2.Устройство по п. 1, отличающееся тем, что оно снабжено закрепленными на станине вертикальными стойками и смонтированными на них зажимом изогнутой части змеевика и вставкой-калибром для этой части, при этом зажим выполнен в виде клещей, одна из губок которых закреплена на вертикальной стойке, а другая выполнена самоустанавливающейся, а в стойках выполнен ряд отверстий под вставку-калибр.
3.Устройство по пп. 1 и 2, отличающееся тем, что зажим конца трубы размещен в каретке и выполнен в виде опорной планки и зажимного кулачка с эксцентриковым валом.
4.Устройство по пп. 1-3, отличающееся тем, что, с целью возможности гибки змеевиков с различными длинами ветвей в поворотном рычаге выполнен ряд отверстий для установки оси-оправки.
5.Устройство по пп. 1-4, отличающееся тем, что оно снабжено расположенным на станине упором для ограничения перемещения каретки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Устройство для гибки змеевиков из труб | 1979 |
|
SU880561A1 |
| Трубогибочный автомат | 1986 |
|
SU1526871A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРЕДВАРИТЕЛЬНО ОРЕБРЕННЫХ ПРЯМЫХ ТРУБ | 2000 |
|
RU2190817C2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК, ТАКИХ КАК ТРУБЫ | 2014 |
|
RU2655488C2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ЗМЕЕВИКОВ | 1971 |
|
SU411941A1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| Способ изготовления волноводов сложной формы и устройство для осуществления способа | 2016 |
|
RU2634815C1 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |
1. УСТРОЙСТВО ДЛЯ ГИБКИ ПЛОСКИХ ЗМЕЕВИКОВ из трубной заготовки, содержащее размещенные на станине поворотный рычаг с гибочной оправкой и зажимы концов трубы, отличающееся тем, что, с целью повыщения качества изделия путем исключения пережима проходного сечения заготовок из мягких металлов, оно снабжено кареткой и дополнительными оправками, одна из которых жестко связана со станиной, а другая совмещена с осью поворота рычага и закреплена в каретке, при этом рычаг выполнен с двумя параллельными одна другой ветвями, его оправка расположена между этими ветвями, а расстояние между оправками равно длине ветви змеевика. (Л СП ел ел ел ...f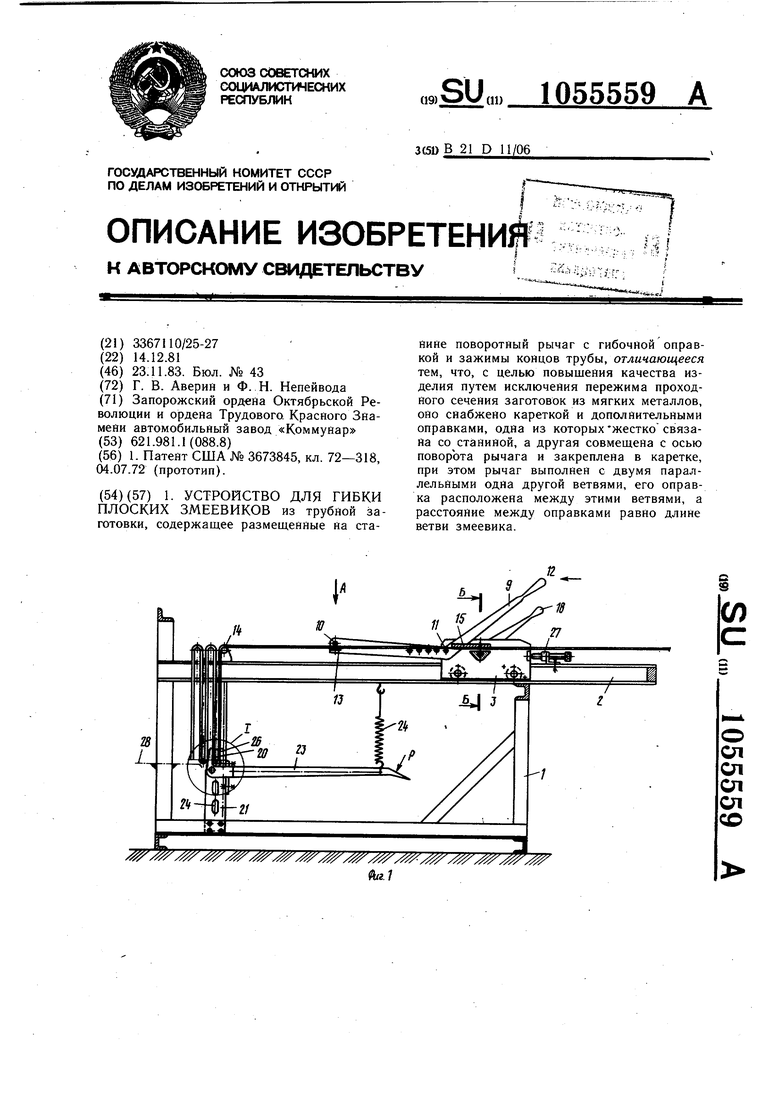
1
Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки трубыВ трубный пучок с малым расстоянием между ветвями, и может быть использовано для получения змеевиков теплообменников, применяемых в холодильной технике, автомобилестроении, автотракторостроении, в сельскохозяйственном машиностроении и других областях.
