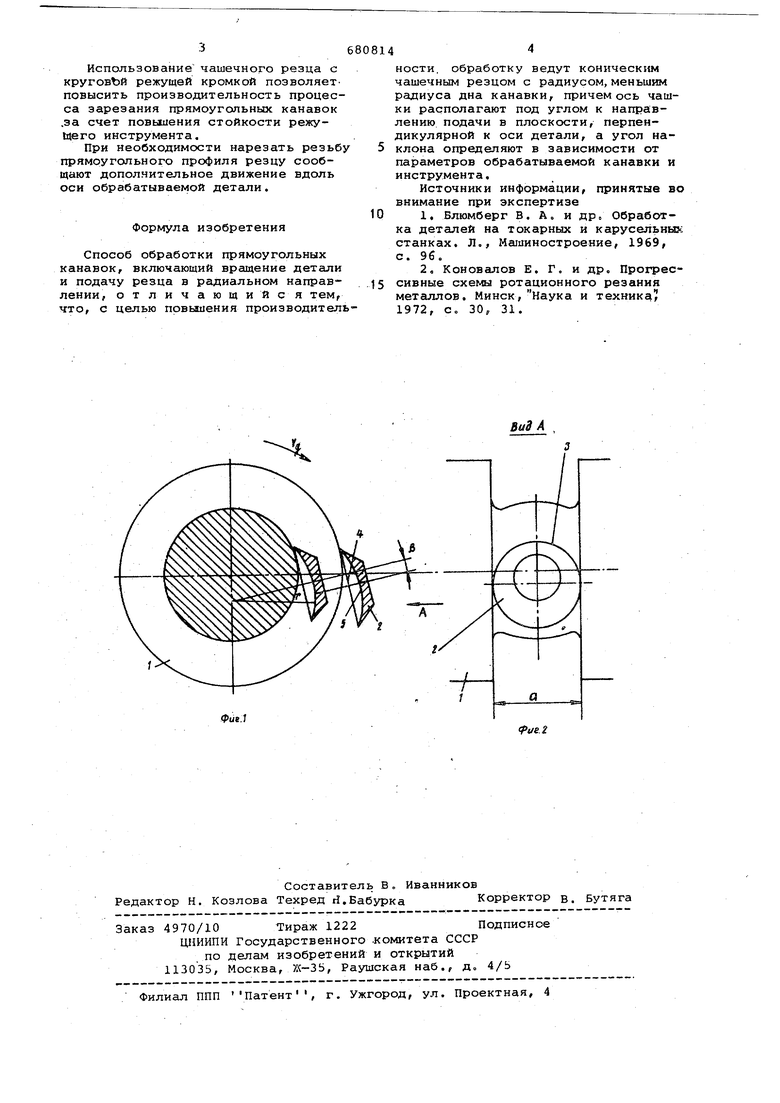
Изобретение относится к металлообработке и может быть применено при обработке прямоугольных резьб и канавок на токарных станках. Известен способ нарезания прямоугольных канавок на токарных станках, включающий вращение детали и радиальное перемещение резца. При обработке прямоугольных канавок известным способом применяют рез цы, имеющие поперечную режущую кромку и две боковые кромки, которые при пересечении с поперечной образуют две вершины резца. При необходимости нарезать резьбу прямоугольного профиля резцу сообщают перемещение вдоль оси обрабатываемой детёши 1. Однако известный способ обработки, не обеспечивает достаточно высокой производительности, что вызвано низкой стойкостью резца. Известны конические чашечные резцы, передняя поверхность которых является наружной конической поверхностью чашки, задняя поверхность вЫ полнена соосно с передней, а режуща кромка образована пересечением передней и задней поверхностей. Преиму .(деством указанных резцов является их высокая стойкость 2. Цель изобретения - повышение -производительности обработки прямоугольных канавок. Для этого обработку ведут коническим чашечным резцом, с радиусом, меньшим радиуса дна канавки, причем ось чашки располагают под углом к направлению подачи в плоскости, перпендикулярной к оси детали, а угол-: наклона определяют в зависимости от параметров обрабатываемой канавки и инструменту. На фиг. 1 показана схема установки чашки в плоскости, перпендикулярной к оси детали; на фиг. 2 - вид по стрелке А на фиг. 1. Деталь 1 устанавливается в шпинделе станка и вращается со скоростью V, А Обработку ведут инструментом 2 с круговой режущей кромкой 3, образованной пересечением передней конической 4 и задней радиуса г сферической 5 поверхностями. Диаметр режущей кромки инструмента равен или несколько меньше ширины обрабатываемой канавки а. Ось инструмента 2 в плоскости, перпендикулярной к оси детали, наклонена под углом ( к направлению подачи (по стреле А).
