2
ДВУХ текущих скоростей, и определяют по зависимости
Е ,
где Е - длина жидкой фазы при меньшей скорости вытягивания; V - меньшая скорость вытягивания;
на участках, расположенных выше указанного, время определяют по зависи мости , р
где | - расстояние от мениска металла в кристаллизаторе до середины участка;
V - новая скорость вытягивания; на участках, расположенных ниже указанного, при уменьшении скорости вытягивания время определяют по завиСИМОСТТ1:
f - - -v,,
где S - расстояние от середины участка до конца жидкой фазы при большей скорости вытягивания-;
V( , V - текущие скорости вытягивания;
при увеличении же скорости вытягивания - по зависимости: -. - S лЕ - S
2 V.,-V,
где А - разница длин жидкой фазы. . Улучшение качества слитков будет происходить потому, что при изменении скорости вытягивания выдерживаются оптимальные условия затвердевания, ликвидируются участки с местным разогревом и переохлаждением, не нарушается стабильность процесса кристаллизации слитка вдоль технологической оси установки.
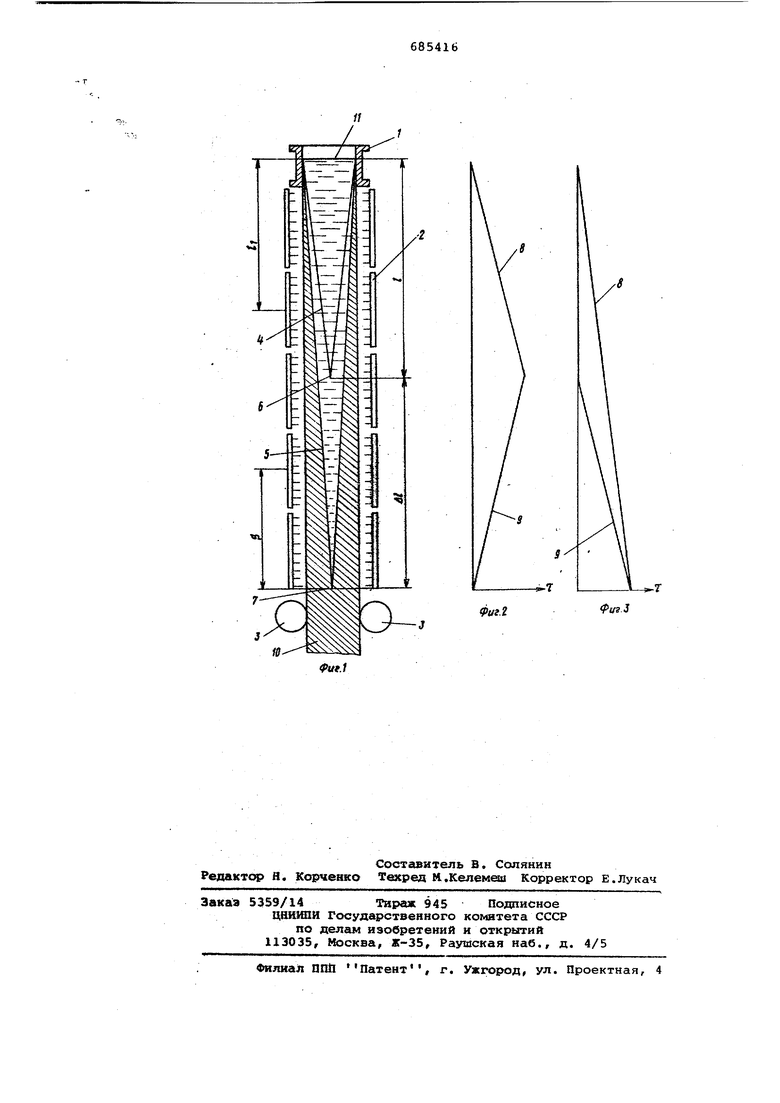
На фиг. 1 показана установка непрерывной разливки металлов, продольный разрез ; на фиг. 2 - график изменения во времени фронта кристаллизации и положения конца жидкой фазы при уменьшении скорости вытягивания слитка; на фиг. 3 - то же, при увеличении скорости вытягивания слитка.
