Изобретение относится к способам нанесения неметаллических химических покрытий, в частности к получению фосфатного покрытия на поверхности полуфабрикатов из промышленных титановых сплавов.
В связи с возросшим применением в промышленности титановых сплавов возникла необходимость холодной деформации полуфабрикатов. Известно, что для облегчения холодной деформации металлов применяются различные виды антифрикционных покрытий, в том числе оксидное, фосфатное, оксалатное, сульфидное.
Так, в авиационной промышленности используют оксалатное покрытие при изготовлении из титановых сплавов крепежных деталей типа болтов, шпилек методом холодной высадки из прутков с высокой степенью деформирования металла. Оксалатное покрытие получают путем двух-трехкратной обработки в оксалатирующем растворе, содержащем оксалат железа, хроматы, фторид и бифторид щелочного металла, при 70-75оС, после чего на оксалатную пленку наносят технологическую смазку хозяйственное мыло [1]
Однако оксалатное покрытие часто не выдерживает двойного редуцирования (вытяжки) при изготовлении болтов, особенно на прутках большого диаметра, что приводит к задирам металла. Поэтому возникла проблема получения фосфатного покрытия на полуфабрикатах из титановых сплавов.
Известен способ фосфатирования титановых сплавов марок ВТ1-0, ВТ1-00 (технический титан). Раствор содержит фосфорную кислоту или ее соли и фториды в количестве 50-100 г/л каждого компонента [2]
Однако этот раствор нестабилен, в результате чего периодически образуется крупнокристаллическая фосфатная пленка. Кроме того, этот процесс фосфатирования нетехнологичен, так как проводится при температуре кипения раствора.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ нанесения фосфатной пленки в качестве подсмазочного покрытия на полуфабрикаты из титановых сплавов перед холодным деформированием. Способ включает обезжиривание и травление в стандартных растворах и затем обработку при 75-80оС в растворе, содержащем фосфорнокислый натрий (50-80 г/л), плавиковую кислоту (5-10 мл/л), фториды калия (20-40 мл/л) и цинка (0,1-5 г/л), сульфонол (0,1-0,3 г/л), после чего на получаемую пленку наносят технологическую смазку на основе хозяйственного мыла с MoS2 [3]
Недостаток известного способа заключается в том, что процесс фосфатирования проводят при высокой температуре 75-80оС, а получаемое фосфатное покрытие является подсмазочным и может быть использовано только в сочетании с технологической смазкой. Еще одним недостатком является узкая область применения известного способа, который распространяется только на технически чистый титан марок ВТ1-0, ВТ1-00.
Цель изобретения разработка способа фосфатирования различных промышленных титановых сплавов с α и (α + β) -структурой с высокой адгезией фосфатной пленки к основе для обеспечения высоких степеней деформации полуфабрикатов без применения смазки, с исключением энергозатрат за счет снижения температуры процесса и улучшением условий труда.
Цель осуществляется с помощью способа фосфатирования промышленных титановых сплавов, заключающегося в обезжиривании в стандартном растворе, травлении и химической обработке поверхности сплавов в фосфатирующем растворе, имеющем следующий состав, г/л: Na3PO4 5-50; NH4H2PO4 50-5; NH4F 40-60; HF (40% -ная) 15-20 мл/л; Na2SiF6 или K2SiF6 7-10; перфтороктансульфонат калия или аммония 0,05-0,15. Процесс осуществляется при 18-25оС.
Предлагаемый способ отличается от известного режимом проведения процесса фосфатирования, а также тем, что в состав раствора фосфатирования дополнительно вводят NH4H2PO4, K2SiF6 или Na2SiF6 и соединения: перфтороктансульфонат калия или аммония. Дополнительное введение в раствор NH4 H2 PO4 позволяет получать качественное компактное фосфатное покрытие в широком диапазоне толщин от 5 до 30 г/м2 K2SiF6 или Na2SiF6 дает возможность получать более мелкокристаллическую пластичную фосфатную пленку, а введение перфтороктансульфоната калия или аммония обеспечивает равномерное распределение фосфатного покрытия на поверхности металла. Совместное введение указанных компонентов в раствор позволяет осуществлять процесс фосфатирования титановых сплавов при низкой температуре 18-25оС. В результате снижения температуры процесса экономится электроэнергия, улучшаются условия труда при обработке в цехах больших поверхностей полуфабрикатов.
