чающая источник тока и электрический сигнализатор,
Однако приспособления для центровки валов - сложные, многодетальные, трудоемкие и требуют высокой точности изготовле- ния. Установка и крепление приспособления на полумуфтах требует дополнительной обработки как самих полумуфт, так и всего приспособления в сборе с полумуфтами на специально изготовленных оправках (для исключения собственной несоосности и торцового биения). Приспособление уникальное. Вторичное его использование возможно только при переборке агрегата или на полумуфтах одинакового размера. Каж- дый раз при этом требуется подгонка и выверка приспособления на оправках. Кроме того, наличие индикаторных головок стандартного промышленного типа усложняет их установку на скобе(требуются специаль- ные зажимы), затруднена работа с ними пр выверке центровки валов из-за необходимости строгой ориентировки головок для обзора, из-за необходимости работы с повышенным вниманием, осторожностью и т.д. На малых размерах полумуфт индикаторы промышленного типа невозможно применить из-за отсутствия места.
Цель изобретения - упрощение конструкции и процедуры центровки.
Поставленная цель достигается тем, что в приспособлении для центровки валов, содержащем закрепляемый на валу базовый элемент с взаимно перпендикулярными полками со сквозными отверстиями в них, закрепленные в отверстиях измерители линейных перемещений и последовательно подключенные к валам и базовому элементу источник тока и электрический сигнализатор, базовый элемент выполнен в виде струбцины из ферромагнитного материала с изолирующим покрытием на поверхностях, которые предназначены для контактирования с контролируемой поверхностью, а каждый из измерителей линейных переме- щений выполнен в виде микрометрического винта с маховичком из ферромагнитного материала, на цилиндрической поверхности