Наиболее близким к изобретению является устройство, содержащёе зажимы концов трубы и оправку, соответствующую по форме обрабатываемой заготовке. Поворотная оправка прикреплена к вращающемуся рычагу, который движется по круговой траектории, пересекающей плоскость заготовки, протягивая ее вперед, и вокруг оправки посредством приспособления для натяжения полосы 1.
Недостатком устройства является то, что оно имеет ограниченные технологические возможности и допускает пережим проходного сечения заготовки, что отрицательно сказывается на прочностных свойствах металла, особенно алюминия.
Целью изобретения является повыщение качества за счет исключения пережима проходного сечения заготовок. из мягких металлов.
С этой целью устройство для гибки плоских змеевиков из трубной заготовки, содержащее размещенные на станине поворотный рычаг, с гибочной оправкой и зажимы концов трубы, снабжено кареткой и дополнительными гибочными оправками, одна из которых жестко связана со станиной, а другая совмещена с осью поворота рычага и закреплена в каретке, при этом рычаг выполнен с двумя параллельнымиюдна другой ветвями, его оправка расположена между этими ветвями, а расстояние между оправками равно длине ветви змеевика.
Кроме того, устройство снабжено закрепленными На станине вертикальными стойками и смонтировайными на ней зажимом изогнутой части змеевика и вставкой-калибром для этой части, при этом зажим выполнен в виде клещей, одна из которых закреплена на вертикальной стогке, а другая выполнена самоустанавливающь ся, а в стойках выполнен ряд отверстий под вставку-калибр.
При этом зажим конца трубы размещен в каретке и выполнен в виде опорной планки и зажимного кулачка с эксцентриковым валом. В поворотном рычаге выполнен ряд отверстий для установки оси-оправки.
А также устройство снабжено расположенным на станине упором для ограничения перемещения каретки.
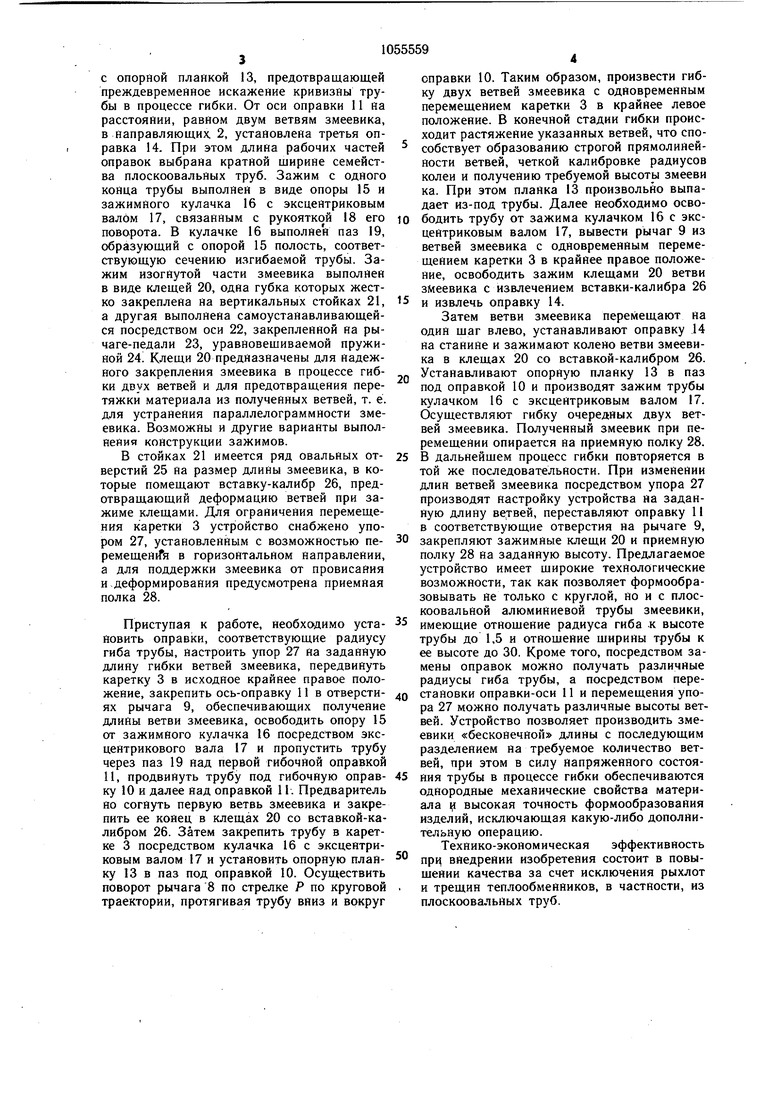
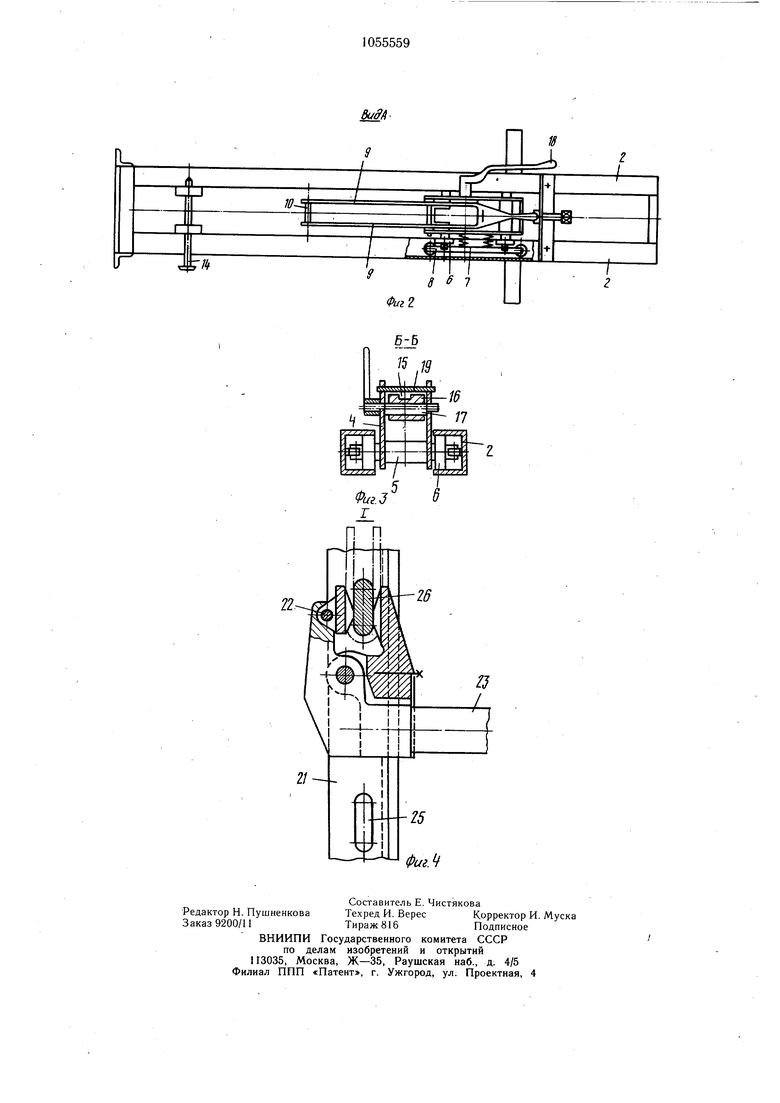
На фиг. 1 показано устройство, вид спереди; на фиг. 2 - вид А на фиг. 1; На фиг. 3 - разрез Б-Б на фиг. 1; йа фиг. 4 - узел I на фиг. 1 (губки клещей).
