(54) ПРОКАТНЫЙ СТАН ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ полос В РУЛОНАХ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ТОНКОЙ ПОЛОСЫ ПЕРЕД СМОТКОЙ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2240878C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2376085C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЙ ПОЛОСЫ НА СТАНАХ ГОРЯЧЕЙ ПРОКАТКИ | 2005 |
|
RU2293617C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Прокатный стан для производства горячекатанных полос | 1978 |
|
SU778830A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ С ДВУМЯ ГРУППАМИ МОТАЛОК | 2005 |
|
RU2312720C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОВ | 2002 |
|
RU2223833C2 |
1
Изобретение относится к прокатке металла и может быть использовано для горячей прокатки полос в рулонах на непрерывных и полунепрерывных полосовых станах горячей прокатки.
Известен стан для горячей прокатки полос в рулопах, содержапдий чистовую группу рабочих клетей, измерители формы полосы и натяжное устройство, установленные за чистовой группой клетей, отводящий рольганг с направляющими передвижными линейкэми и системой охлаждения полосы, группы моталок с тянущими роликами для сматывания полосы в рулон 1.
Недостатками известного стана являются отсутствие регулирования формы полосы после ее охлаждения и невозможность создания стабильного натяжения полосы при сматывании в рулон после выхода ее из чистовой группы рабочих клетей. Это приводит к снижению качества полосы и рулонов изза коробления полос после охлаждения и изза телескопичности после выхода полосы из клети.
Цель изобретения - создание натяжения полосы после выхода ее из последней клети
чистовой группы, а также регулирование формы полосы после ее охлаждения.
Это достигается тем, что перед направляющими передвижными линейками установлено дополнительное натяжное устройство, выполненное в виде приводных роликов, верхний из которых содержит привод вертикального перемещения. Кроме того, нижние ролики натяжного устройства снабжены устройствами изгиба, связанными с измерителем формы полосы, расположенным после участка охлаждения полосы.
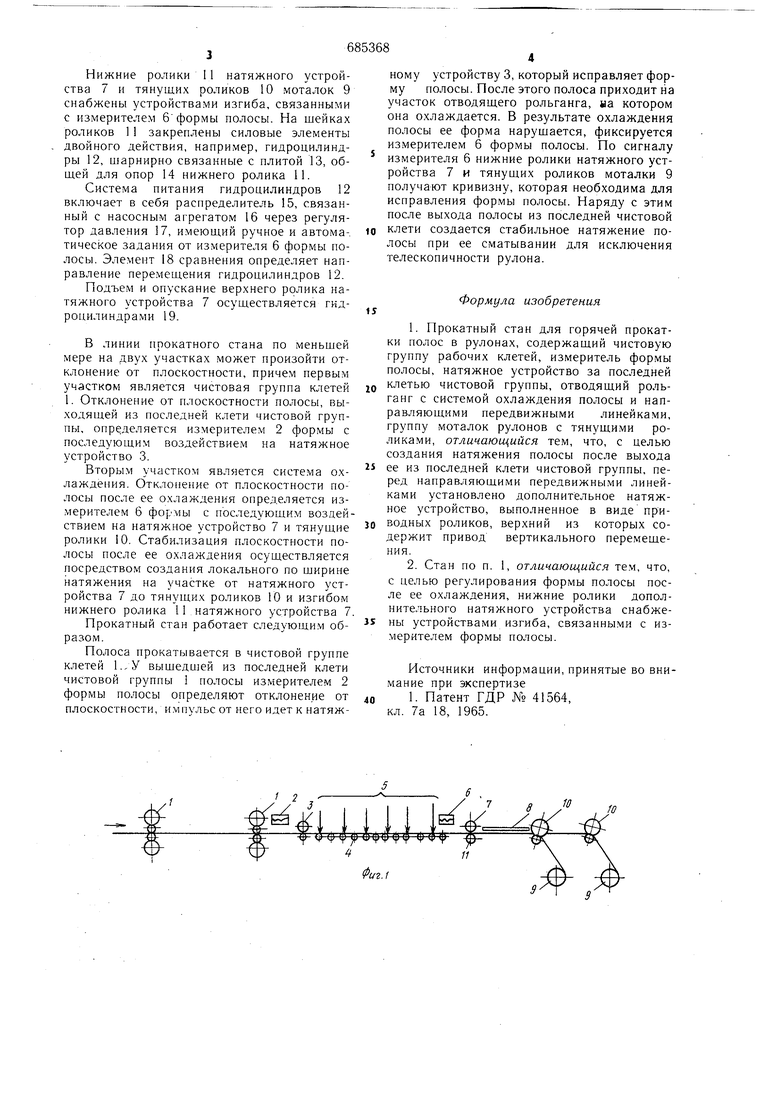
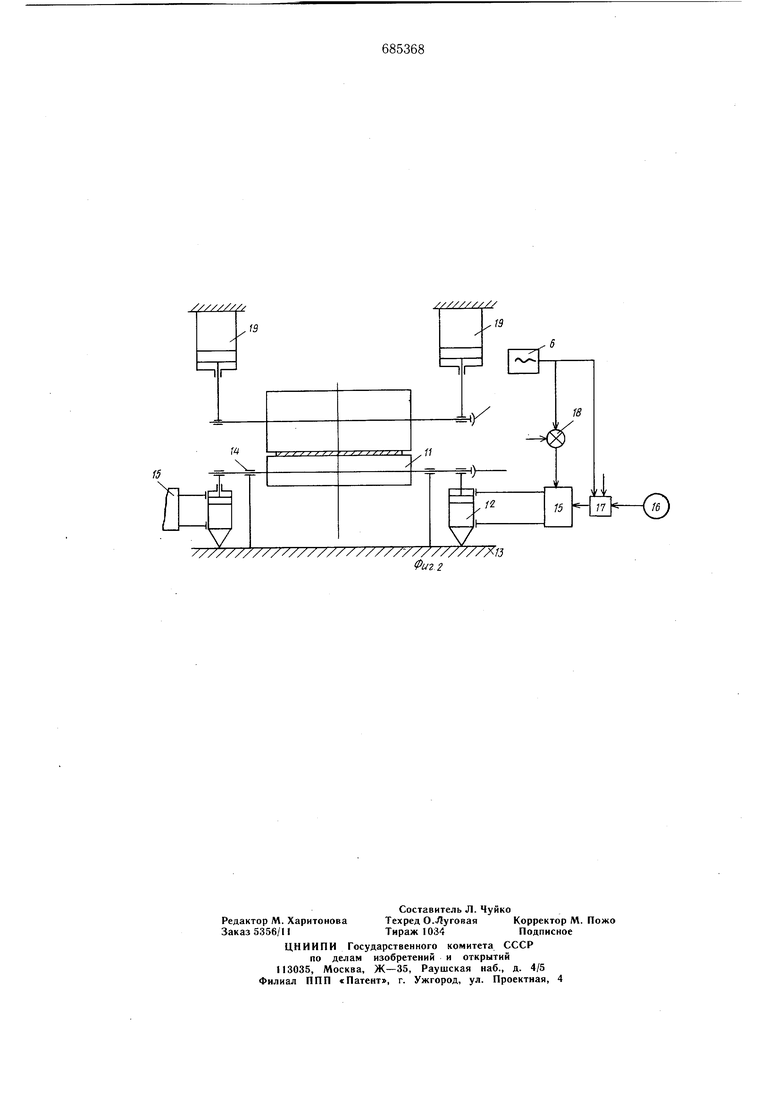
На фиг. 1 изображена схема предлагаемого прокатного стана; на фиг. 2 - то же, схема нижнего ролика натяжного устройства.
Прокатный стан для горячей прокатки полос в рулонах содержит чистовую группу рабочих клетей 1, измеритель 2 формы полосы, натяжное устройство 3 за последней клетью чистовой группы, отводящий рольганг 4, систему охлаждения 5 полосы, измеритель 6 формы полосы, дополнительное натяжное устройство 7 за системой охлаждения полосы, направляющие передвижные линейки 8, группу моталок 9 с тянущими роликами 10. Нижние ролики 11 натяжного устройства 7 и тянущих роликов 10 моталок 9 снабжены устройствами изгиба, связанными с измерителем 6формы полосы. На шейках роликов 1 1 закреплены силовые элементы двойного