Изобретение относится к области размерной электрохимической обработки, а именно к конструкции инструментов для электрохимической доводки зубчатых колес.
Известны электроды-инструменты для электрохимической обработки зубчатых колес путем свободной обкатки их в потоке электролита, предназначенные для работы на параллельных осях с целью обеспечения электрохимической обработки блочных шестерен, состоящие из плотно скрепленных двух токопроводных пластин и одной изолированной пластины, расположенной по диагонали венца зубчатого колеса.
Такие электроды-инструменты пригодны для изготовления зубчатых колес с высокой степенью точностью, когда они выполнены с внутренним зацеплением и находятся в контакте с максимальны.м количеством зубьев обрабатываемого колеса. В этом случае факторы времени профильного проскальзывания, времени нахождения в активной зоне обработки и интегрального значения изменения межэлектродного зазора оказывают незначительное влияние на погрешности профилей зубьев и геометрическую точность обрабатываемого колеса.
обката является то, что вышеуказанные факторы влияют, в основном, на ухудшение параметров, характеризуюших точность обрабатываемого колеса, так как количество электричества, проходящее в этом случае по профилю от головки до ножки зуба, будет неравномерно. Это объясняется спецификой наружного зацепления, связанной с различным временс.м нахождения каждого участка
рабочего профиля зуба срабатываемого колеса под активным действием тока в момент обката.
Цель изобретения - обеспечить высокую точность изготовления зубчатых колес электрохимическим методом при наружном зацеплении с электродом-инструментом с получением исправляющего эффекта путем коррекции рабочего профиля электрода-инструмента по обратно пропорциональному закону стекающего количества электричества по высоте
зуба зубчатого колеса, с учетом исходной
точности изготовления его рабочего профиля.
Достигается это тем, что токопроводный
электрод-инструмент разрезан, например, по
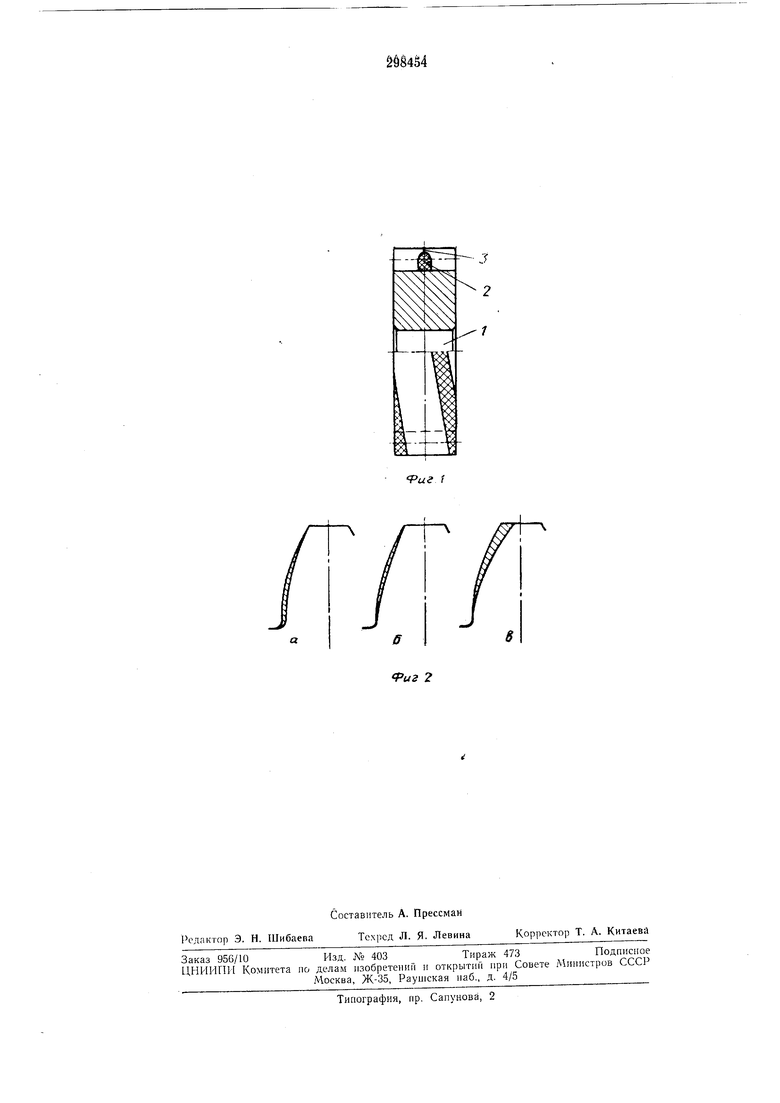
