Известны станы косой прокатки с валками, имеющими цилиндрические участки на выходном конце и спирально расноложенные выстуны.
Онисываемый стан принадлежит к таким же станам косой нрокатки, но отличается тем, что выступы расположе)1Ы но снирали возрастающего шага. Для того, чтобы нробка располагалась также и между цилиндрическими участками валков, цилиндрическая часть пробки удлинена.
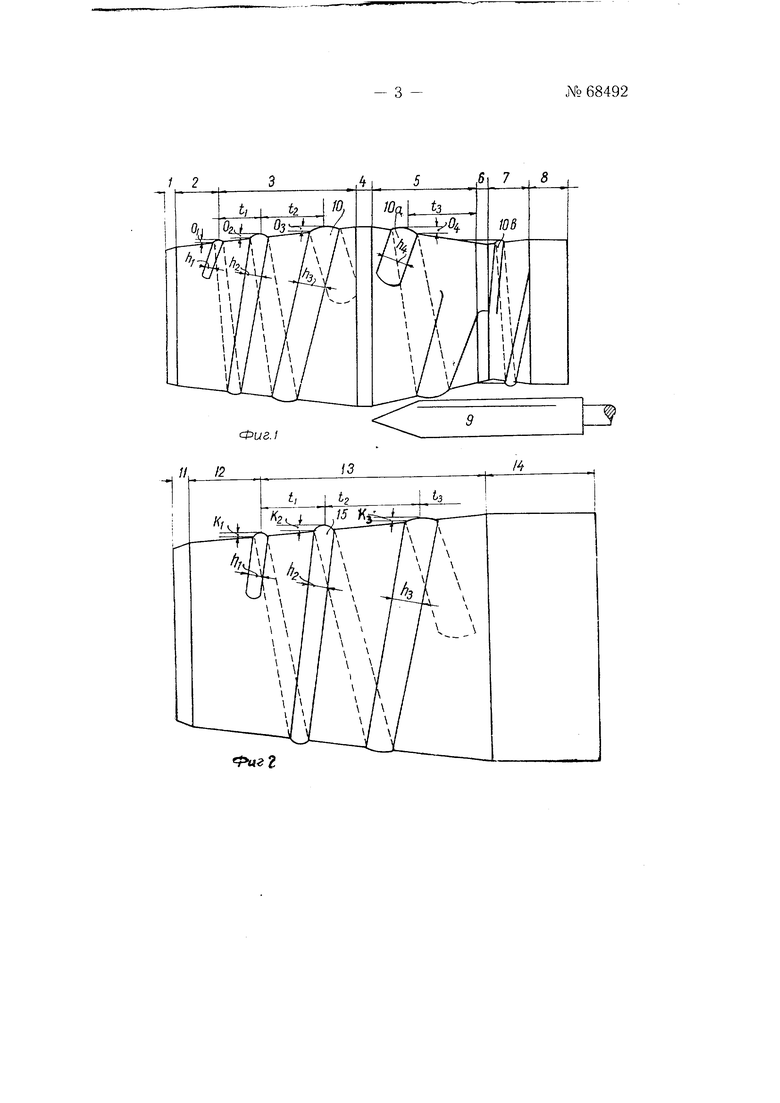
На фиг. 1 схематически изображен валок и пробка из сплощного слитка; на фиг. 2 - аналогичное устройство для прокатки труб из заготовок в виде гильз.
Валок имеет направляющий конус /, захватный конлс 2, винтовой конус 3 прошивки, пережим 4, конус винтовой раскатки 5, поягок 6, коиус 7 подъема и полируюншй цилиндрический участок с на выходном конце ваЛКа.
Винтовой конус 3 прошивки и конус 5 винтовой раскатки имеют, спирально расположенные выступы JO, 10, а, 10, b в виде раборды. Реборда имеет переменный 1;гпрерь г-;:о меняющийся таг /ь t-2 И з, который постепенно возрастает по мере продвижения заготовки в стане и это увеличение связано с возрастанием скоростей металла при прошивке и прокатке.
Ширина выступов 10, 10, а, постепенно увеличивается по ходу прокатки (/, /Z2, hz и h). Число витков t выступов 10, 10, а, 10, Ь, на конусах может быть от одпого больще.
Высота выступов Oi, 0, Оз и 04 переменная. Минимальное значение она имеет в начале витка и постепенно повышается до максимального значения ОдВ максимальном значении Оа, выступ 10, b имеет определенную протяженность, затем уменьшается, сходит на нет и сливается с телом валка.
№ 68492- 2 Полирующий Зчасток 8 имеет цилиндрическую форму. Пробка .9 имеет здлиненную цилиндрическую часть, с целью расположения ее также и между цилиндрическими участками валков.
Стан может быть вылолнен двухвалковым оцисапной конструкции или трехвалковым, а также и четырехвалковым с двумя оиисанными валками и двумя ГоТадкими. Все четыре валка могут быть приводные или два из них приводные и два гладкие холостые.
