(54) СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ КРУГОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Дражный черпак | 1982 |
|
SU1091996A1 |
| МОДУЛЬНОЕ БУРОВОЕ ДОЛОТО С НЕПОДВИЖНЫМИ РЕЖУЩИМИ ЭЛЕМЕНТАМИ, КОРПУС ДАННОГО МОДУЛЬНОГО БУРОВОГО ДОЛОТА И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2432445C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2004 |
|
RU2284257C2 |
| Способ изготовления алмазно-абразивных кругов | 1981 |
|
SU1044463A1 |
| СБОРНЫЙ ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2005 |
|
RU2300455C2 |
| Способ получения износостойких и упругих структур сменных органов почвообрабатывающего оборудования | 2020 |
|
RU2769338C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОТЕРМИЧЕСКИХ И ИЗОЛЯЦИОННЫХ ВСТАВОК ЛИТНИКОВЫХ СИСТЕМ | 2012 |
|
RU2492960C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2000 |
|
RU2183548C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ СТАЛЬНЫХ ОТЛИВОК | 2014 |
|
RU2576386C1 |
| Способ изготовления безопочных форм для изделий сложной формы с полостями | 1989 |
|
SU1770079A1 |
I
Изобретение относится к производству абразивных инструментов из сверхтвердых материалов.
Известен способ изготовления абразивных кругов, включающий укладку а литейную форму абразивных элементов, предьарительно полученных формованием и термообработкой, и корпуса и заполнение кольцевого промежутка жидким металлом, соответствующим по составу материалу связки I.
Наиболее близким техническим рещением к описываемому изобретению является способ изготовления многослойных изделий. включ ающий установку в литейную форму армирующих вставок, например, из износостойкого сплава и перфорированной втулки, через отверстия которой литейную форму заполняют под давлением жидким металлом 2.
Недостаток указанного способа -высокая трудоемкость изготовления вставок. Кроме того, этот способ нельзя использовать для получения абразивных крупногабаритных кругов, армированных вставками из абразивного материала с заданными параметрами.
Целью изобретения является снижение трудоемкости изготовления абразивных кругов путем одновременногообразования корпуса круга и соединения его с режущими элементами, а также повышение качества кругов.
Цель достигается тем, что абразивные элементы устанавливают в литейную форму предварительно собранными в сменной обойме.
Описываемый способ позволяет снизить трудоемкость изготовления кругов за счет быстрой установки абразивных элементов в горячую литейную форму и совмещения ряда операций. Кроме того, способ позволяет получать изделия высокого качества за счет точности установки в сменной обойме абразивных элементов с заданными параметрами абразивного слоя.
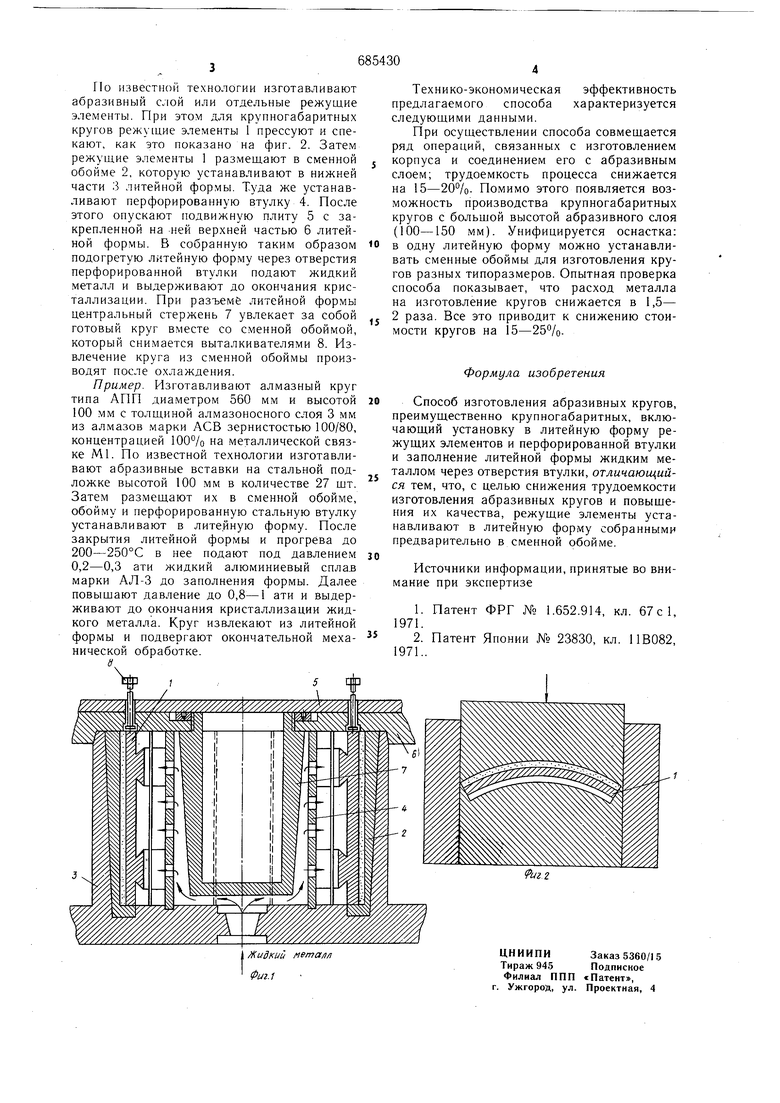
На фиг. 1 изображена в разрезе собранная литейная форма для осуществления указанного способа; на фиг. 2 --- схема формования и спекания абразивных режущих элементов.
Способ осуществляют следующим образо.м.
