отслоении шлака в процессе эксплуатации трубопроводов. Это является недопустимым на тепловых электростанциях.
-токсичность флюса как в процессе приготовления флюса, так и в процессе сварки, так как в состав флюса входят соединения марганца;
-наличие в шлаке, а также в остатках флюса, химических соединений натрия - наиболее активного из ш,елочных металлов, которые при наличии плохой отделяемости могут вызвать коррозию и снизить эксплуатационную надежность трубопроводных систем тепловых электростанций.
Целью изобретения является создание сварочного флюса, обеспечиваюшего смываемость остатков флюса и повышение коррозионной стойкости сварных соединений.
Поставленная цель достигается тем, что флюс дополнительно содержит окись хрома, окись магния, фтористый литий, стеарин, олеиновую кислоту при следующем соотношении компонентов флюса, вес.%: Двуокись кремния10-22
Двуокись титана3- 18
Углекислый кальций7-20
Ферросилиций7-20
Окись хрома3-10
Окись магния3-10
Фтористый литий3-10
Стеарин20-25
Олеиновая кислота4-5
в состав флюса может быть введен парафин до 4%.
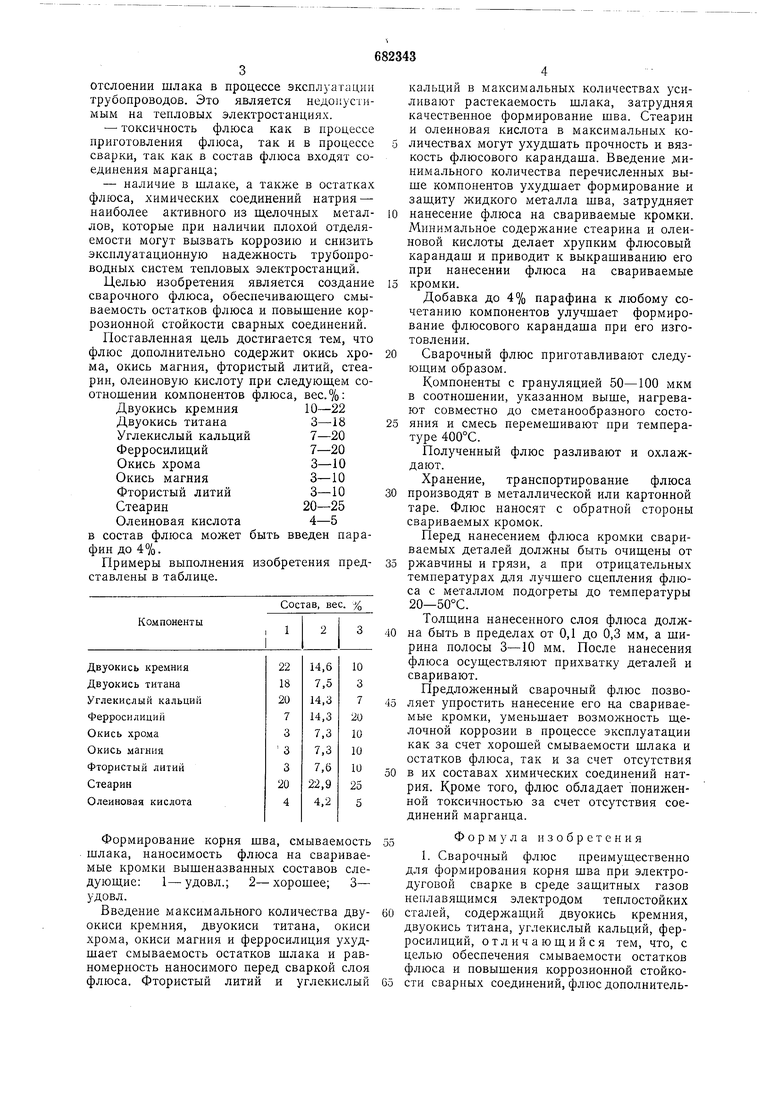
Примеры выполнения изобретения представлены в таблице.
