соответственно шины команд отработки механизмами установки валков 28и приемным столом 29 заданного положения и главным приводом ЗО заданного разгона, а на пятый вход - шина задатчика числа проходов 31. Четвертый выход коммутатора соединен с входом сброса счетчика проходов. Устройство работает следующим образом. При прокатке заготовок в ОКВС нш1 другой реверсивной клети всегда имеет место один из двух основных этапов прокатки: наличие металла в клети OipoH зошёл захват металла) или отсутствие металла в клети сжзошел выброс мег талла). При этом захват и выброс могут производиться как при прокатке .вперед, так в 11ри п1Ю1сатке назад. При прокатке заготовок вперед металл передней крогаси последовательно пересекает зоны действия датчиков 9, 1 и 13 (фиг. 2). Сигнал с датчи- ка 9 поступает на второй вход схем 1 4, на третий вход которой пост гпает сигнал с .выэюда порогового элемента, подготавливая схему к приему и myльcнoгo сигнала с выхода второго формирователя -14.В период деформ щии заготовки возможны обжатия и пробукс изки. В результате чего сигнал порогового элемента может многократно нэненяться. По первому сигналу порогового элемента 2 датчика 1
происходит фopмиpDвaf иe сигналь захвата . При пересечении передней кромкой металла зоны действия датчика 13, отстоящего от вертикальной оси прокатки на расстоянии, превьшающем максимально возможную очага деформации, на выходе второго формирователя 14 вырабатывается импульсный сигнал, который поступает на первый вход второй схемы 4, с выхода которой сигнал через первую схему 19 ИЛИ поступает на единичный вход триггера 20 захвата , устанавливая его в единичное состояние, соответствующее захвату металлавалками. Поскольку датчик |3 установлен на расстоянии, превьшающем длину очага деформации, то в момент формирования импульса по сигналу датчика 13 исключается возможность срыва обжатия..Использование информации порогового элемента 2 способствует повышению достоверности, т.е. исключению пропусков без обжатия. При дальнейшем движении металла згщняя кромка -последовательно пересекает зоны действия д;атчиков 7 и 9. Расстояние между датчиками 7 и 9 выбирается таким, чтобы обеспечить послзздовательноё срабатывание датчиков при движении задней кромки металла в поле действия да -чиков. При выходе :з адней кромки заготовки из поля действия датчика 7 на выходе инвертора 8 появляется сигнал, который поступает на третий вход, четвертой схемы 6. При этом на четвертом входе четвертой схемы 6 присутствует сигнал с порогового элемента 2, а на втором входе сигнал с выхода датчика 13.
В момент выхода .задней кромки заготовки из зоны действия датчика 9 на выходе инвертора 1I пояиляется сигнал, который запускает формирователь 12, и на выходе четвертой схемы появляется импульсный сигнал, который через вторую схему ИЛИ 21 поступает на нулевой вход триггера 20 захвата,, устанавливая его в нулевое состояние, соответствУкяцее выбросу ме талла из валков.
Сигнал с единичного выхода триг гера 20 поступает на счетный ход счечика 22 проходов. каходом захвате металла валками счетчик 22 производит отсчет прохода. Переключение счетчика 22 с одного прохода на другой осуцестЕляется после установки триггера 20 очередным сигналом Захваты.
Номер прохода счетчика 22 от начала цикла прокатки расшифровывается коммутатором 23, выходные сигналы которого заведены на первые входы блоков 24-26 задания программ соответственно раствора, механизмов установки валков, скорости разгона главного привода, поЛоже1Шя приемного стла. На вторые входы последних пос-. тупает сигнал номера программы от задатчика по шине 27. Заданная прог.рамма из выходов блоков 24-26 поступет соответственно в схемы управления механизмами установки валков, главного привода и приемного стола.Задача раската в клеть на очередной проход обжатия производится после обработки программы предыдущего прохода механизмами установки валков, главным прводом и приемным столом. В этих случаях на входах и 30 коммутатора 23 должен быть сигнал обработки этих механизмов.
Коммутатор 23 переключает програм прокатки на следующий проход при иаличии сигналов отработки предащущего задания для механизмов установки валков, главного привода, приемного стола к сигнала на шине 31 от задатчика числа проходов.
Задание программы прокатки блоками 24-2ё может производиться любым способом, включая клавишные устройства, программные переключатели или электронные наборные узлы на микросхемах К145ИК8. Программа прокатки задается перед пуском устройства. Для , каждого прохода задаются величины раствора установки валков, скорость разгона главного привода и положения приемного стола, а также на каждай цикл прокатки - число проходов.
В начале цикла прокатки, когда первый раскат с помощью вталкивателя задается с ОКВП, прокатные валки от главного привода вращаются в направлении прокатки вперед, а после первого прохода и каждого нечетного прохода раскат подается назад тянущими ролшками TF2 , в клеть, главный привод реверсируется до скорости, заданной блоком 26.
Вкоице прохода положение приемного стола устанавливается от блока 26 для последующего приема раската.
Когда раскат проходит последний задайный проход, коммутатор 23 фиксирует конец цикла прокатки и выходным сигналом устанавливает счетчик 22 проходов в нулевое состояние.
Прокатанная заготовка выбрасывается из ОКВП и тянущими роликами ТР2 перемещается в желоб поворотный. Очередная заготовка поступает на
приемный стол,и цикл прокатки повторяется.