П р и м е р осуществления предлагаемого способа.
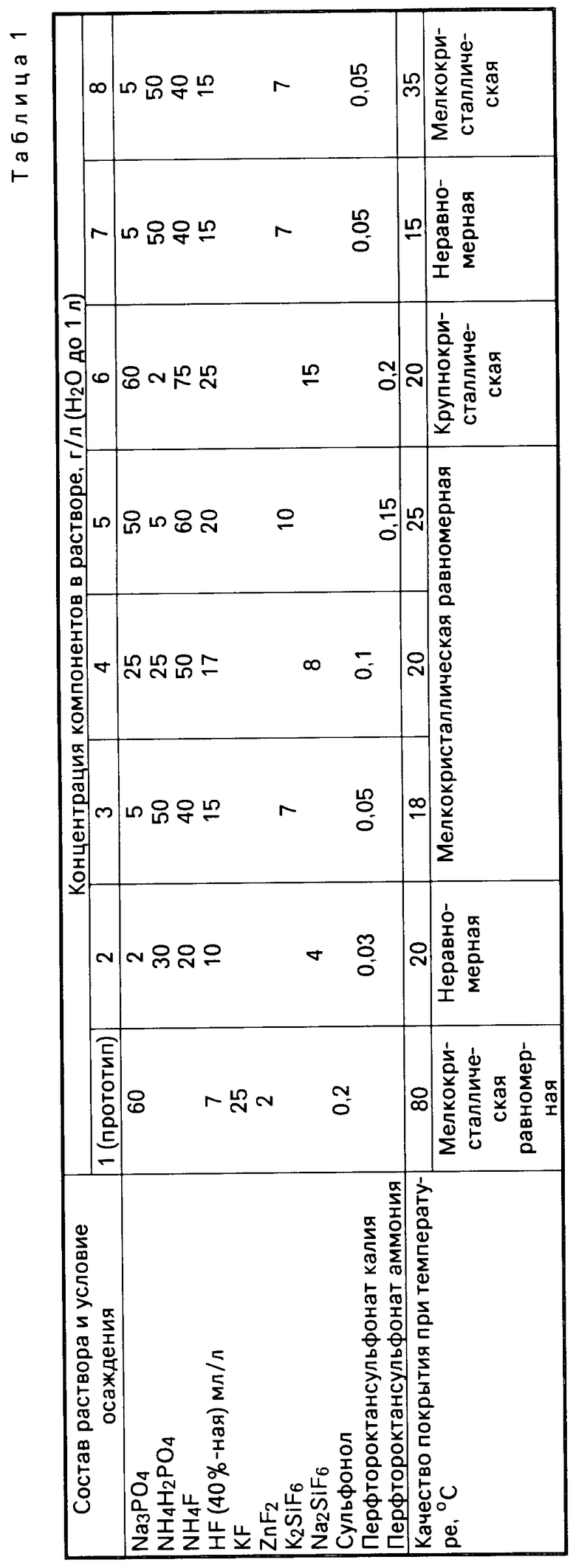
Для проведения холодной деформации прутков из титановых сплавов, например холодной высадки болтов из сплава ВТ16, на прутки после обезжиривания и травления в стандартных растворах наносили фосфатное покрытие по предлагаемому способу (табл. 1, растворы 2-8) и по способу, предложенному в прототипе (табл. 1, раствор 1).
Из таблицы видно, что оптимальные результаты по качеству фосфатного покрытия получены в растворах (3-5). Снижение концентрации компонентов в предлагаемом растворе (р-р 2) приводит к снижению толщины и равномерности фосфатных покрытий. При повышении концентраций выше верхнего предела (р-р 6) образуется крупнокристаллическая фосфатная пленка. Изменение температуры раствора приводит к образованию неравномерной пленки или пленки с недостаточной адгезией (р-ры 7, 8).