Формирование корня шва, смываемость шлака, наносимость флюса на свариваемые кромки вышеназванных составов следующие: 1-удовл.; 2-хорошее; 3- удов л.
Введение максимального количества двуокиси кремния, двуокиси титана, окиси хрома, окиси магния и ферросилиция ухудшает смываемость остатков шлака и равномерность наносимого перед сваркой слоя флюса. Фтористый литий и углекислый
кальции в максимальных количествах усиливают растекаемость шлака, затрудняя качественное формирование шва. Стеарин и олеиновая кислота в максимальных количествах могут ухудшать прочность и вязкость флюсового карандаша. Введение 1Инимального количества перечисленных выше компонентов ухудшает формирование и защиту жидкого металла шва, затрудняет
нанесение флюса на свариваемые кромки. Минимальное содержание стеарина и олеиновой кислоты делает хрупким флюсовый карандаш и приводит к выкрашиванию его при нанесении флюса на свариваемые
кромки.
Добавка до 4% парафина к любому сочетанию компонентов улучшает формирование флюсового карандаша при его изготовлении.
Сварочный флюс приготавливают следующим образом.
Компоненты с грануляцией 50-100 мкм в соотношении, указанном выше, нагревают совместно до сметанообразного состояния и смесь перемешивают ири температуре 400°С.
Полученный флюс разливают и охлаждают. Хранение, транспортирование флюса
производят в металлической или картонной таре. Флюс наносят с обратной стороны свариваемых кромок.
Перед нанесением флюса кромки свариваемых деталей должны быть очищены от
ржавчины и грязи, а при отрицательных температурах для лучшего сцепления флюса с металлом подогреты до температуры 20-50°С. Толщина нанесенного слоя флюса должна быть в пределах от 0,1 до 0,3 мм, а ширина полосы 3-10 мм. После нанесения флюса осуществляют прихватку деталей и сваривают. Предложенный сварочный флюс позволяет упростить нанесение его на свариваемые кромки, уменьшает возможность щелочной коррозии в процессе эксплуатации как за счет хорошей смываемости шлака и остатков флюса, так и за счет отсутствия
в их составах химических соединений натрия. Кроме того, флюс обладает пониженной токсичностью за счет отсутствия соединений марганца.
Формула изобретения
1. Сварочный флюс преимущественно для формирования корня шва при электродуговой сварке в среде защитных газов неплавящимся электродом теплостойких
сталей, содержащий двуокись кремния, двуокись титана, углекислый кальций, ферросилиций, отличающийся тем, что, с целью обеспечения смываемости остатков флюса и повышения коррозионной стойкости сварных соединений, флюс дополнительно содержит окись хрома,окись магния,
фтористый литий, стеарин,олеиновую кислоту при следующем соотношении компонентов, вес. %:
Двуокись кремния10-22
Двуокись титана3-18
Углекислый кальций7-20
Ферросилиций7-20
Окись хрома3-10
Окись магния3-10
Фтористый литий3-10
Стеарин20-25
Олеиновая кислота4,0-5,0
2. Флюс по п. 1, отличающийся тем, что он дополнительно содержит парафин 1-4%.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3589951, кл. 148-24, опублик. 1970.
2.Авторское свидетельство СССР № 497118, кл. В 23К 35/362, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Плавленый флюс для механизированной сварки | 1981 |
|
SU975292A1 |
| ЭЛЕКТРОДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1972 |
|
SU349538A1 |
| Флюс для электрошлаковой сварки | 1975 |
|
SU546451A1 |
| Сварочный флюс | 1978 |
|
SU716750A1 |
| Флюс для механизированной сварки | 1973 |
|
SU598717A1 |
| Флюс для электродуговой сварки | 1978 |
|
SU707049A1 |
| Флюс для сварки магниевых сплавов | 1988 |
|
SU1556853A1 |
| Флюс для сварки магниевых сплавов | 1988 |
|
SU1632711A1 |
| Флюс для электродуговой сварки нержавеющих сталей в среде защитных газов | 1985 |
|
SU1362598A1 |
| СРЕДЕ ИНЕРТНЫХ ГАЗОВ | 1970 |
|
SU272026A1 |
