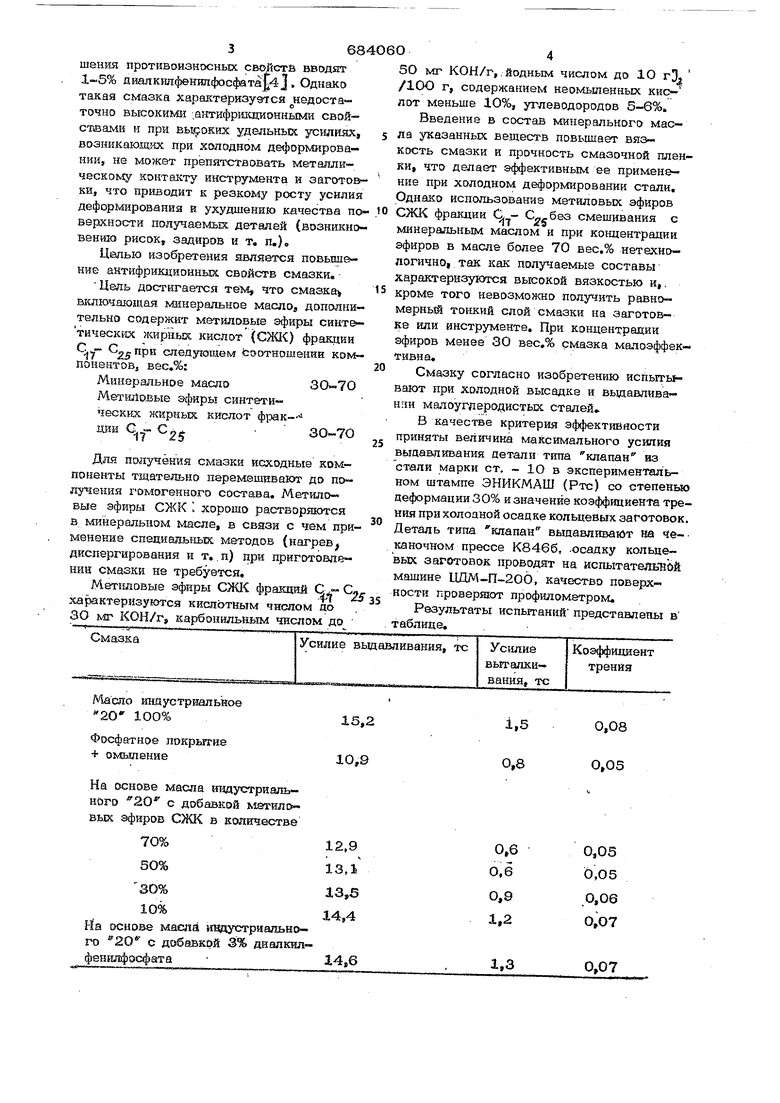
Изобретение относится к обработке М9таллов давлением и может быть испояь зовано, в частности, при получении сталь ных деталей методами холодной высадки и выдавливания. Известно применение для холодного вьщавлнвания и высадки фосфатирования последующим омыленвем j. Отвечая основным технологическим требованиям штамповки, фосфатирование заготовок имеет следукшше недостатки; сложность и вредность процесса фосфати рования, загрязнение рабочих полостей штампа остатками, смазки; отсутствие фосфатного слоя на торце заготовки посл отрезки в случае изготовления деталей на холодновысадочных автоматах из фоофатированного прутка (бунта);(трудность фосфатирования легированных сталей и сплавов;{Необходимость использова ВЕЯ больших площЕщей под оборудование для фосфатврования. Замена при холодном деформирована фосфатных покрытий жншшми смазками заметно улучшает условия труда, повышает производительность труда, расширяет технологические возможности. Известно, что предпринимались попытки осуществления холодного выдавливания и высадки сталей без фосфатного покрытия, однако жидкие смазки без антифрикционных наполнителей не создают надёжной разделительной пленки между контактирующими металлическими поверхностями, что приводит к резкому росту удельных усилий выдавливания и высадки и ухудшению качества поверхности штамповки, резкому снижению стойкости инструмента. Известные смазки на основе минеральных масел с добавками полиметакрилата З эфиров высших мококарбоновых кислот со спиртами, содержащими от 4 до Ю атомов углерода в молекуле 3j, не обеспечивают процессов холодного выдавливания сталей без фосфатного покрытия. Известна такясе смазка, включающая минеральное масло, в которое для улучшения протиБоизносных свойств вводят Л.5% диалк}шфенилфосфата|4J, Однако такая смазка характеризуется недостаточно высокими ,а 1тифршсда1онными свой™ ствамн и при вы:9оких удельньсх усщтиях, возникающих при холодном деформировании, не может препятствовать металлическок у контакту инструмента и загото ки, что пр шодит к резкому росту усилия деформирования а ухудшению качества по верхнзсти получаемых деталей (возншшовеншо рисок, задиров и т, п.)в Целыо изобретения является повыш1 ние антифрикционных свойств смазки. Цель достигается тем что смазка включающая минеральное маслоа дополнительно содержит метиловые эфиры синте тическйх ) кислот (СЖК) фракции Су следующем йоотношенни компонентов, вес,%: Минеральное масло30-70 Метиловые эфиры синтетических нсирных кислот ф1эак- щш С 30-7О Для получения смазкй исходные компоЕгенты тщательно перемешивают до полушния гомогенного состава. Метиловые эфиры СЖК 1 хорошо растворяются в минеральном масле, в свази с чем применение сп эдиальныэс методов (нагрев диспергирования и т,. п) при приготовлении смазки не требуется. Метгшовые эфяры СЖК фракций С.- С, характеризуются кислотным чнсагом до ЗО мг КОН/Г, карбонильным числом до 684 4 50 мг КОН/Г,. йодным числом до Ю гЗ /10О г, содержанием кеомьшенных кислот меньше 10%, углеводородов 5-6%. Введение в состав минерального масла указанных веществ повышает вязкость смазки и прочность смазочной пленки, что делает эффективным ее применение при холодном деформировании стали, Однако использование метиловых эфиров СЖК фракции С1 - С„,без смешивания с минеральным маслом и при концентрации эфиров в масле более 70 вес.