Установка непрерывной разливки металлов состоит из криста-плизатора 1, форсуночных секций 2, соответствующих участкам зоны вторичного охлаждения, тянущих валков 3; позиции 4 и 5 - положение фронтов кристаллизации; 6 и 7 - концы жидкой фазы при различных скоростях вытягивания; 8 и 9 - линии изменения положения фронта кристаллизации и конца жидкой фазы соответственно; 10 непрерывнолитой слиток; 11 - менис металла в кристаллизаторе 1.
Способ непрерывной разливки металлов осуществляют следующим образом. .. В кристаллизатор 1 сечением 250х х170 мм разливают сталь марки Зсп,
и из него при помощм валков 3 вытягивают слиток 10 со скоростью v 0,8 м/мин. Этой скорости соответствует положение 5 фронта кристаллизации и конец 7 жидкой фазы, который находится на расстоянии 16 м от
мениска 11 металла. В зоне вторичного охлаждения слиток охлаждают водой, распыливаемой форсунками, сгруппированными в пять участков (или форсуночных секций) длиной 3,0 м каждый. На участках зоны вторичного охлаждения устанавливают расходы воды 12,,О; 10,0; 6,0; 4,0 и 2,0 MV4. Полное время затвердевания слитка
толщиной 250 мм составляет 20 мин.
Расстояние от мениска 11 металла до нижнего торца кристаллизатора 1 равно 1 м. При уменьшении скорости вытягивания слитка с 0,8 до 0,4 м/мин глубина жидкой фазы уменьшается с
16 до 8 м, а фронт кристаллизации перемещается из положения 5 в положение 4.
На фиг. 2 показан график указанных изменений в зависимости от времени t . Линия 8 характеризует время выхода фронта кристаллизации в положение 4 по высоте зоны вторичного охлаждения в зависимости от времени t . Линия 9 характеризует время подъема конца жидкой фазы из положения 7 в положение 6 в зависимости от времени или время отключения участков 4 и 5.- Из этого e графика видно, что время, в течение которого необходимо уменьшить расходы воды на каждом участке после уменьшения скорости вытягивания, переменно по длине слитка.
При уменьшении скорости вытягивания с 0,8 до 0,4 м/мин уменьшают расход на каждом участке равномерно от прежних значений до новых, соответствующих новой скорости вытягивания
Vj 0,4 м/мин. На первых трех участках расходы воды уменьшают до значений 8,0; 4,5 и 2,0 соответственно. При зтом время уменьшения расходов воды на первом участке устанавливают равным отношению расстояния его середины от мениска металла
S(2,5 м к новой скорости вытягивания v 0,4 м/мин:
- Г-Щ- мин.
Для второго участка то же отношение будет равно:
|;|- 13,75 мин.
