Изобретение относится к сварочному пр(Шводству, в частности к сварочщ 1м флюсам, пред назначенным для формирования корня шва при злектродуговой сварке в срещк защитных газов неплавшцямся злектродом углеродных и ннэколегированных сталей. Известен сварочный флюс, содержащ, sec.% Кремнезем37-46,5 Глинозем4-18 СНсись кальция5-13 Окись магния.18-35 Фтористый кальций3-6,5 Окись натрия и окирь калия3-6,5 i. К недостаткам этого флюса относится неудовлетворительное формирование иша: я доста.точное прочное сцепление шлаковой корки с металлом шва, затрудняющее его удаление. Наиболее близким по составу компонентов и достигаемому эффекту к предлагаемому сварочному флюсу, является сварочный флню для формирования корня шва при дуговой сяарке, содержащий вес,%:. 10-f5 Плавиковый шпат Двуокись кремния 30-50 Ферромаргажц ,5-7,0 Двуокись титана . 10-12 Гематит 4-6 Ферро( 2,5-7,0 Марганцевая руда 10-14 до 20 Р. Мрамор Сварочный флюс приготовляют из смеси порошкообразных компонентов указанного состава путем замешивания сухой шихты на жидком стекле плотностью 1,1-1,7. Весовое отношение жидкого стекла к ой смеси составляет 0,6. Недостатками известного сварочного флюса для формирования корня шва являются: трудноотделяемость шлака после сварки, особенно при аргоно-дуГовой сварке труб малых диаметров; невозможность использования при аргонодуговой сварке неш1авяш;нмся электродом, так как значительно увеличшается износ вольфраjMOBoro электрода, уменьшается его стойкость; неудобство нанесения флюса и длительность
просушивания перед сваркой; ограикченное применение флюса-пасты, так как при пониженной температуре, а также при длительном хранении ее (более 1 суток) одна из основных составляющих пасты - жидкое стекло, разлагается, что приводат к невозможности ее использования.
Цель изобретения - повышение стойкости вольфрамового электрода и улучшение шлакоотделения.
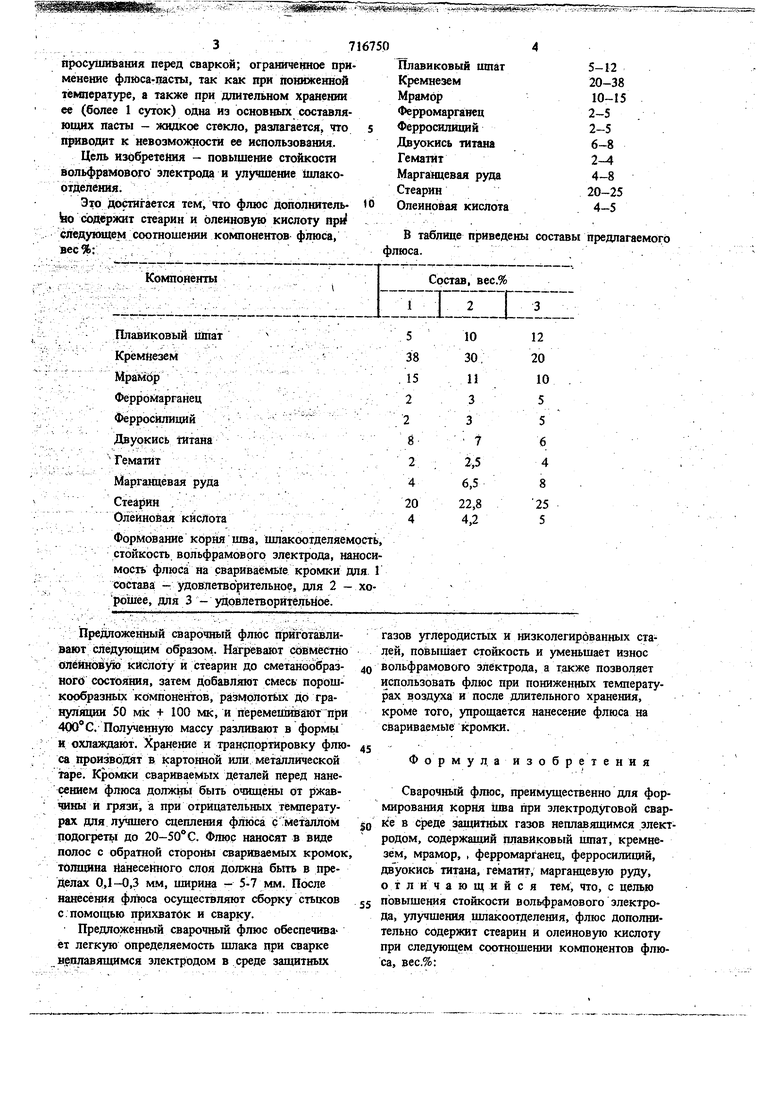
Это достигается тем, что флюс дополнительЬо содержит стеарин и олеиновую кислоту npi следующем соотношении компонентов флюса, ес%:, - : , .: - . . , 716750
5-12 20-38 10-15 2-5 2-5 6-8 2-4 4-8 20-25 4-5
В таблице приведены составы предлагаемого флюса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав флюса для формирования корня шва | 1978 |
|
SU774873A1 |
| Флюс для сварки | 1976 |
|
SU606701A1 |
| Сварочный флюс | 1977 |
|
SU695786A1 |
| Сварочный флюс | 1981 |
|
SU977129A1 |
| Керамический флюс для сварки сталей | 1983 |
|
SU1107994A1 |
| Керамический флюс для сварки низколегированных сталей | 1983 |