Использование предлагаемого устройства в системе управления ОКВП позволяет повысить производительность клети путем применения режима прокатки при многопроходной прокатке, снизить износ механизмов установки валков.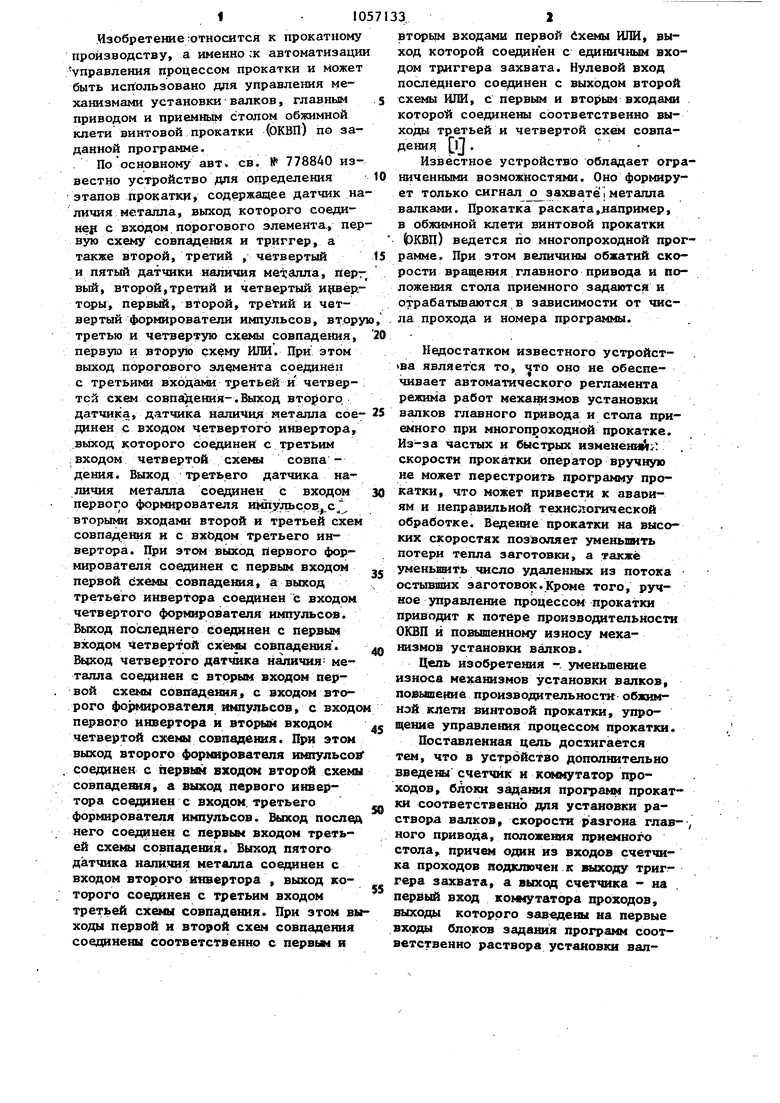

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения этапов прокатки | 1988 |
|
SU1533796A2 |
| Устройство для определения этапов прокатки | 1986 |
|
SU1340850A2 |
| Система управления механизмами установки валков обжимной клети винтовой прокатки | 1985 |
|
SU1268231A1 |
| Формирователь циклов многопроходной прокатки | 1987 |
|
SU1437122A2 |
| Устройство для управления уровнем приемного стола при многопроходной винтовой прокатке | 1986 |
|
SU1342551A1 |
| Система программного управления механизмами установки валков обжимной клети винтовой прокатки | 1991 |
|
SU1794516A1 |
| Устройство для автоматическогоупРАВлЕНия пРОКАТКОй ТРуб СуТОНЕННыМи КОНцАМи | 1978 |
|
SU816596A1 |
| Формирователь циклов многопроходной прокатки | 1985 |
|
SU1294403A1 |
| Устройство для определения этаповпРОКАТКи | 1978 |
|
SU831251A2 |
| Устройство для определения этапов прокатки | 1978 |
|
SU778840A1 |
УСТРОЙСТЮ ДНЯ ОПРЕДЕЛЕНИЯ ЭТАПОВ ПРОКАТКИ по авт. св.№ 778840, отличающееся тем, что, с цепью повьшения производительности, уменьшения износа механизмов установки валков, а также упрощения упра ления процессом прокатки, в него дополнительно введены счетчик и коммутатор проходов, блоки задания программ прокатки соответственно для уст ,новки раствора валков, скорости разгона главного привода,положения приемного стола, причем один из входов счетчика,проходов подключен к выходу триггера захвата, а выход счетчика - на первый вход коммутатора проходов, выхода которого заведены на первые входа: блоков задания программ соответственно раствора установки валков, скорости разгона главного привода, положения стола приемного, вторые входа которых соединены с тиной задатчика номера программ прокатки, а выходы - с выходами устройства , при этом на второй,третий, четвертый входа коммутатора проходов подключены соответственно тины контроля отработки механизмами установки валков и приемнь м столом заданного положения и главным приводом заданного разгона, а на пятый вход его шина задатчика числа проходов, четвертый выход коммутатора проходов соединен с входом сброса счетчика проходов .
(put. 2
