(54) ЭЛЕКТРОД-4ШСТРУМЕНТ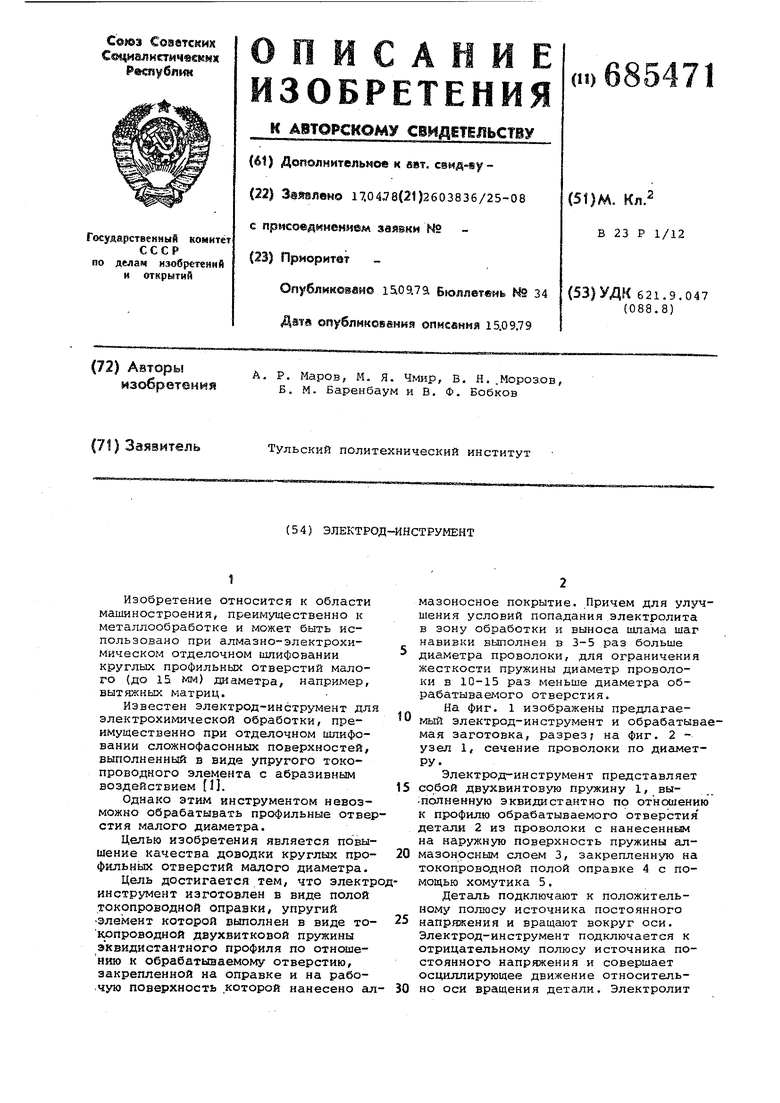
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент | 1981 |
|
SU963789A2 |
| ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ПРОСТРАНСТВЕННО-СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2552204C2 |
| Способ размерной электрохимической обработки | 1977 |
|
SU625893A1 |
| Устройство для торцового электроалмазного шлифования | 1983 |
|
SU1189613A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ | 1999 |
|
RU2161551C1 |
| Способ шлифования токопроводной керамики | 2024 |
|
RU2835282C1 |
| Инструмент-электрод для электрохимического полирования пространственно сложных поверхностей | 2018 |
|
RU2686508C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1971 |
|
SU298454A1 |
| Электрод-инструмент для электрохимической обработки | 1980 |
|
SU979067A1 |
| Электродный блок для электрохимической обработки кольцевых канавок в отверстии трубчатой заготовки с винтовым зубчатым профилем | 2022 |
|
RU2784617C1 |
Изобретение относится к области машиностроения, преимущественно к металлообработке и может быть использовано при алмазно-электрохимическом отделочном шлифовании круглых профильных отверстий малого (до 15 мм) диаметра, например, вытяжных матриц. известен электрод-инструмент дл электрохимической обработки, преимущественно при отделочном шлифовании сложнофасонных поверхностей, выполненный в виде упругого токопроводного элемента с абразивньпи воздействием 1. Однако этим инструментом невозможно обрабатывать профильные отвер стия малого диаметра. Целью изобретения является повышение качества доводки круглых профильных отверстий малого диаметра. Цель достигается тем/ что электр инструмент изготовлен в виде полой токрпроводной оправки, упругий -элемент которой выполнен в виде то копроводной даухвитковой пружины эквидистантного профиля по отношеиию к обрабатываемому отверстию, закрепленной на оправке и на рабо,чую поверхность .которой нанесено ал мазоносное покрытие. Причем для улучшения условий попадания электролита в зону обработки и выноса шлама шаг навивки выполнен в 3-5 раз больше диаметра проволоки, для ограничения жесткости пружины диаметр проволоки в 10-15 раз меньше диаметра обрабатываемого отверстия. На фиг. 1 изображены предлагаегфгй электрод-инструмент и обрабатываемая заготовка, разрез; на фиг. 2 узел 1, сечение проволоки по диаметЭлектрод-инструмент представляет собой двухвинтовую пружину 1, вы:п6лненную эквидистантно по отнсхиению к профилю обрабатываемого отверстия детали 2 из проволоки с нанесенным на наружную поверхность пружины алмазоносньм слоем 3, закрепленную на токопроводной полой оправке 4 с помощью хомутика 5. Деталь подключают к положительному полюсу источника постоянного напряжения и вращшот вокруг оси. Электрод-инструмент подключается к отрицательному полюсу источника постоянного напряжения и совершает осциллирующее движение относительно оси вращения детали. Электролит
подают в рабочую зону через центральное отверстие оправки 4, Усилие резания и величина осцилляции регулируются за счет осевого пере- мещения путем сжатия и растяжения инструмента относительно обрабатываемой детали и ограничиваются жесткостью пружины. Улучшение условий удаления шлама из зоны обработки и условий попадания электролита в зону обработки достигается также за счет изменения расстояния между витками и последующего увеличения или уменьшения их диаметра (при осцилляции электрода-инструмента). , Формула изобретения Электрод-инструмент для электрохимического шлифования поверхностей,
преимущественно доводки, выполненный в виде упругого токопроводного элемента, с абразивным воздействием, отличающийся тем, что, с целью доводки круглых профильных отверстий Мсшого диаметра/ упругий элемент выполнен в виде двухвитковой пружины эквидистантного профиля по отношению к обрабатываемому отверстию, на рабочую поверхность которой нанесено алмазоносное покрытие.
Источники информации, принятые во внимание при экспертизе
fuz.g.
