Изобретение относится к обработке металлов давлением и может быть использовано для получения тройников и фитингов, изготовляемых из трубных заготовок методом вытяжки патрубка в месте отверстия, предварительно вьгаолненного на трубе, где для обеспечения высокого качества изделий необходима высокая степень точности ориентации отверстия трубной заготовки при ее установке на стол гидравлического пресса, оснащенного системой вытяжки патрубков. Известно устройство к штампу для фик саиии полосы с отверстием, содержащее упор, снабженный пружиной возврата в ио Kdaaoe положение, поворотный относительно неподвижной оси и взаимодействующий с толкателем . В устройстве для повышения надежности работы штампа упор и толкатель размещены в разных частях штампа таким образом, что их рабочие участки расположены один под другим и вьшолнены соответствующими сечению отверстия, а ось, связывающая упор и част штампа, в которой он размещен, с одним из этих элементов, связана при помощи фигурного пазаГи. Известно устройство для ориентации сварного шва впрямошовных трубах, состоящее из механизма поворота трубы и механизма улавливания грата, В известном устройстве механизм улавливания выполнен- в виде рамы с наклонными направляющими и опоры с подпружиненными относительно нее рычагами, установленной с возможностью перемещения по наклонным направляющим. При этом пружины рычагом расположены под углом друг к другу, а рычаги снабжены упорамиС2.1. Однако в известном устройстве подача изделия непосредственно на ролики механизма поворота трубы неизбежно сопровождается ударами, что снижает надежность и долговечность его работы и степень точности ориентации. Цель изобретения - повышение степени точности ориентации, надежности и долговечности работы устройства. Для этого 368 устрсЛство снабжено столом, установленны над механизмом поворота заготовок с возможностью возвратно-поступательнохю пере мещения, а механизм поворота жестко закреплен )ш станине и снабжен опорными приводными роликами, оси которых параллельны, механизм yлaвл maния отверстия выполнен в В1ще подпружиненного стакана, установленного в направляющих станины, и снабжен роликом, жестко закрепленным на днище стакана. Стол, снабжен желобом для приема загбтовки, ось которого параллельна осям опорных роликов, а на поверхности стола выполнены отверстия для прохода опорных роликов и ролика механизма улавливания отверстия.