Использование чашечного резца с круговЪй режущей кромкой позволяетповысить производительность процесса зарезания прямоугольных канавок .за счет повыиения стойкости режущего инструмента.
При необходимости нарезать резьбу прямоугольного профиля резцу сообщают дополнительное движение вдоль оси обрабатываемой детали.
Формула изобретения
Способ обработки прямоугольных канавок, включающий вреицение детали и подачу резца в радиальном направлении, отличающийся тем, что, с целью повышения производительности. обработку ведут коническим чашечным резцом с радиусом, меньшим радиуса дна канавки, причем ось чашки располагают под углом к направлению подачи в плоскости, перпендикулярной к оси детали, а угол наклона определяют в зависимости от параметров обрабатываемой канавки и инструмента.
Источники информации, принятые во внимание при экспертизе
1,Блюмберг В. А, и др. Обработка деталей на токарных и карусельных станках. Л., Машиностроение, 1969, с. 96.
2,Коновалов Е. Г. и др. Прогрессивные схемы ротационного резания металлов. Минск,Наука и техника 1972, с 30, 31.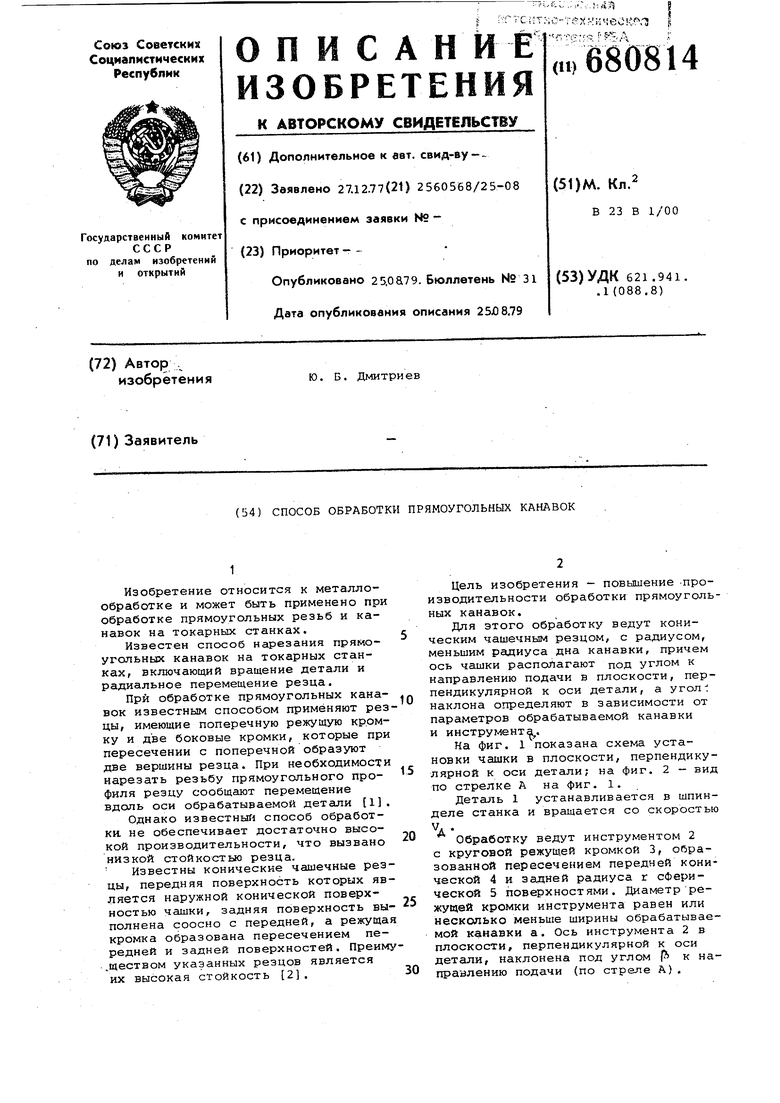
| название | год | авторы | номер документа |
|---|---|---|---|
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| ЧАШЕЧНЫЙ РЕЖУЩИЙ ЭЛЕМЕНТ | 2008 |
|
RU2457079C2 |
| Способ точения некруглых в поперечном сечении тел | 1986 |
|
SU1364396A1 |
| Способ токарной обработки вращающимся инструментом с прерывистой режущей кромкой со стружечными канавками | 1990 |
|
SU1773562A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| Устройство для удаления грата | 1980 |
|
SU944794A1 |
| СПОСОБ РАСТАЧИВАНИЯ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2481923C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2014 |
|
RU2578875C1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
ВиЗ А