|
SU1088904A1 |
| Сварочный флюс | 1974 |
|
SU497118A1 |
| ФЛЮС ДЛЯ ФОРМИРОВАНИЯ КОРНЯ ШВА | 2003 |
|
RU2252121C1 |
| Керамический флюс для механизированнойСВАРКи СТАли | 1979 |
|
SU823044A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2009 |
|
RU2397853C1 |
Формование корйя шва, шлакоотделяемос1ь, стойкость вольфрамового электрода, наносимость флюса на свариваемьЛе кромки Для 1 состава - удовлетворительное, для 2 - хорошее, для 3 - уярвлетворйтельйое.
Предложенный сварочный флюс приготавливают следующим образом. Нагреваю т оййместно олёйнЬй то кислоту и стеарин до сметанообразногд состояния, затем д обавляют смесь порошкообразных компонентов, размрлотьк до грануляции 50 мк + 100 мк, и перемеишвают при 400 G. Полученную массу разливают в формы к охлаждают. Хранение и транспортировку флюса производят в картонной или металлической таре. Кромки свариваемых деталей перед нанесением фпюса должны быть очищены от ржавФны и грязи, ia при отрицательных тёкшературах для лучшего сцепления флюса с металлом подогреть до 20-50° С. Флюс наносят в виде полос с обратной стороны свариваемых кромок толщина йанесенного слоя должна быть в пределах 0,1-0,3 мм, ширина - 5-7 мм. После нанесения флюса осуществляют сборку стыков с.помощью прихваток и сварку.
Предложенный сварочный флюс обеспечивает легкую определяемость шлака при сварке веплавящимся электродом в среде защитных
газов углеродистых и низколегированных сталей, пойьсшает стойкость и уменьшает износ Вольфрамового электрода, а также позволяет использовать флюс при пониженных температурах воздуха и после длительного хранения, кроме того, упрощается нанесение флюса на свариваемые кромки.
Формул, аизобретения
Сварочный флюс, преимущественно для формирования корня шва при электродуговой сварke в среде защитных газов неплавящимся электродом, содержащий плавиковый шпат, кремнезем, мрамор, , ферромарганец, ферросилиций, двуокись титана, гематит, марганцевую руду, о т л и ч а ю щ и и с я тем, что, с целью повышения стойкости вольфрамового электрода, улучшения шлакоотделения, флюс дополнительно содержит стеарин и олеиновую кислоту при следующем соотношении компонентов флюса, вес.%: 5-12 Плавиковый шпат 20-38 Кремнезем Мрамор 10-15 Ферромарганец 2-5 Ферросилиций .2-5 Дууокись титана 6-8 Гематит 2-4 Марганцевая руда 4-8 , 7506 Стеарин 20-25 Олеиновая кислота. 4,0-5fl Источники информации принятые во вни иание при экспертизе 5 1. Патент ФРГ N 2206156, кл. В 23 К 35/36, 06.12.74. 2. Авторское свидетельство СССР N 497118, кл. В 23 К 35/362.