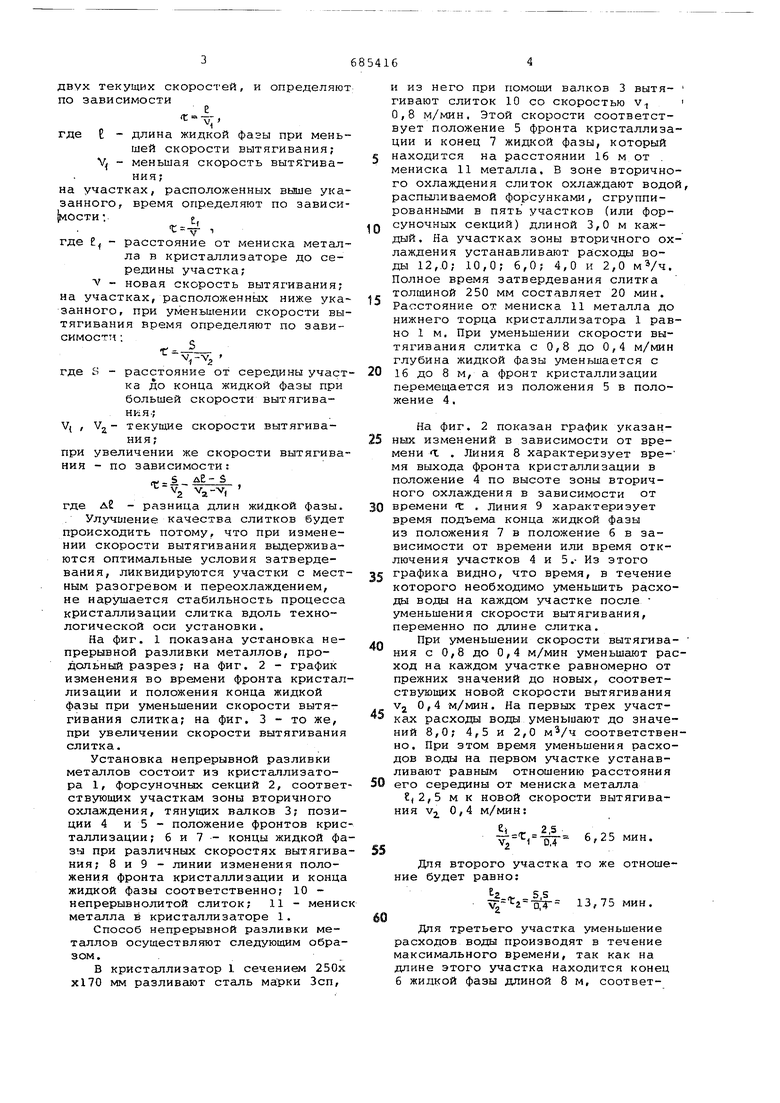
Для третьего участка уменьшение расходов воды производят в течение максимального времени, так как на длине этого участка находится конец 6 жидкой фазы длиной 8 м, соответствующий новой скорости вытягивани v 0,4 м/мин. В этом случае ,0 ро v| 5 Q7r20 мин; что соответствует времени полного затвердевания слитка. Для четвертого участка время уме шения расходов воды устанавливают равным отношению расстояния от его середины до конца 7 жидкой фазы, чт соответствует начальной скорости вы рягивания V, 0,8 м/мин, к разнице начальной и конечной скоростей вытя гивания : т А,5 При этом на четвертом и пятом участ ках расходы воды уменьшают от начал ных значений до нуля или отключают, так как при новой скорости вытягивания конец 7 жидкой фазы выходит из этих секций. Таким образом, при уменьшении . скорости вытягивания увеличивают вр мя уменьшения расходов воды на каждом участке от минимального значения от нижнего торца кристешлизатора и от конца жидкой фазы, соответствующей начальной скорости вытягивания, в направлении к концу жидкой фазы соответствующему новой скорости вытягивания. При этом максимальное время уменьшения расходов воды устанавливают на участке, в котором находится конец жидкой фазы, соответствующий новой скорости вытягивания. На участках, расположенных выше этого участка, время умень шения расходов воды устанавливают равным отношению расстояния их сере дины от мениска металла к значению новой скорости вытягивания. На учас ках, расположенных ниже того же уро ня, время уменьшения расходов воды устанавливают равным отношению расстояния их середин от конца жидкой фазы, соответствующего начальной скорости вытягивания, к разнице начальной и новой скоростей вытягивания. При увеличении скорости вытягива ния с V, 0,4 м/мин до Vj 0,8 м/мин увеличивают расходы воды на каждом участке равномерно от прежних значе ний до новых, соответствующих новой скорости вытягивания Vj 0,8 м/мин, На всех пяти участках расходы воды увеличивают до значений 12,0; 10,0; 6,0; 4,0 и 2,0 соответственно. В этом случае глубина жидкой фазы увеличивается с 8 до 16 м, а фронт кристаллизации перемещается из поло жения 4 в положение 5. На фиг, 3 показан график указанных изменений в зависимости от времени Т . Линия 8 характеризует время выхода фронта кристаллизации в по ложение 5 по высоте зоны вторичного охлаждения в зависимости от времени т . Линия 9 характеризует время опускания конца жидкой фазы из положения б в положение 7 или время включения четвертого и пятого участков в зависимости от времени. Из графика видно, что время увеличения расходов воды в каждом участке после увеличения скорости вытягивания различ °в первом участке время увеличения расходов воды устанавливают равным отношению расстояния его середины от мениска металла t 2,5 м к новой скорости вытягивания v- 0,8 м/мин: 2 S 3,125 мин. Для второго и третьего участков то же отношение будет равно соответственно:. 