Устройство для гибки змеевиков из труб содержит станину в виде сварной рамы 1, на которой закреплены две направляющие 2 корытообразного профиля, с одной стороны соединенные между собой, а с другой прикрепленные к раме для свободного прохода змеевика. По направляющим 2 в процессе работы перемещается каретка 3, которая состоит из двух щековин 4 и двух осей 5 с катками 6. С целью центрирования каретки от бокового смещения в процессе гибки, на ее осях установлены подпружиненные штанги 7 с катками 8. Каретка 3 снабжена поворотным рычагом 9, выполненным в виде пары симметрично расположенных относительно горизонтальной оси ветвей, оба конца которых на расстоянии, равно.м длине ветви змеевика соединены гибочными оправками 10 и 11, из которых последняя установлена в каретке и является поворотной осью рычага 9, связанного с рукояткой 12 ее поворота. В рычаге 9 выполнен ряд отверстий для перестановки оси-оправки 11 на различные длины ветвей змеевика, что создает .ему универсальность и расширяет технологические возможности, а под оправкой 10 - паз
с опорной планкой 13, предотвращающей преждевременное искажение кривизны трубы в процессе гибки. От оси оправки 11 на расстоянии, равном двум ветвям змеевика, в направляющих 2, установлена третья оправка 14. При этом длина рабочих частей оправок выбрана кратной щирине семейства плоскоовальных труб. Зажим с одного конца трубы выполнен в виде опоры 15 и зажимного кулачка 16 с эксцентриковым валом 17, связанным с рукояткой 18 его поворота. В кулачке 16 выполнен паз 19, образующий с опорой 15 полость, соответствующую сечению изгибаемой трубы. Зажим изогнутой части змеевика выполнен в виде клещей 20, одна губка которых жестко закреплена на вертикальных стойках 21, а другая выполнена самоустанавливающейся посредством оси 22, закрепленной на рычаге-педали 23, уравновешиваемой пружиной 24. Клещи 20 предназначены для надежного закрепления змеевика в процессе гибки двух ветвей и для предотвращения перетяжки материала из полученных ветвей, т. ё. для устранения параллелограммности змеевика. Возможны и другие варианты выполнения конструкции зажимов.