действия, например, гидроцилиндры 12, шарнирно связанные с плитой 13, общей для опор 14 нижнего ролика 11. Система питания гидроцилиндров 12 включает в себя распределитель 15, связанный с насосным агрегатом 16 через регулятор давления 17, имеющий ручное и автома-, тическое задания от измерителя 6 формы полосы. Элемент 18 сравнения определяет направление перемещения гидроцилиндров 12. Подъем и опускание верхнего ролика натяжного устройства 7 осуществляется гидроцилиндрами 19. В линии прокатного стана по меньшей мере на двух участках может произойти отклонение от плоскостности, причем первым участком является чистовая группа клетей 1. Отклонение от плоскостности полосы, выходящей из последней клети чистовой группы, определяется измерителем 2 формы с последуюп им воздействием на натяжное устройство 3 Вторым участком является система охлаждения. Отклонение от плоскостности полосы после ее охлаждения определяется измерителем 6 формы с последующим воздействием на натяжное устройство 7 и тянущие ролики 10. Стабилизация плоскостности полосы после ее охлаждения осуществляется посредством создания локального по щирине натяжения на участке от натяжного устройства 7 до тянущих роликов ГО и изгибом нижнего ролика 11 натяжного устройства 7. Прокатный стан работает следующим образом Полоса прокатывается в чистовой группе клетей 1.,У вышедщей из последней клети чистовой группы 1 полосы измерителем 2 формы полосы определяют отклонение от плоскостности, ИМПУЛЬС от него идет к натяжному устройству 3, который исправляет форму полосы. После этого полоса приходит на участок отводящего рольганга, ыа котором она охлаждается. В результате охлаждения полосы ее форма нарущается, фиксируется измерителем 6 формы полосы. По сигналу измерителя 6 нижние ролики натяжного устройства 7 и тянущих роликов моталки 9 получают кривизну, которая необходима для исправления формы полосы. Наряду с этим после выхода полосы из последней чистовой клети создается стабильное натяжение при ее сматывании для исключения телескопичности рулона. Формула изобретения 1. Прокатный стан для горячей прокатки полос в рулонах, содержащий чистовую группу рабочих клетей, измеритель формы полосы, натяжное устройство за последней клетью чистовой группы, отводящий роль анг с системой охлаждения полосы и направляющими передвижными линейками, РУппу моталок рулонов с тянущими роликами, отличающийся тем, что, с целью создания натяжения полосы после выхода из последней клети чистовой группы, пеР направляющими передвижными линеи уста новлено дополнительное натяж « устройство, выполненное в виде роликов, верхний из которых привод вертикального перемеще2. Стан по п. 1, отличающийся те.м, что, с целью регулирования формы полосы после ее охлаждения, нижние ролики дополнительного натяжного устройства снабже ьг устройствами изгиба, связанными с измерителем формы полосы. Источники информации, принятые во внимание при экспертизе 1. Патент ГДР № 41564, кл. 7а 18, 1965.
