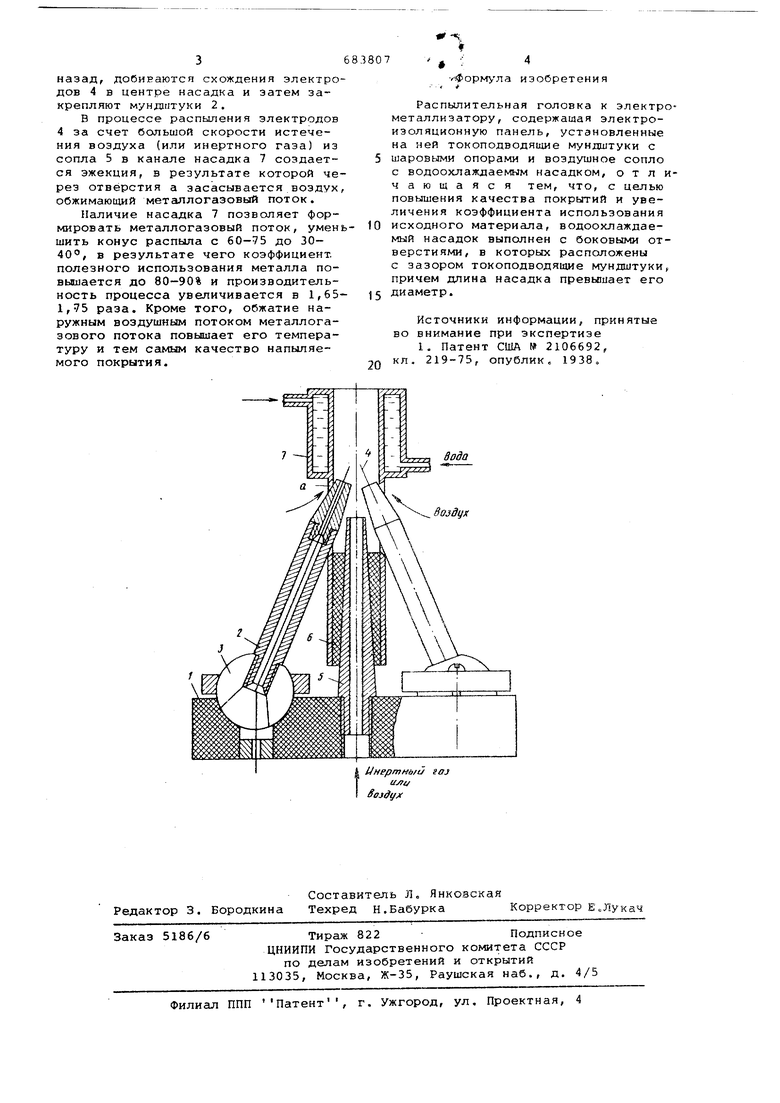
Изобретение относится к высокотемпературному распы-пению металлов (металлизации распылением). Известна распылительная головка к электрометаллизатору, содержащая электроизоляционную панель, установ ленкые на ней токоподводящие мундштуки с шаровыми опорами и воздушное сопло с водоохлаждаемым насадком 1 . В такой головке токоподводящие мундштуки расположены непосредствен но в воздушном сопле, а их выходные участки - в полости водоохлаждаемого насадка. В процессе работы голов ки частицы напыляемого материала на липают на поверхность насадка. Кроме того, в известной головке наблюдаются большоп разброс факела распыла и, как следствие, неравномерность прогрева частиц по его се чению, что снижает качество покрытий . Целью изобретения является повышение качества покрытий и увеличение коэффициента использования исходного материала. Цель достигается тем, что в рас пылительной головке к электрометал лизатору, содержащей электроизоляционную панель, установленные на ней токоподводящие мундштуки с шаровыми опорами и воздушное сопло с водоохлсокдаемым насадком, последний выполнен с боковыми отверстин и, в которых расположены с зазором токоподводящие мундштуки, причем длина насадка превыиает его диаметр. На чертеже показана распылительная головка. Распылительная головка содержит текстолитовую панель 1, на которой установлены токоподводящие мундштуки 2 с шаровыми опорами 3 и проволочными электродами 4,и воздушное сопло 5. На последнем через электроизоляционную втулку 6 закреплен водоохлаждаемый насадок 7, в котором выполнены отверстия а, где расположены с заэором мундштуки 2. Процесс отладки распылительной головки начинается с разведения мундштуков 2 до параллельного расположения их в горизонтальной плоскости. Затем насадок 7 надевают на втулку 6, расположенную на сопле 5, одновременно сводя мундштуки 2 через отверстия а и подавая насадок назад, добиваются схождения электро дов 4 в центре насадка и затем закрепляют мундштуки 2. В процессе распыления электродов 4 за счет большой скорости истечения воздуха (или инертного газа) из сопла 5 в канале насадка 7 создается эжекция, в результате которой че рез отверстия а засасывается воздух обжимаю дий металлогазовый поток. Наличие насадка 7 позволяет формировать металлогазовый поток, умен шить конус распыла с 60-75 до 3040 f в результате чего коэффициент. полезного использования металла повьдшается до 80-90% и производительность процесса увеличивается в 1,65 1,75 раза. Кроме того, обжатие наружным воздушным потоком металлогазового потока повышает его температуру и тем самым качество напыляемого покрытия.
Инертный saj
UJfij
Soidt/M 4 Формула изобретения Распылительная головка к электрометаллнзатору, содержащая электроизоляционную панель, установленные на ней токоподводяише мундштуки с шаровыми опорами и воздушное сопло с водоохлаждаемым насадком, отличающаяся тем, что, с целью повышения качества покрытий и увеличения коэффициента использования исходного материала, водоохлаждаемый насадок выполнен с боковыми отверстиями, в которых расположены с зазором токоподводяише мундштуки, причем длина насадка превышает его диаметр. Источники информации, принятые во внимание при экспертизе 1. Патент США 2106692, кл. 219-75, опублик, 1938,
| название | год | авторы | номер документа |
|---|---|---|---|
| Распылительная головка электродугового металлизатора | 1988 |
|
SU1659126A1 |
| СПОСОБ И УСТАНОВКА ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ | 2024 |
|
RU2837043C1 |
| Способ металлизации изделий | 1983 |
|
SU1123744A1 |
| Распылительная головка электрометаллизатора | 1983 |
|
SU1113177A1 |
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА | 2004 |
|
RU2283700C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОРОШКОВЫХ ПОКРЫТИЙ В ЭЛЕКТРОСТАТИЧЕСКОМ ПОЛЕ | 1999 |
|
RU2163515C1 |
| Электродуговой металлизатор "Дракон" | 2018 |
|
RU2687905C1 |
| Распылительная головка электродугового металлизатора | 1985 |
|
SU1329836A1 |
| Распылительная головка электрометаллизатора | 1989 |
|
SU1681974A1 |
| Распылительная головка электродугового металлизатора | 1982 |
|
SU1058629A1 |