6,875 мин; 3 т &.S 10,625 мин. Время, через которое заканчивают величение расходов воды в четвертом участке, устанавливают равным: 14,375 мин. Время, через которое заканч} вают величение расходов воды в пятом частке, устанавливают равным вреени полного затвердевания слитка ли 20 мин, так как на длине этого частка находится конец 7 жидкой азы длиной 16 м, соответствующий новой скорости вытягивания V,0,8 м/мин,В этом случае в 16 м. t5 ig 20 мин. то соответствует времени полного атвердевания слитка. Однако полученные значения вреени окончания увеличения расходов оды на четвертом и пятом участках меньшают на время, необходимое для ыхода конца жидкой фазы на середиу этих участков. Указанные величиы определяют из соотношения: S - расстояние от конца 6 жидкой азы до середины соответств тощего частка. Таким образом, Ч оа- iiT - 6,5 1 Б,25 мин. 5 - 0,& -. 0,4Увеличение расходов вору на четертом и пятом участках начинают со емени выхода конца жидкой фазы на
середину длин этих участков или че рез BpeMHAt, 8, 75 мин и дГ 16,25 мин после увеличения скорости вытягивания слитка. Таким образом, расходы воды на таких участках увеличивают за время
«,375-8,75 5,626 мин;
5 20-16,25 3,75 мин.
При увеличении скорости вытягивания увеличивают время увеличения раходов воды на каждом участке от минимального значения от нижнего торца кристаллизатора и от конца жидкой фазы, соответствующего конечной скорости вытягивания, в направлении к концу жидкой лунки, соответствующей начальной скорости вытягивания. При этом максимальное время увеличения расходов воды устанавливают на участкахj на которых находится конец жидкой фазы, соответствующий начальной скорости вытягивания. На участках, расположенных выше этого участка, время увеличения расходов воды устанавливают равным отношению расстояния их середины от мениска металла к значению новой.скорости вытягивания. На участках, расположенных- ниже того же уровня, время увеличения расходов воды устанавливают равным значсгнияг.1 того же отношения, уменьшенного на величину отношения расстояний середин участков от конца жидкой лунки, соответствующего начальной скорости вытягивания, к разнице начальной к новой скоростей вытягивания,
Применение предлагаемого способа при изменении скоростей вытягивания слитка на установках непрерывной разливки позволяет стабилизировать процесс кристаллизации слитка избежать переохлаждения и разогрева участков поверхности, снизить значе ния термических напряженки ниже допустимых, в результате чего снижается брак слитков по внутренним и наружным трещинам на 2-3%.
Формула изобретения Способ непрерывной разливки метала, включающий подачу металла в криталлизатор, вытягивание из него ели ка с переменной скоростью и охлаждс ние слитка вдоль его поверхности с изменением расхода воды при из -нении скорости вытягивания слитд, отличающийся тем, что,, с целью улучшения качества слитков, время, в течение которого регулируют расход воды при изменении скорое ти вытягивания устанавливают переменHbJM по длине охлгикдаемой поверхности слитка, причем максимальное время задя.ют на участке с концом жидкой фазы, соответствующим меньшей из двух регулируемых скоростей, и определяют по зависимости:
rsl V .
