Изобретение относится к сварочному производству, в частности к флюсам для сварки магниевых сплавов.
Цель изобретения - повышение качества сварных соединений за счет улучшения формирования проплава сварного шва и сварочно-технологических свойств флюса.
При использовании флюсд в виде пасты его замешивают в спирте и.ли ацетоне в соотношении 1:2. Перед замешиванием в спирте компоненты флюса
плавят рри 800-900°, а затем после остывания гранулируют.
Полученную флюс-пасту наносят с помощью кисточки на свариваемые кромки со стороны проплава. При этом обеспечивается эффективное удаление окис- ных включений и пор, надежная защита проплава от воздействия окружающей среды, получение проплава с ровной и гладкой поверхностью и устраняется, самовозгорание магния при сварке. Флюс-паста при нанесении на свариваемые кромки хорошо сцепляется с по-
О5 СО ГС
|
верхностью металла, а остатки флюса и шлака хорошо смываются в воде.
Фториды лития, магния, бария и кальция способствуют получению смеси, эффективно удаляющей окисную пленку cd свариваемых кромок свариваемых изделий в необходимом для сварки магниевых сплавов температурном интервале.
Фториды алюминия, цезия и криолит, вводимые в состав флюса, позволяют повысить эффективность действия флюса, улучшить сцепляемость флюса с поверхностью свариваемого металла, а также обеспечить легкое удаление остатков флюса и шлака.
Окись магния и двуокись кремния, содержащиеся в составе флюса, способствуют улучшению удаления остат- ков флюса и шлака, а также препятствуют самовозгоранию магния при сварке о
Присутствие в составе флюса фторида калия позволяет не только по- высить эффективность действия флюса, но также улучшить формирование проплава сварного шва, устранить его побитость и улучшить сваяочно-техноло гические свойства флюса.
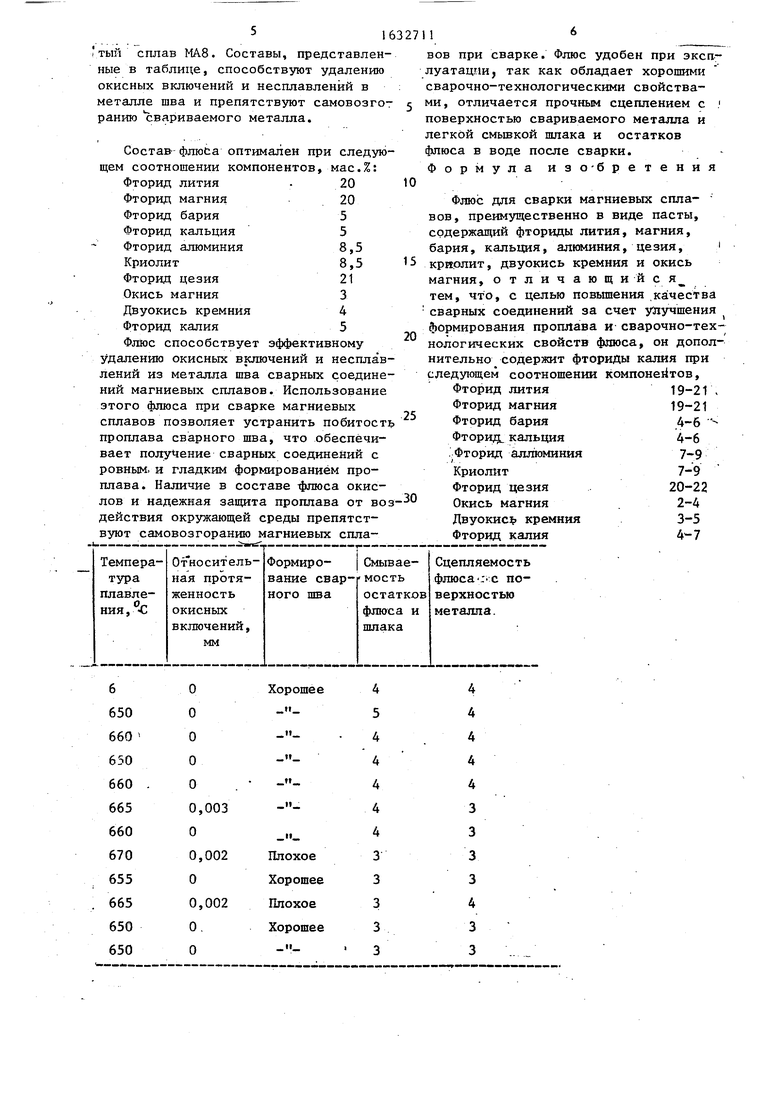
Состав флюса представлен в таблице. Оценка сцепляемости компоненos флюса с поверхностью металла прозводилась по 5-бальной системе, где баллов - флюс при рихтовке полостью осыпается с поверхности издеия; 1 балл - при рихтовке с поверхности изделия осыпается 80- 90% нанесенного флюса; 2 балла - при рихтовке с поверхности изделия осыпается 60-70% на- . несенного флюса; 3 балла - при рихтовке с поверхности изделия осыпается 40-50% нанесенного флюсаJ 4 балла - при рихтовке с поверхности изделия осыпается 20-30% нанесенного флюсаJ 5 баллов - при рихтовке с поверхности изделия осыпается 0-10% нанесенного флюса. Смываемость остатков флюса и шлака в воде также оценивалась по 5-бальной системе, где 0 баллов - остатки флюса и шлака не смыва-1 готся; 1 балл - смываются 10-20% остат ков флюса и шлака; 2 балла - смываются 30-40% остатков флюса и шлака 3 балла - смываются 50-60% остатков флюса и шлака; 4 балла - смываются 70-80% остатков флюса и шлака} 5 бал лов - смываются 90-100% остатков флюса и шлака.