В форме Бьтолиения цо фиг. 2 валки цредиазначеиы для косой прокатки труб ие из сплошных слитков, а из .заготовок, имеющих форму гильз.
Такой валок имеет цаправляюший конус //, захватный конус 12. винтовой конус 13 и полирующий цилиндрический участок 14 на выходном конце ва.тка.
Спиральный выстуи 15 на винтовом конусе 13 и.меет неременный непрерывно увеличивающийся Hiar /i, /2 и /з. Спираль 15 может иметь один или несколько витков.
Увеличивающийся щаг соответствует величиие возрастающей скорости истечения металла (в связи с иостепенньш обжатием) прокатываемой заготовки. Ширина h может быть постоянной или переменной (З/величивающейся) h, h н Лц.
Высота /Сь 2 и /Сз выступа 15 строится следующим образом: высота делается в начале витка минимальной, йотом носгепенно возрастает и доходит до максимума: при макси.мальной высоте выступа имеет определенн ю протяженность, затем эта протяженность понижается, сходит на нет и сливается с телом валка.
Пред м е т и :; обретения
1.Стан косой прокатки с использоваиием прокатных валков, имеЮН1ИХ цилиндрические участки на выходном конце и спирально расположенные выступы, о т л и ч а ю Hi и и с я тем, что выступы расположены по спирали возрастающего щага.
2.В стане по п. 1 применение пробки с удлиненной цилиндрической частью с целью распо.тожения ее также между цилиндрическими участками валков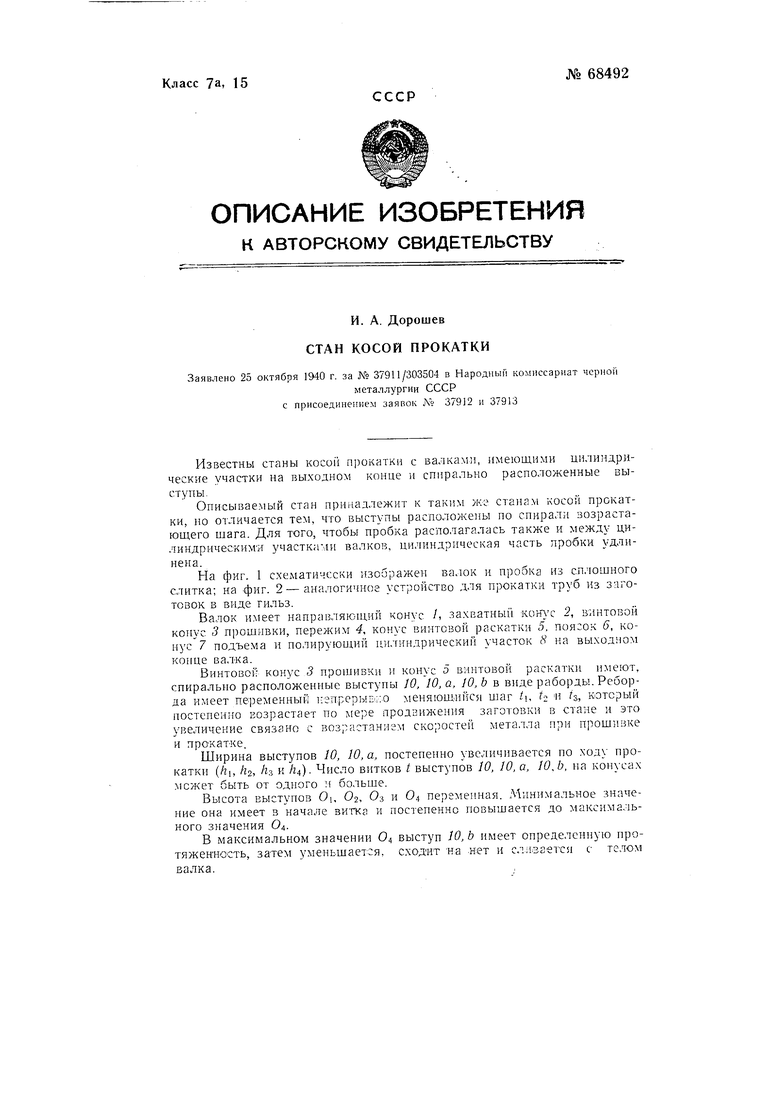
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2041751C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2006303C1 |
| Валок для винтовой прошивки | 1980 |
|
SU900891A1 |
| Валок трехвалкового раскатного стана | 1985 |
|
SU1268221A1 |
| ВАЛОК СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2013 |
|
RU2554246C1 |
| ВАЛОК ДЛЯ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2255821C2 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| СПОСОБ ПРОШИВКИ ЗАГОТОВОК И СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ В ГИЛЬЗЫ-ЗАГОТОВКИ И ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК В ГИЛЬЗЫ | 2013 |
|
RU2553323C1 |
| Способ производства труб | 1980 |
|
SU908437A1 |