диагонали на две одинаковые половины, между которыми расположена пластина из токоизолируюц-iero материала с нормальным профилем зуба. Толщина прокладки из диэлектрического материала подбирается таким обкону обратной нрОпорциональности от количества электричества, протекающего на этих участках. На фиг. 1 показан электрод-инструмент для электрохимической обработки зубчатых колес на параллельных осях; на фиг. 2 - графически изображены погрешности электрохимической обработки зубчатых колес методом свободного обката, зависящие от следующих факторов: а) фактора врел1ени, учитывающего профильное проскальзывание обрабатываемых поверхностей, дающий увеличенный объем на ножке зуба; б) фактора времени, определяемого интегральным значением изменения межэлектродного зазора в процессе обкатки и дающий увеличенный объем в полюсе зацепления; в) фактора времени нахождения обрабатываемой точки профиля зуба в активной зоне обработки, дающий увеличенный съем с головки зуба. Электрод-инструмент состоит из двух одинаковых диагонально разрезанных половин / (см. фиг. 1) прямозубого колеса из токопроводящего материала, 1между которыдш размещена пластина 2 из токоизолирующего материала с нормальным профилем зуба. Рабочий профиль токопроводящих половин электродаинструмента частично изолирован по поверхности, например, нетокопроводящим лаком, участками 3, уменьшающимися от впадины к головке зуба по закону обратной пропорциональной зависимости от протекающего на этих участках количества электричества, причем изолированные участки расположены по диагонали или по винтовой линии. При определении толщины электроизоляционной прокладки 3 указанные выше факторы могут быть учтены по формуле: ;,раб Ч-6ап-А5-б; . р / . a.U-q.t,fС-пр, /lo), где: ЬР - рабочая ширина электродаинструмента на рассматриваемом участке; Y - удельный вес обрабатываемого металла; бан -ширина обрабатываемого зубчатого венца шестерни-анода;AS - рассматриваемый элементарный участок на профиле зуба; а - электрохимический эквивалент;и - напряжение на электродах; q - удельная проводимость; бг - Среднее значение закономерной погрешности на участке AS для всех зубьев колеса, полученных от предшествующей обработки; ti - суммарное значение факторов времени профильного проскальзывания, времени нахождения в активной зоне обработки и времени, определявмого интегральным значением изменения межэлектродного зазора в процессе взаимной обкатки; ;ho) -безразмерная функция, определяемая параметрами