В качестве материала для исследова-1 ния Кыл взят магниево-марганцовис 516327
тып сплав MAS. Составы, представленные в таблице, способствуют удалению окисных включений и несплавлений в металле шва и препятствуют самовозго- j ранию свариваемого металла.
Состав- флюса оптимален при следующем соотношении компонентов, мас.%: Фторид лития . 20 Фторид магния20
Фторид бария5
торид кальция5
Фторид алюминия8,5
Криолит8,5
Фторид цезия21
Окись магния3
Двуокись кремния 4 Фторид калия5
Флюс способствует эффективному удалению окисных включений и несплавлений из металла шва сварных соединений магниевых сплавов. Использование этого флюса при сварке магниевых сплавов позволяет устранить побитоеть проплава сварного шва, что обеспечивает получение сварных соединений с ровным, и гладким формированием проплава. Наличие в составе флюса окислов и надежная защита проплава от воз действия окружающей среды препятствуют самовозгоранию магниевых спла
j
10
15
20
25
30
116
BOB при сварке. Флюс удобен при эксплуатации, так как обладает хорошими сварочно-технологическими свойствами, отличается прочным сцеплением с поверхностью свариваемого металла и легкой смывкой шлака и остатков флюса в воде после сварки. Формула изо-бретения
Флюс для сварки магниевых сплавов, преимущественно в виде пасты, содержащий фториды лития, магния, бария, кальция, алюминия, цезия, криолит, двуокись кремния и окись магния, отличающийся тем, что, с целью повышения качества сварных соединений за счет улучшения ( формирования проплава и сварочно-тех- нологических свойств флюса, он дополнительно содержит фториды калия при следующем соотношении компонентов, Фторид лития19-21 ,
Фторид магния19-21
Фторид бария4-6 Фторид кальция4-6
Фторид аллюминия7-9
Криолит7-9
Фторид цезия20-22
Окись магния2-4
Двуокись кремния3-5
Фторид калия4 -7

| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для сварки магниевых сплавов | 1988 |
|
SU1556853A1 |
| Флюс для сварки легких сплавов | 1989 |
|
SU1648701A1 |
| Флюс для сварки легких сплавов | 1988 |
|
SU1706819A1 |
| Флюс-паста для дуговой сварки алюминиевых сплавов | 1985 |
|
SU1310156A1 |
| Флюс для сварки алюминиевых сплавов | 1986 |
|
SU1382629A1 |
| Флюс для сварки магниевых сплавов | 1983 |
|
SU1133064A1 |
| Флюс для сварки магниевых сплавов неплавящимся электродом в среде инертных газов | 1982 |
|
SU1082594A1 |
| Флюс для сварки | 1980 |
|
SU899311A1 |
| Способ дуговой сварки алюминиевых сплавов | 1989 |
|
SU1655697A1 |
| Флюс для сварки алюминия и его сплавов | 1979 |
|
SU872132A1 |
Изобретение относится к сварочному производству, я частности к флюсам для сварки магниевых сплавов. Цель изобретения - повышение качества сварных соединений за счет улучшения формирования проплава сварного шва и сварочно-технологических ч свойств флюса. Флюс фторидно-оксидной системы имеет следующее соотношение компонентов мас.%: фторид лития 19-21, фторид магния 19-21} фторид кальция 4-6; фторид бария 4-6, фторид алюминия криолит 7-9 фторид цезия 20-22J окись магния 2-4 J двуокись кремния 3-5, фторид калия 4-7. Фторид калия устраняг г побитость сварного шва. 1 табл S (Я
4 5 4 4 4 4 4 3 3 3 3 3
4 4 4 4 4 3 3 3 3 4 3 3
| Шпагин Б.В | |||
| Свариваемость и технология сварки магниевых сплавов,- В сб.: Сварка цветных металлов и сплавов | |||
| - Л., 1961, с.51-72 | |||
| Флюс для сварки алюминиевых и магниевых сплавов | 1953 |
|
SU129267A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварочный флюс | 1974 |
|
SU496139A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Флюс для сварки магниевых сплавов | 1983 |
|
SU1133064A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Флюс для сварки магниевых сплавов | 1988 |
|
SU1556853A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