которого выполнена угловая шкала магнитной стрелки, установленной на торцовой поверхности маховичка с возможностью взаимодействия с угловой шкалой, и указателя с основанием из магнитного материала, установленного на полке струбцины с возможностью взаимодействия с магнит- ной стрелкой.
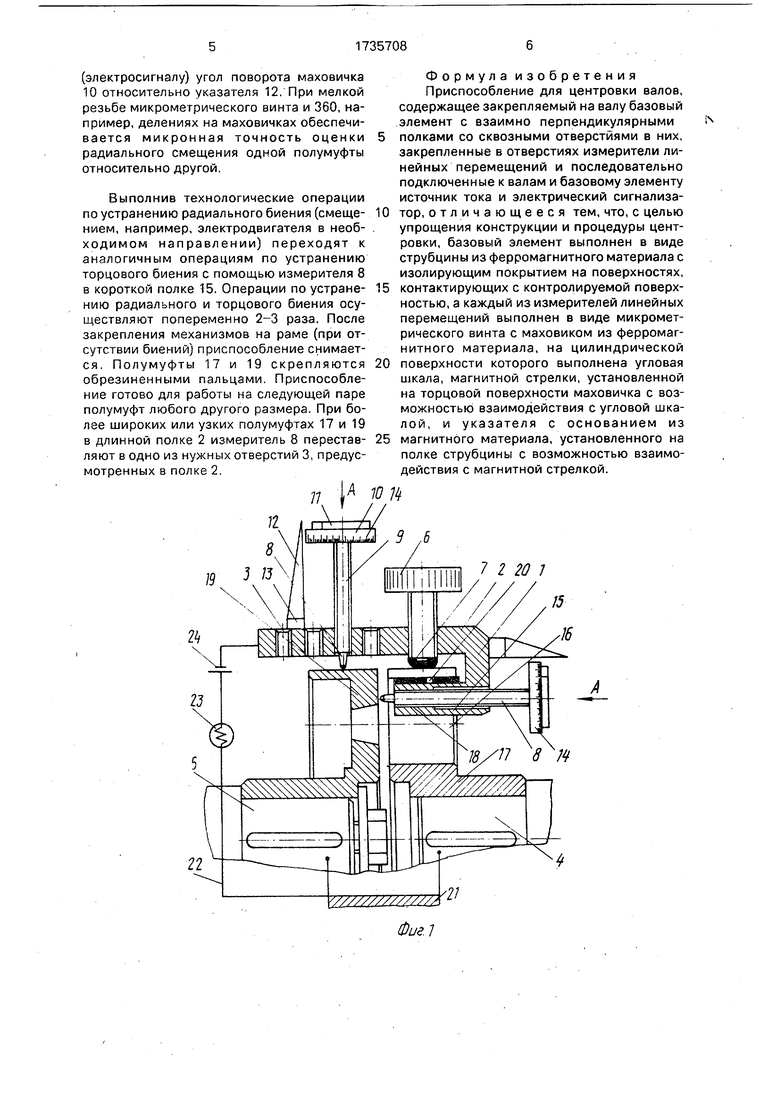
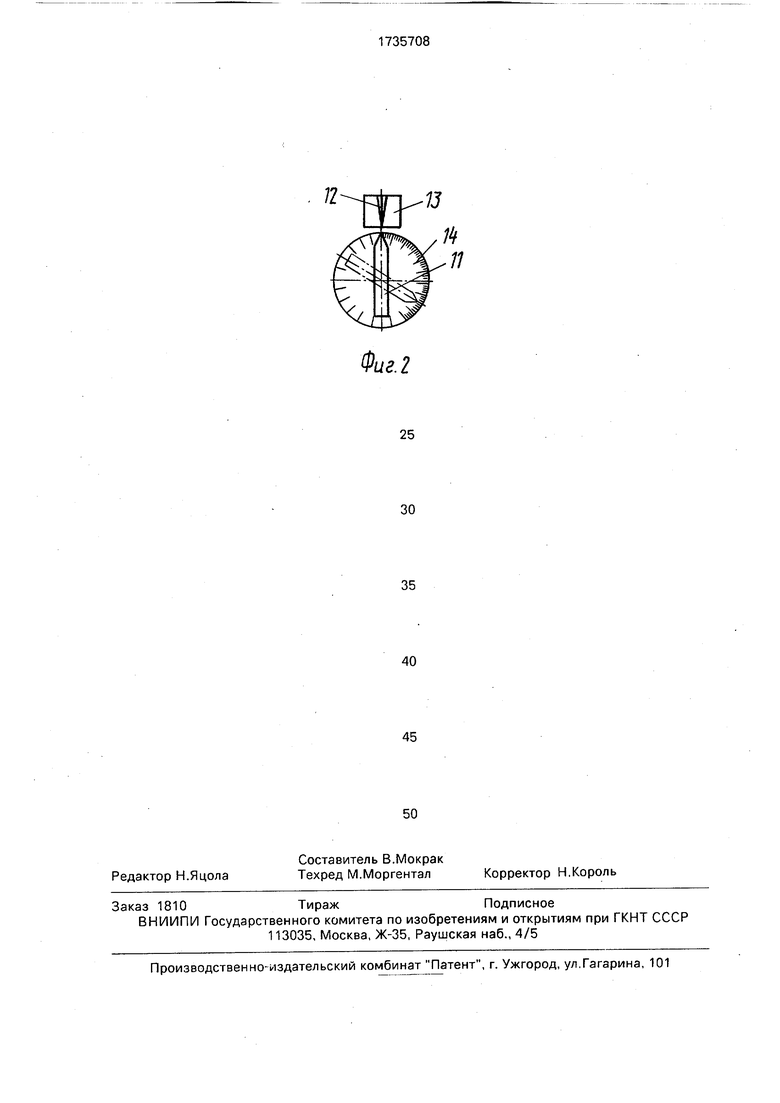
На фиг.1 представлено устройство при установке его на полумуфтах центруемых валов вместе с электрической сигнальной схемой, разрез; на фиг.2 - торец маховичка
микрометрического винта с расположенной на нем магнитной стрелкой (рядом с маховичком показан указатель на основании из магнита).
Устройство состоит из базового элемента в виде струбцины 1, в длинной полке 2 которой выполнены отверстия 3 перпендикулярно оси валов 4 и 5. В отверстиях 3 установлен прижимной винт б с изолирующим покрытием 7 на его торце, а также измеритель 8 линейных перемещений, содержащий микрометрический винт 9, маховичок 10, из ферромагнитного материала и магнитную стрелку 11. На полке 2 рядом с измерителем 8 установлен указатель 12 на магнитном основании 13. На маховичке 10 нанесены угловые деления 14. Параллельно длинной полке 2 в струбцине 1 выполнена короткая полка 15, с помощью которой струбцина 1 установлена в отверстия 16 полумуфты 17. От полумуфты 17 полка 15 изолирована покрытием. В полке 15 параллельно оси валов 4 и 5 выполнено отверстие 18, в которое установлен второй измеритель 8 линейных перемещений для оценки торцового биения полумуфты 19. Радиальное биение полумуфты 19 определяется измерителем 8 в длинной полке 2 струбцины 1. Полумуфты 17 и 19 электрически связаны через основание 21, электрическую сеть 22,электросигнал 23 с источником 24 тока. Последний включает в работу электросигнализатор 23 при касании измерителей 8 с полумуфтой 19.