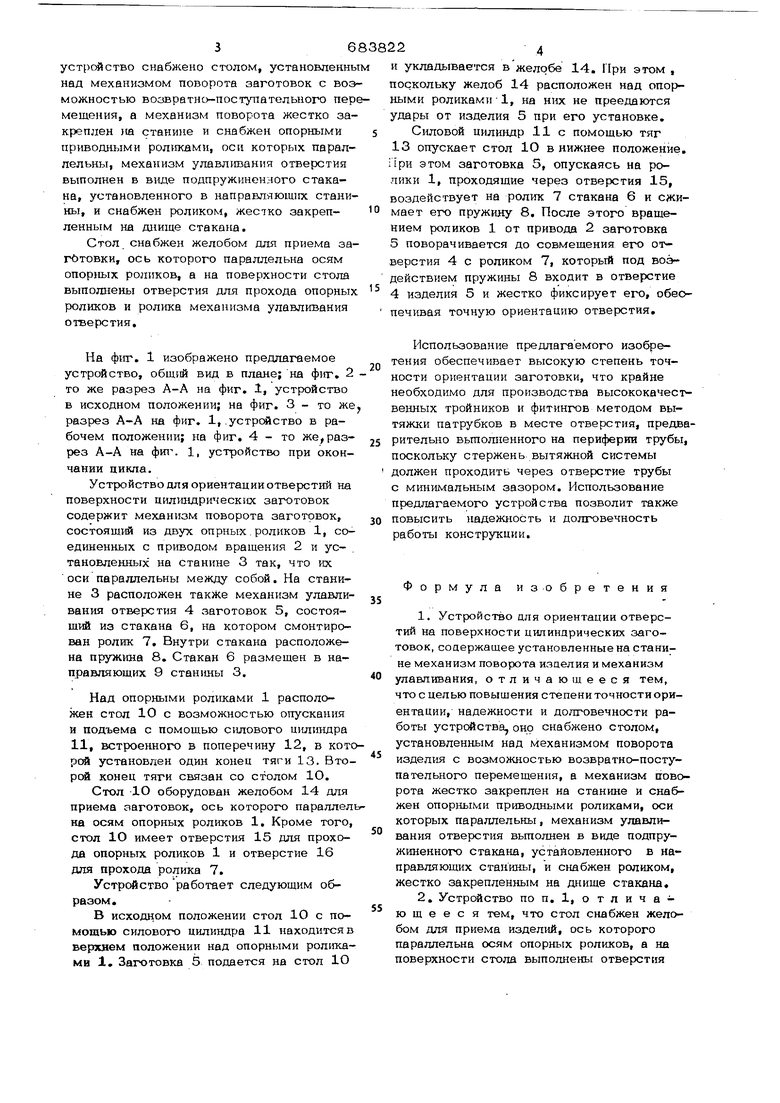
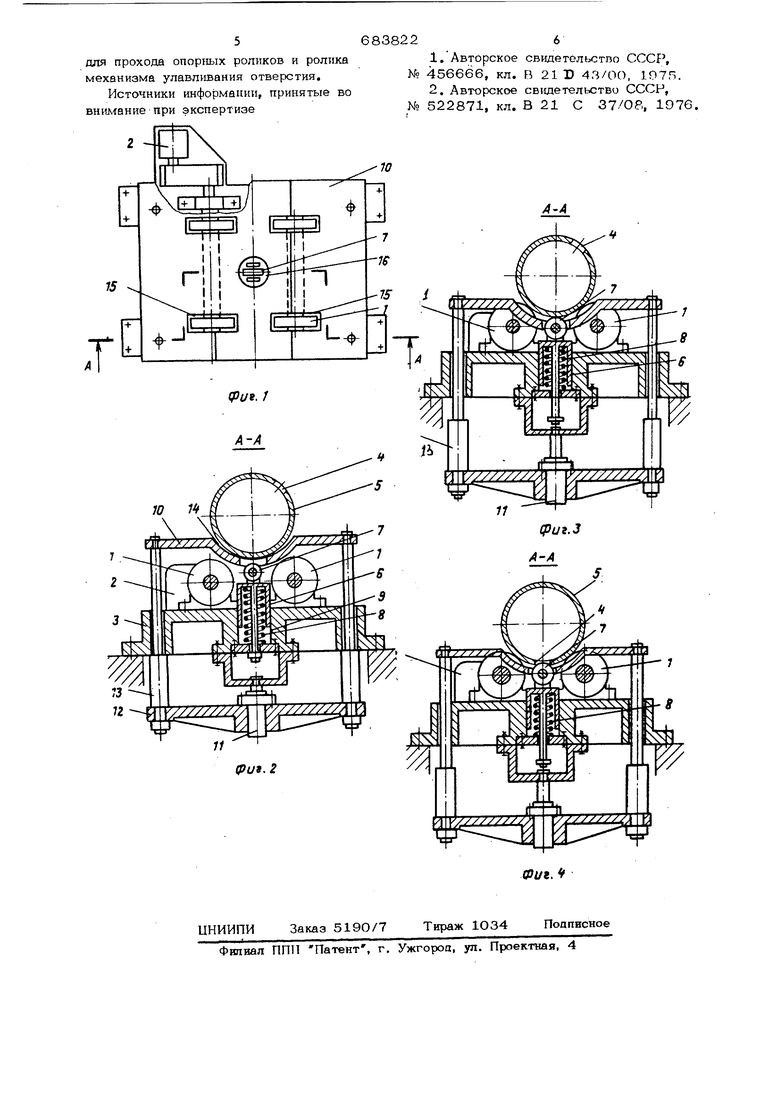
На ф1П. 1 изображено предлагаемое устройство, общий вид в плане; на фиг, 2 то же разрез А-А на фиг, 1, устройство в исходном положении; на фиг. 3 - то же разрез А-А на фиг. 1, .устрсйство в рабочем положении; на фиг, 4 - то же, разрез А-А на фиг. 1, устройство при окончании цикла.
Устройство для ориентации отверстий на поверхности цилиндрических заготовок содержит механизм поворота заготовок, состоящий из двух опрных роликов 1, соединенных с приводом вращения 2 и установленных на станине 3 так, что их оси параллельны между собой. На станине 3 расположен такЖе механизм улавливания отверстия 4 заготовок 5, состоящий из стакана 6, на котором смонтирован ролик 7, Внутри стакана расположена пруж1ша В, Стакан 6 размещен в направляющих 9 стан1шы 3.
Над опорными роликами 1 расположен стол 10 с возможностью опускания и подъема с помощью силового шшиндра 11, встроенного в поперечину 12, в которсй установлен один конец тяги 13. Второй конец тяги связан со столом 10.
Стол 1О оборудован желобом 14 для приема заготовок, ось которого параллелна осям опорных роликов 1. Кроме того, стол 1О имеет отверстия 15 для прохода опорных роликов 1 и отверстие 16 для прохода ролика 7.
Устройство работает следующим образом.
В исходном положении стол 10 с помощью силового цилиндра 11 находится в верхнем положении над опорными ролтшмв 1. Заготовка 5 подается на стол Ю
Использование предлагаемого изобретения обеспечивает высокую степень точности ориентации заготовки, что крайне необходимо для производства высококачест венных тройников и фитингов методом вытяжки патрубков в месте отверстия, предварительно вьшолненного на периферии трубы,
поскольку стержень вытяжной системы должен проходить через отверстие трубы с минимальным зазором. Использование предлагаемого устройства позволит также повысить надежность и долговечность работы конструкции.