где - длина жидкой фазы при меньшей скорости вытягивания; V, меньшая скорость вытягивания,
на участках, расположенных выше указанного/ время определяют по зависимости г
c li Г
где , - расстояние от мениска металла до середасны участка,
V новая скорость .зстягь.аа.-Нй.р ка участках г расположенг-ь-г ийже укг1 saHKorOj. при у лвкъ1ве.нкк сгсросУ . вытлг -ваниявре.мя опрйдал / ст по эаВНСИМОСГ.; а
...
va-v
3
г,де S
расстояние от середишл участка до конца жидкой фазы при большей скорости вытягива. няя
V| и Vj, текущие скорости, при увеличении же скорости йытягизания - по зависЕшости; уЦ,де-5
2 FV
где л. - разница длин жидкой фазы.
Источники информации, принятые во внимание при экспертизе
1.. Патент ФРГ № 2344438, кл. 31в 11/12, опублик. 1974.
2. Заявка № 2194955/02, кл В 22D 11/00, 02,12.75, по которой принято решение о выдаче авторского свидетельсгва.
Фаг.З
Фиг.2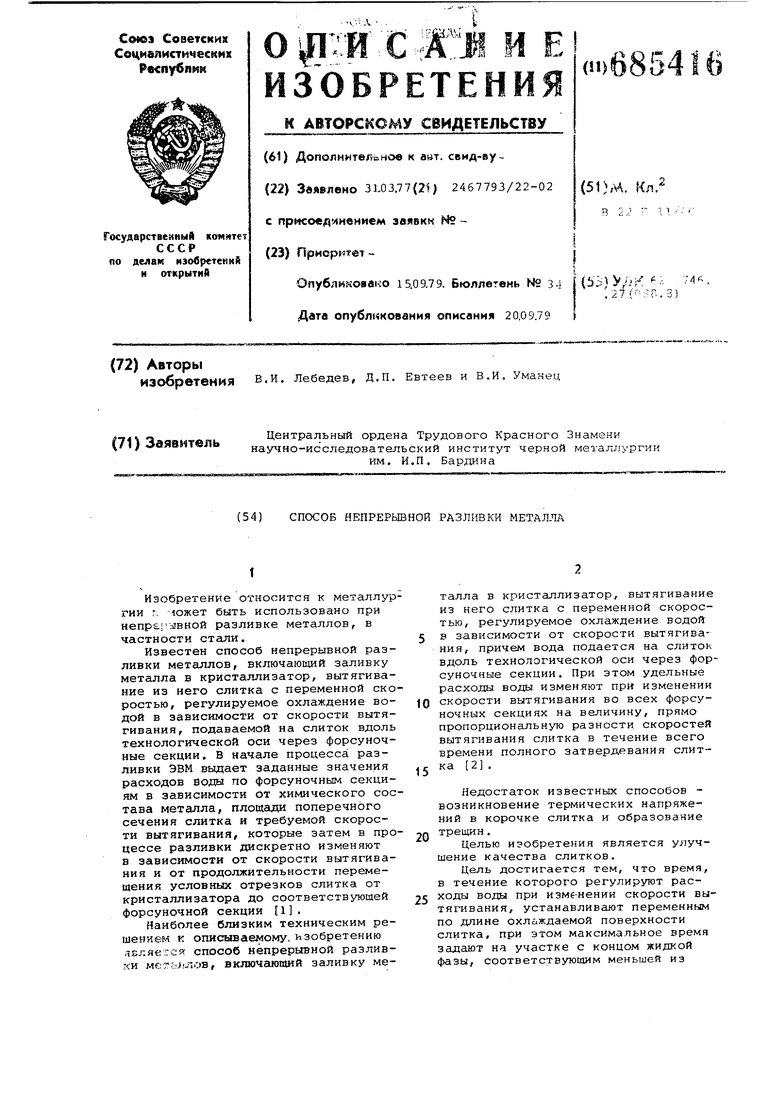
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной разливки металлов | 1977 |
|
SU686811A1 |
| Способ непрерывной разливкиМЕТАллОВ | 1979 |
|
SU831294A1 |
| Способ непрерывной разливки металлов | 1981 |
|
SU996072A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2066585C1 |
| Способ непрерывной разливки металлов | 1976 |
|
SU655466A1 |
| Способ непрерывной разливки металлов | 1980 |
|
SU899241A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022690C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2066586C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065338C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2001 |
|
RU2210458C2 |