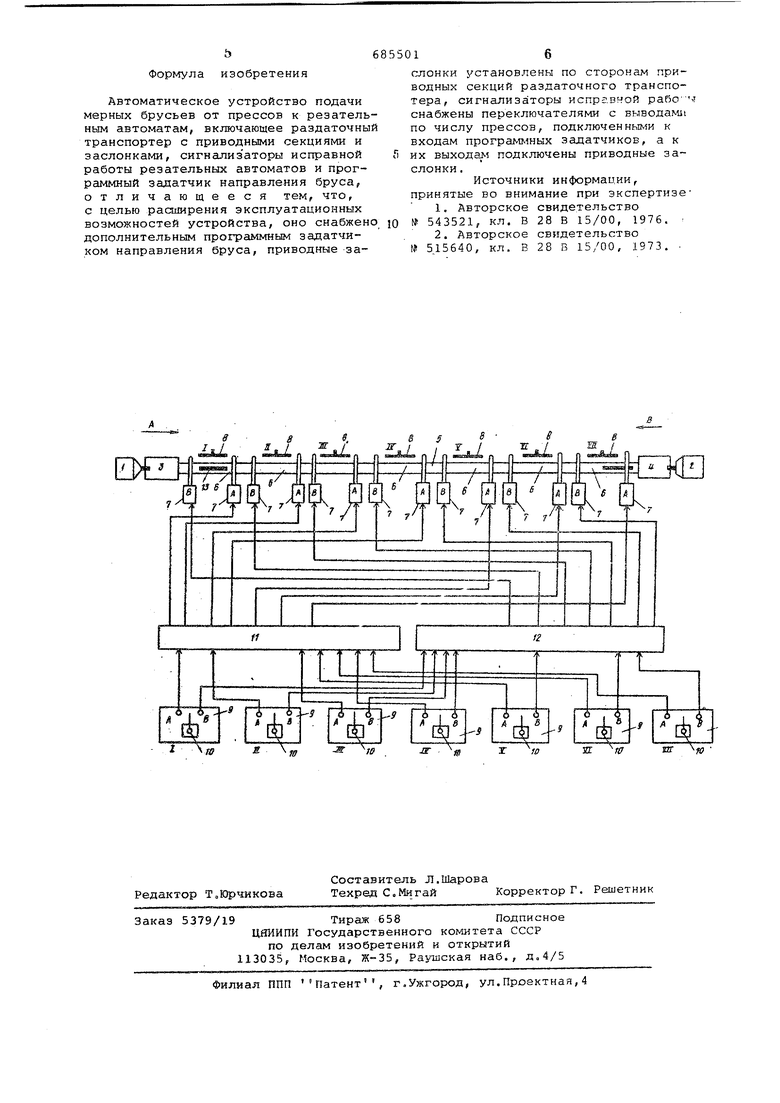
Изобретение относится к оборудованию для промьлшленности строительн материалов и может быть испапьзован при создании автоматизированных уст новок по производству кирпича и кер мических какмей. Известно автоматическое устройст подачи мерных глиняных брусьев от пресса к резательным автоматам 1, содержащее раздаточный транспортер с приводными секциями и заслонками, сигнализаторы исправной работы реза тельных автоматов и программный задатчик. Сигнализаторы, имеющие по одному выходу, подключены к делителям частоты задатчика. Устройство обеспечивает подачу мерных брусьев к резательным автоматам только от одного пресса. Известно другое автоматическое устройство подачи мерных брусьев от прессов к резательным автоматам, выключающее раздаточный транспортер сприводными секциями и заслонкаьда, сигнализаторы исправной работы резательных автоматов и программный за.датчик направления бруса 2. Это .устройство, наиболее близкое к изобретению, обеспечивает работу от одного из двух прессов, при этом другой пресс является резервным. При создании заводов повышенной производительности, содержащих десятки резательных автоматов и сушилок, необходимо использовать два-десять таких устройств, не связанных между собой. В этом случае для обеспечения бесперебойности каждое из устройств должно содержать резервную линию резки и сушки, что требует больших капитальных эксплуатационных и энергетических затрат. При неисправностях пресса или линии подготовки сырья ряд сушилок простаивает, что также связано с дополнительными затратами и ухудшением качества сушки. Целью изобретения является расширение эксплуатационных возможностей устройства. Это достигается тем, что автоматическое устройство подачи мерньсс брусьев от прессов к резательным автоматам, включающее раздаточный транспортер с приводными секциями и заслонками, сигнализаторы исправной работы резательных автоматов и программный задатчик направления бруса, снабжено дополнительным программным задатчиком направления бруса, при этом приводные заслонки установлены по сторонам приводных секций раздаточного транспортера, сигнализаторы исправной работы снабжены переключателями с выводами по числу прессов, подключенными к входам программных задатчиков, а к их выходам подключен приводные заслонки. На чертеже схематически показано автоматическов устройство подачи мер ных брусьев к резательньам автоматам. Устройство содержит прессы 1 и 2 .