В стойках 21 имеется ряд овальных отверстий 25 на размер длины змеевика, в которые помещают вставку-калибр 26, предотвращающий деформацию ветвей при зажиме клещами. Для ограничения перемещения каретки 3 устройство снабжено упором 27, установленным с возможностью перемещеН1 я в горизонтальном направлении, а для поддержки змеевика от провисания и-деформирования предусмотрена приемная полка 28.
Приступая к работе, необходимо установить оправки, соответствующие радиусу гиба трубы, настроить упор 27 на заданную длину гибки ветвей змеевика, передвинуть каретку 3 в исходное крайнее правое положение, закрепить ось-оправку 11 в отверстиях рычага 9, обеспечивающих получение длины ветви змеевика, освободить опору 15 от зажимного кулачка 16 посредством эксцентрикового вала 17 и пропустить трубу через паз 19 Над первой гибочной оправкой 11, продвинуть трубу под гибочную оправку 10 и далее над оправкой 11. Предваритель но согнуть первую ветвь змеевика и закрепить ее конец в клещах 20 со вставкой-калибром 26. Затем закрепить трубу в каретке 3 посредством кулачка 16 с эксцентриковым валом 17 и установить опорную планку 13 в паз под оправкой 10. Осуществить поворот рычага 8 по стрелке Р по круговой траектории, протягивая трубу вниз и вокруг
оправки 10. Таким образом, произвести гибку двух ветвей змеевика с одновременным перемещением каретки 3 в крайнее левое положение. В конечной стадии гибки происходит растяжение указанных ветвей, что способствует образованию строгой прямолинейности ветвей, четкой калибровке радиусов колеи и получению требуемой высоты змееви ка. При этом планка 13 произвольно выпадает из-под трубы. Далее необходимо освободить трубу от зажима кулачком 16 с эксцентриковым валом 17, вывести рычаг 9 из ветвей змеевика с одновременным перемещением каретки 3 в крайнее правое положение, освободить зажим клещами 20 ветви змеевика с извлечением вставки-калибра 26 и извлечь оправку 14.
Затем ветви змеевика перемещают на один щаг влево, устанавливают оправку 14 на станине и зажимают колено ветви змеевика в клещах 20 со вставкой-калибром 26. Устанавливают опорную планку 13 в паз под оправкой 10 и производят зажим трубы кулачком 16 с эксцентриковым валом 17. Осуществляют гибку очередных двух ветвей змеевика. Полученный змеевик при перемещении опирается на приемную полку 28. В дальнейщем процесс гибки повторяется в той же последовательности. При изменении длин ветвей змеевика посредством упора 27 производят настройку устройства на заданную длину ветвей, переставляют оправку 11 в соответствующие отверстия на рычаге 9, закрепляют зажимные клещи 20 и приемную полку 28 на заданную высоту. Предлагаемое устройство имеет щирокие технологические возможности, так как позволяет формообразовывать не только с круглой, но и с плоскоовальной алюминиевой трубы змеевики, имеющие отнощение радиуса гиба к высоте трубы до 1,5 и отнощение щирины трубы к ее высоте до 30. Кроме того, посредством замены оправок можно получать различные радиусы гиба трубы, а посредством перестановки оправки-оси 11 и перемещения упора 27 можно получать различные высоты ветвей. Устройство позволяет производить змеевики «бесконечной длины с последующим разделением на требуемое количество ветвей, при этом в силу напряженного состояния трубы в процессе гибки обеспечиваются однородные механические свойства материала высокая точность формообразования изделий, исключающая какую-либо дополнительную операцию.
Технико-экономическая эффективность прц внедрении изобретения состоит в повыщении качества за счет исключения рыхлот и трещин теплообменников, в частности, из плоскоовальных труб.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3673845, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