Формула изобретения
1.Устройство для ориентации отверстий на поверхности цилиндрических заготовок, содержащее установленные на станине механизм поворота изделия и механизм улавливания, отличающееся тем, что с целью повышения степени точности ориентации, надежности и долговечности работы устройства оно снабжено столом, установленным над механизмом поворота изделия с возможностью возвратно-поступательного перемещения, а механизм поворота жестко закреплен на станине и снабжен опорными приводными роликами, оси которых параллельны, механизм улавливания отверстия вьшолнен в виде подпружиненного стакана, устайовленного в направляющих станины, и снабжен роликом, жестко закрепленным на днище стакана,
2,Устройство по п, 1, о т л и ч а ю щ е е с я тем, что стол снабжен желобом для приема изделий, ось которого параллельна осям опорных роликов, а на поверхности стола выполнены отверстия 22 И укладывается в желобе 14, При этом , поскольку желоб 14 расположен над опорными роликами-1, на них не преедаются удары от изделия 5 при его установке. Силовой ЦИЛИНДР 11 с помощью тяг 13 опускает стол 10 в нижнее положение, ;1ри этом заготовка 5, опускаясь на ролики 1, проходящие через отверстия 15, воздействует на ролик 7 стакана 6 и сжимает его пружину 8, После этого вращением роликов 1 от привода 2 заготовка 5 поворачивается до совмещения его отверстия 4 с роликом 7, который под воэдействием пружины 8 входит в отверстие 4 изделия 5 и жестко фиксирует его, обеопечивая точную ориентацию отверстия.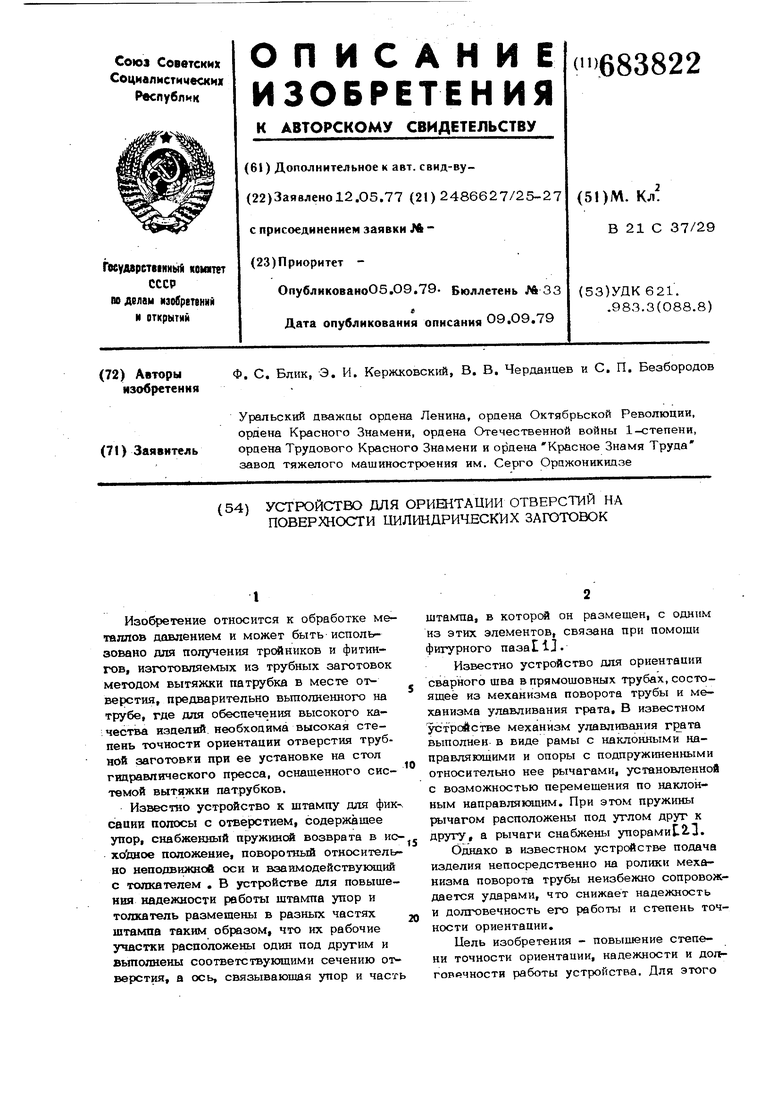
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации отверстий на поверхности цилиндрических заготовок | 1984 |
|
SU1197757A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| Автоматизированный агрегат для горячей штамповки | 1978 |
|
SU904860A1 |
| Двухвалковая листогибочная машина | 1980 |
|
SU830698A1 |
| Устройство для подачи заготовок | 1985 |
|
SU1220717A2 |
| Устройство для гибки плоских змеевиков | 1981 |
|
SU1055559A1 |
| Установка для прессования изделий из металлических порошков | 1975 |
|
SU610609A1 |
| Устройство В.И.Васильева для штамповки деталей из листового материала | 1986 |
|
SU1388166A1 |
| Устройство для правки концевыхучАСТКОВ ТРуб и пРуТКОВ | 1979 |
|
SU829252A1 |
| Штамп для выдавливания изделий типа тонкостенных стаканов | 1981 |
|
SU1007815A1 |