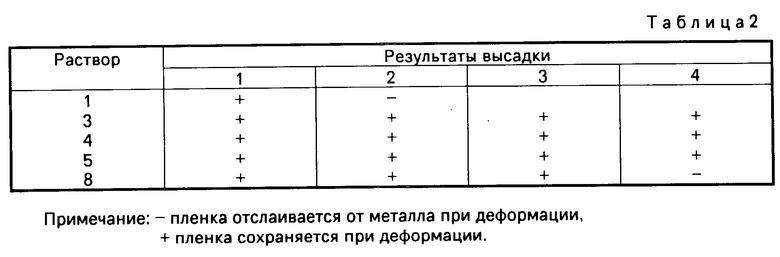
Адгезия получаемой из растворов 3-5,8 фосфатной пленки и ее антифрикционные свойства оценивались по способности титанового прутка с фосфатной пленкой выдерживать холодную деформацию при высадке болтов, которая состоит из четырех стадий: 1) обжатие конуса; 2) первое редуцирование; 3) вытяжка головки; 4) второе редуцирование. Прутки, обработанные в растворах 2, 6 и 7 (табл. 1), не подвергались холодной деформации в связи с плохим качеством фосфатного покрытия.
В процессе первого редуцирования степень деформирования металла составляет 17% второго до 34% При прохождении всех четырех стадий высадки фосфатная пленка должна оставаться на поверхности металла и предохранять его от задиров. Высадка болтов из сплава ВТ16 из прутков диаметром 6, 8 и 10 мм с фосфатным покрытием, нанесенным по предлагаемому и известному способам, проводилась на Нижегородском государственном предприятии "Нормаль".
Высадка проводилась без применения технологической смазки. Результаты высадки приведены в табл. 2.
Аналогичные результаты получены и на других промышленных титановых сплавах, например, ВТ3-1, ВТ23. Результаты высадки показывают, что фосфатное покрытие, нанесенное на сплав ВТ16 по предлагаемому способу, без применения смазки выдерживает двойное редуцирование при высадке болтов, при этом чистота поверхности получаемой заготовки болтов позволяет проводить накатку резьбы без дополнительной механической обработки.
Фосфатное покрытие, полученное из известного раствора (табл. 1, раствор 1), выдерживает только первую стадию высадки. При дальнейшей деформации покрытие сдирается с поверхности металла, что делает невозможным проведение следующих стадий деформирования.
Использование предлагаемого способа дает возможность при одноразовом нанесении фосфатного покрытия на полуфабрикаты из титановых сплавов с α и (α + β) -структурой без применения смазок осуществлять холодную деформацию с суммарной степенью деформирования до 45-50%
Предлагаемый способ фосфатирования промышленных титановых сплавов может быть использован при волочении проволоки, при изготовлении болтов для изделий авиационной, химической и других отраслей промышленности.
Изобретение относится к защите металлов от коррозии путем нанесения неметаллических химических покрытий и может быть использовано для облегчения холодной деформации полуфабрикатов в различных отраслях народного хазяйства. Сущность изобретения: способ включает обезжиривание, травление, обработку в фосфатирующем растворе, содержащем, г/л: тринатрийфосфат 5 - 50; монофосфат аммония 50 - 5; фторид аммония 40 - 60; плавиковую кислоту (40%) 15 - 20 мл/л; кремнефторид калия или натрия и перфтороктансульфонат калия или аммония 0,05 - 0,15, при температуре 18 - 25°С. 2 табл.
СПОСОБ ФОСФАТИРОВАНИЯ ТИТАНОВЫХ СПЛАВОВ, включающий обезжиривание, травление и химическую обработку поверхности титановых сплавов в фосфатирующем растворе, содержащем фосфат натрия, фториды и плавиковую кислоту, отличающийся тем, что в раствор для фосфатирования вводят дополнительно монофосфат аммония, кремнефторид натрия или калия и перфтороктансульфонат калия или аммония при следующем соотношении компонентов, г/л:
Na3PO4 5 50
NH4H2PO4 50 5
NH4F 40 60
HF (40%) 15220 мл/л
K2SiF6 или Na2SiF6 10 7
Перфтороктансульфонат калия или аммония 0,05 0,15
Вода До 1 л
а процесс осуществляют при 18 25oС.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Раствор для получения подсмазочных покрытий на полуфабрикатах из титановых сплавов | 1977 |
|
SU865976A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