Конструктивно электрические элементы (источник 24 тока, провод 22, электросигнализатор 23) удобно расположить непосредственно на струбцине 1 с добавлением в соответствующих местах электроизоляторов.
Работу с приспособлением осуществляют в следующем порядке.
Струбцина 1 короткой полкой 15 вставляется в отверстие 16 полумуфты 17 до установки в полумуфту обрезиненных пальцев, соединяющих обе полумуфты. Прижимным винтом 6 струбцину 1 укрепляют на полумуфте 17. Микрометрические винты 9 выведены из контакта с полумуфтой 19. Электрическая цепь сигнализатора 23 разомкнута. Центрирование полумуфт 17 и 19 (соответственно и валов 4 и 5) начинают, например, вращением от руки полумуфты 19 и установлением первого контакта с нею измерителя 8, например, на длинной полке 2. В этом положении, в удобном месте устанавливают указатель 12 и острие магнитной стрелки 11 совмещают с указателем 12. Поочередно, поворачивая полумуфту 19, например, на 90° устанавливают по контакту
(электросигналу) угол поворота маховичка 10 относительно указателя 12, При мелкой резьбе микрометрического винта и 360, например, делениях на маховичках обеспечивается микронная точность оценки радиального смещения одной полумуфты относительно другой.
Выполнив технологические операции по устранению радиального биения (смеще- нием, например, электродвигателя в необходимом направлении) переходят к аналогичным операциям по устранению торцового биения с помощью измерителя 8 в короткой полке 15. Операции по устране- нию радиального и торцового биения осуществляют попеременно 2-3 раза. После закрепления механизмов на раме (при отсутствии биений) приспособление снимается. Полумуфты 17 и 19 скрепляются обрезиненными пальцами Приспособление готово для работы на следующей паре полумуфт любого другого размера. При более широких или узких полумуфтах 17 и 19 в длинной полке 2 измеритель 8 перестав- ляют в одно из нужных отверстий 3, предусмотренных в полке 2.
Формула изобретения Приспособление для центровки валов, содержащее закрепляемый на валу базовый элемент с взаимно перпендикулярными полками со сквозными отверстиями в них, закрепленные в отверстиях измерители линейных перемещений и последовательно подключенные к валам и базовому элементу источник тока и электрический сигнализатор, отличающееся тем, что, с целью упрощения конструкции и процедуры центровки, базовый элемент выполнен в виде струбцины из ферромагнитного материала с изолирующим покрытием на поверхностях, контактирующих с контролируемой поверхностью, а каждый из измерителей линейных перемещений выполнен в виде микрометрического винта с маховиком из ферромагнитного материала, на цилиндрической поверхности которого выполнена угловая шкала, магнитной стрелки, установленной на торцовой поверхности маховичка с возможностью взаимодействия с угловой шкалой, и указателя с основанием из магнитного материала, установленного на полке струбцины с возможностью взаимодействия с магнитной стрелкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для определения линий реза на поверхности деталей типа труб | 1980 |
|
SU1006112A1 |
| Устройство для центрирования изделия при зажиме | 1981 |
|
SU1000158A1 |
| Устройство для контроля толщины волокнистого материала | 1979 |
|
SU1025331A3 |
| Устройство для определения взаимного расположения валов | 1980 |
|
SU983436A1 |
| Прибор для центровки валов | 1960 |
|
SU145004A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| СПОСОБ ЦЕНТРИРОВАНИЯ УГЛОВОГО ШАБЛОНА, ЦЕНТРИРОВАННЫЙ УГЛОВОЙ ШАБЛОН (ВАРИАНТЫ) И СПОСОБ ЕГО НАСТРОЙКИ (ВАРИАНТЫ) | 2014 |
|
RU2585144C2 |
| Устройство для измерения угла между лопастями гидромашин | 1984 |
|
SU1245860A1 |
| Способ измерения несоосности валов | 1987 |
|
SU1456757A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВНУТРЕННИХ ДИАМЕТРОВ "ПРОБОЯР" | 2003 |
|
RU2241956C1 |
77
И ю п
ю
2Ъ
20 7
15
Щ
v
yj
Фиг. 2