зацепления, выраженных через приведенный радиус, кривизны сопрягаемых поверхностей в данной точке Гпр и минимальным межэлектродным зазором Йо. редмет изобретения ктрод-инструмент для электрохимичеаботки зубчатых колес методом свообката, состоящий из двух токопрополовин, разделенных изолирующим асположенным наклонно к торцам а, отличающийся тем, что, с целью я высокой точности по профилю зуирующий слой выполнен переменной по высоте зуба. трод-инструмент по п. 1, отличаюем, что ширину изолирующего слоя ют по формуле: )аб - Г ан-Ао-Ог р . /„ h a.U-g-t, Р- f - рабочая ширина электродаинструмента на рассматриваемом участке; -удельный вес обрабатываемого металла; ан -ширина обрабатываемого зубчатого венца щестерни-анода;S - рассматриваемый элементарный участок на профиле зуба; - электрохимический эквивалент;и - напряжение на электродах; - удельная проводимость; г - среднее значение закономерной погрешности на рассматриваемом участке AS для всех зубьев колеса, полученных от предшествующей обработки; i - сум.марное значение факторов времени профильного проскальзывания, времени нахождения в активной зоне обработки и времени, определяемого интегральным значением изменения межэлектродного зазора в процессе взаимной обкатки; ho) - безразмерная функция, определяемая параметрами зацепления, выраженных через приведенный радиус кривизны сопрягаемых поверхностей в данной точке Гцр, минимальным межэлектродным зазо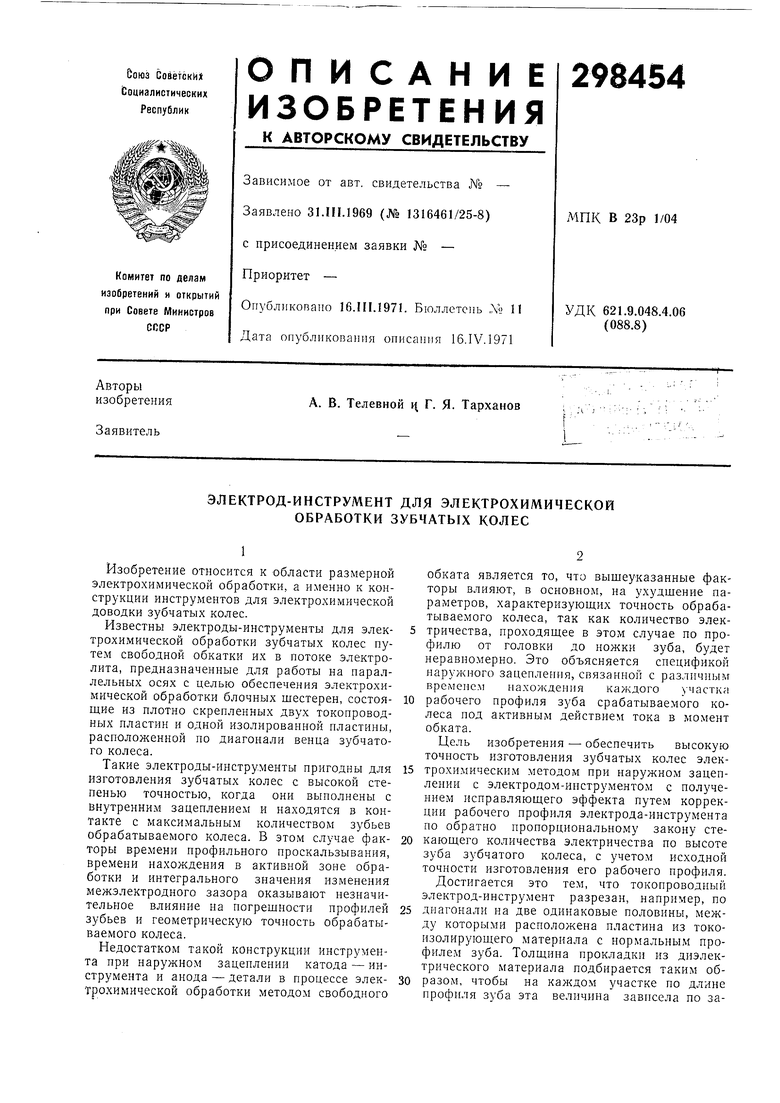
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1969 |
|
SU248411A1 |
| Способ размерной электрохимической обработки зубчатых колес | 1983 |
|
SU1237337A1 |
| Электрод-инструмент | 1976 |
|
SU607693A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1973 |
|
SU385706A1 |
| Способ электрохимической обработки зубчатых колес | 1983 |
|
SU1093458A1 |
| Способ электрохимикомеханической обработки арочных зубьев цилиндрических зубчатых колес | 2018 |
|
RU2701977C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1972 |
|
SU428901A1 |
| Способ электрохимической обработки зубчатых колес | 1988 |
|
SU1530358A1 |
| Способ электрохимического нанесения покрытий на поверхности сложнопрофильных изделий | 1987 |
|
SU1638216A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2165339C2 |