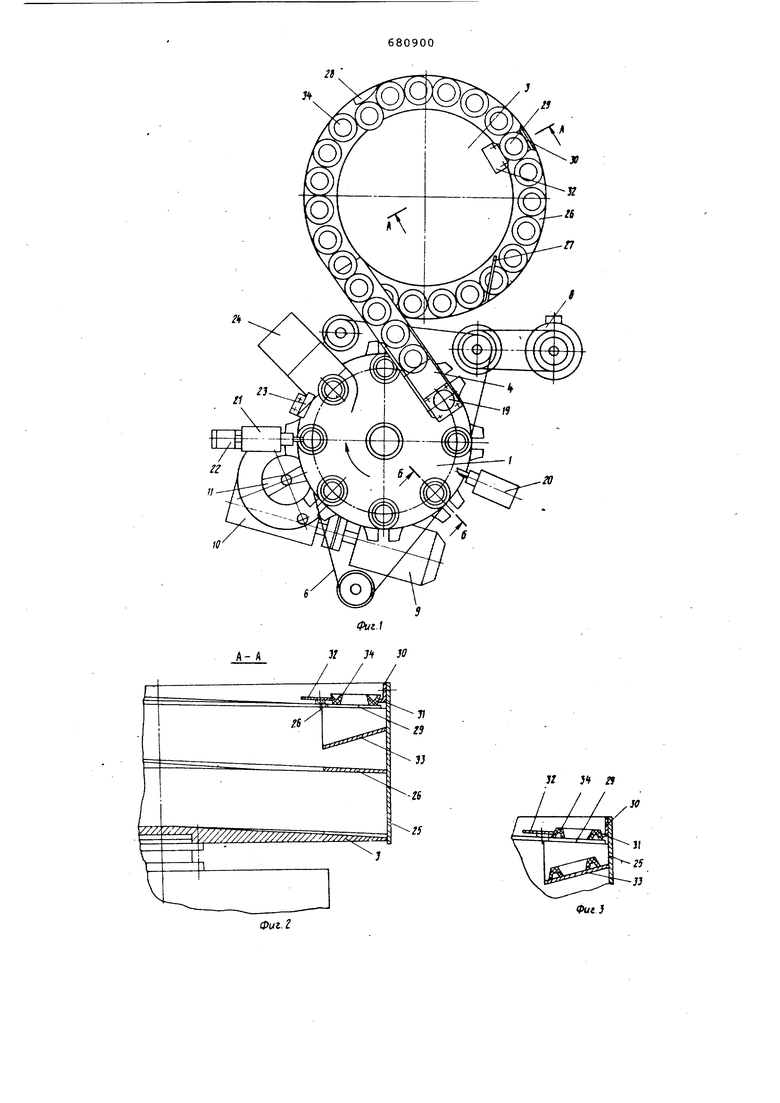
Изобретение относится к оборудов нию для изготовления резинотехнических изделий и может быть использовано для обработки резиноилх манжет различных типов и размеров. Известен механизм загрузки деталей к устройству для механической обработки, содержавший вибробункер со спиральным лотком для подачи деталей 11. Однако этот механизм загрузки не обеспечивает ориентацию таких деталей, как резиновые манжеты, имеющне форму усеченного конуса. Цель изобретения - обеспечение ориентации резиновых манжет, имвощих opvy усеченного конуса. Это достигается тем, что вибробун квр снабжен направляющи планкаг, закрепленными над выполненным в верх нем спиральном лотке окном и образующИ1|д1 между собой зазор, равный среднему диаметру обрабатываемой детали, и расположенной под окном наклонной сбрасывсшзщея пластиной. На фиг. 1 изображено предлагаемое устройство для механической обработки с механизмом загрузки, вид сверху; на фиг. 2 - разрез А-А на фиг.1 (правильное попсжение манжеты)j на фиг. 3 - то же, неттравильное положение манжеты; на 4«г. 4 - разрез Б-Б на фиг. 1. Механизм загрузки деталей к уст ройству для механической обработки, включающему поворотный стол 1 с опгравками 2, содержит вибробуйкер 3 со спиральным лотком 4. Оправка 2 стола устройства закреплена на валу 5, котсчрый через клиновой ремень 6 и шкив 7 связан с приводом 8. Стол 1 устройства имеет привод от электродвигателя 9 через редуктор 10 и мальтийский механизм 11.Со столом 1 устройства жестко связан диск 12, во втулках 13 которого установлены подпружиненные шпиндели 14 с прижима да 15, расположенньми соосно с оправкш ш 2. Втулка 13 с помощью пружины 16 прижата к копиру 17, соединенному с неподвижной плитой 18. На плите 18 установлен силойой цилиндр 19, расположенный над окном, выполненным на выходном участке лотка 4. По периметру стола 1 установлены неподвижное режущее устройство 20, режущее устройство 21 с приводом от силового цилиндра 22, сбрасм ватель 23 и приемный бункер, 24.