% нетехнологичнО| так как получаемые составы характеризуются высокой вязкостью и,, кроме того невозможно получить равномерньШ тонкий слой смазки на заготовке или инструменте. При концентрации эфиров Менее 30 вес,% смазка малоэффек тивна, Смазку согласно изобретению испыть вают при холодной высадке и выдавливании мачоуглеродистых сталей В качестве критерия эффективности приняты величина максимального усилия выдавливания детали типа клапан из стали марки ст. - 1О в экспериментальном штампе ЭНИКМАШ (Рте) со степенью деформации 30% и значение коэффициента трения при холоаной осадке кольцевых заготовок. Деталь типа клапан выдавлйва1йт на «ie- каночном прессе К8466, .осадку кольцевых заготовок проводят на испытатеЛЕвЬй машине LlfflV -n-2o6, качество поверхности провершот профилометром. Результаты испытаний представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU1004453A1 |
| КОНЦЕНТРАТ СМАЗКИ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1990 |
|
SU1807725A1 |
| СПОСОБ ФОСФАТИРОВАНИЯ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2036247C1 |
| Смазка для холодной обработки металлов давлением | 1986 |
|
SU1384607A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПЕРЕД ОПЕРАЦИЯМИ ХОЛОДНОЙ ДЕФОРМАЦИИ | 1999 |
|
RU2176287C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПОДКАТА ДЛЯ ХОЛОДНОЙ ВЫСАДКИ | 1996 |
|
RU2103086C1 |
| Моющая композиция для очистки металлической поверхности перед фосфатированием | 1990 |
|
SU1772148A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1992 |
|
RU2028374C1 |
| Смазочная композиция для холодной обработки металлов давлением | 1983 |
|
SU1097657A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПЕРЕД ОПЕРАЦИЯМИ ХОЛОДНОЙ ДЕФОРМАЦИИ | 2003 |
|
RU2266977C2 |
/4асшо индустриальное 20 100% Фосфатное покрытие омьтение На сх:нове масла нндустриаль- ного 20 с добавкой метиловых эфиров СЖК в количестве На основе масна ивдустриального с добавкой 3% диалкнлфеиЕлфэсфата15,2 10,9 4,6 Результаты испытаний показывают, чт технологические свойства смазки .при концентрации эфиров СЖК 30-70% незначительно уступают свойствам фосфатного покрытия с омылением. При исполь зовании смазки согласно изобретению требуется минимальное усилие выталкивания поковки из матрицы, что связано с высокими разделительными свойствами смазки. Формула изобретения Смазка для холодной обработки металлов давлением, содержащая минеральное масло,; отличающаяся тем, что, с целью повьпиения антифрикционных свойств смазки, она дополнительно содержит метиловые эфиры синтетических жирных кислот фравщии G,- следующем соотношении компонентов, вес,% Минеральное маслоЗО-7О Метиловые эфиры синтетических жирных кислот фракции Цу- С 25 ЗО-70 Источники информации,, принятые во внимание при экспертизе J., Сб,Технологические смазки под ред, М. С. Пасечника Л., 1967, с. 139143, . 2, Авторское свидетельство СССР № 427982, кл. С 10 М 5/1О, 1974. 3,Грудев А. П. Технологические смазки в прокатном производстве,М,, 1975, с, 169-171, 4,Авторское свидетельство № 42О654, кл, С 1О М 1/48, 1974,