К обечё1йке 25 вибробункера 3 механизма загрузки над верхним витком 26 спиргшьного лотка 4 закреплена ограничительная планка 27 и упор
28,В витке 26 спирального лотка выполнено окно 29f над которым закреплена на планке 30 направляющая
31 и Направляющая 32. Направляющие 31 и 32 образуют между собой зазор, равный среднему диаметру обрабатываемой детали по ее высоте. Под окном 29 расположена наклонная сбрасывающая пластина 33.
Механизм загрузки работает следующим образом.
Манжеты 34 загружают в вибробункер 3, который приводят в колебательное движение с помощью вибропровода (на чертежах не показан) . Под действием вибрации манжеты поднимаются вверх по спиральному лотку 4. Ограничительная планка 27 позволяет двигаться только однсмлу ряду манжет расположенных в один этаж. Те из манжет, которые движутся болыинм диаметром вверх, проходят над окном
29,опираясь на направляющие плашки 31 и 32., и далее попадают на выходной конец лотка 4, и через окно этого участка насаживаются на оправку 2 при нажатии силового цилиндра 19 на втулку 13. Те из манжет, которые движутся по спиральному лотку большим диаметром вниз, падают через окно 29 на наклонную сбрасывающую пластину 33 и попадают в вибробункер.
Манжеты, насаженные на оправки 2 стола, подвергаются обработке, т.е. обрезке облоя с наружного уса манжеты режущим устройством 20 и внутреннего облоя режущим устройством 21.
Упор 26 не позволяет накапливаться манжетам на лотке и лишние манжеты сталкиваются этим упором в вибробункер.
Формула изобретения
Механизм загрузки деталей к уст- ,
ройству для механической обработки, содержащий вибробункер со спиргшьным лотком для подачи деталей, о тличающийся тем, что, с
целью обеспечения ориентации резиновых манжет, имеющих форму усеченного конуса, вибробункер снабжен направляющими плаакамк, закрепленными над выполненным в верхнем спиральном лотке окном и образующими между
собой зазор, равный среднему диаметру обрабатываемой детали, и расположенной под окном нгислонной сбрасывающей пластиной.
Источники информации, принятые
во внимание при экспертизе
1. Гринштейн Я.Г. и Вайсман Е.Г. Систеи« питания автоматов в приборостроении. М., Машиностроение , 1966,- с. 51-56, рис. Зба.
Л
л
а
20
А-А
К Jt Я
Фи1)
18
| название | год | авторы | номер документа |
|---|---|---|---|
| Вибрационное загрузочное устройство | 1982 |
|
SU1021559A1 |
| Станок для механической обработки пластмассовых деталей | 1981 |
|
SU975425A1 |
| Вибрационное ориентирующее устройство | 1981 |
|
SU975318A1 |
| Вибрационное загрузочное устройство | 1988 |
|
SU1692811A1 |
| Устройство для ориентации деталей | 1986 |
|
SU1412025A2 |
| Устройство для ориентации деталей,преимущественно в виде втулки с продольной прорезью со стороны ее торца | 1984 |
|
SU1225060A1 |
| Устройство для сборки винтовС шАйбАМи | 1979 |
|
SU795854A1 |
| Устройство для ориентации деталей преимущественно в виде планки с отверстием у одного из ее концов | 1988 |
|
SU1524202A1 |
| Устройство для ориентирования деталей | 1976 |
|
SU654389A1 |
| Вибрационное ориентирующее устройство | 1981 |
|
SU998083A1 |