автоматы 3 и 4 отрезки брусау установленные соответственно слева и спр ва от раздаточного транспортера 5 вдоль его оси. Раздаточный транспортер содержит приводные секции 6 и за слонки 7, соответствующие каждому из резательных автоматов 8, установленн вдоль раздаточного транспортера и снабженных сигнализаторами исправной работы 9, Каждый из сигнализаторов содержит переключатели 10 на три положения - А, в и О с двумя выходами А иВ, подключенными к входам соответственно основного 11 и дополнительного 12 программных задатчиков направления бруса. В положении О сигнал отсутствует на обоих выходах. Основной програмг-жый задатчик обеспечивает включение приводных секций б и заслонок 7 для подачи мерного бруса 13 от автомата 3 пресса 1, а дополнительный программный задатчик от автомата 4 пресса 2, причем основной программный задатчик управляет подачей бруса на те автоматы, у которых переключатель 10 сигнализа тора 3 наход1-ггся в положении А, а дополнительный программный задэтчик на те автоматы, у которых этот переключатель находится в положении В, При нулевом .положении переключателя или наличии сигнала о неисправности соответствующего автомата брус на него не подается. Основной программный задатчик 11 управляет заслонками 7, обозначенными индексом А, и обеспечивает включение секций 6 в направлении, показанном стрелкой А, Дополнительный программный задатчик 12 управляет заслонками 7, обозначе ными индексом В, и обеспечивает вклю Чение секций 6 в направлении, показанном стрелкой В. Устройство работает следуюидим образом. Оба пресса 1. и 2 непрерывно формглиняный брус. Автоматы 3 и 4 соответственно отрезают мерные брусья 1 которые подаются с двух концов на раздаточный транспортер 5. Предполо жим, что из шести изображённых на чертеже резательных автоматов у пер вых двух и четвертого (считая от пресса 1) переключатель 10 находитс в положении А, у третьего, - -в нулев положении и у пятого и шестого - в положении В, В этом случае правая заслонка 7В четвертого и левая засл ка 7А пятого автоматов опускаются, определяя границы двух систем управения: первой, состоящей из пресса 1, автомата 3 и резательных автоматов 8 (I-IV), и второй, состоящей из пресса 2, автомата 4 и резательных автоматов 8 (V и VI). Брус от пресса 1, отрезанный автоматом 3, по командам основного программного задатчика 11 распределяется между резательными автоматами 8 {1-1У){на автомат 8 III брус подается только при включении переключателя 10 этого автомата в положение А, при положениях и В этот автомат является транзитным). Отформованный прессом 2 и отрезанный автоматом 4 мерный брус по команде дополнительного программного задатчика 12 распределяется между резательными автоматагли 8 (V и VI) . Для этого основной программный задатчик 11 в соответствии с заданным алгоритмом распределения управляет приводными секциями, соответствующими автоматам 8 (I-IV), обеспечивая движение бруса в направлении от пресса 1, и правыми заслонками этих автоматов. Дополнительный программный задатчик 12 управляет в этом случае секциями, соответствующими автоматам 8 {V и VI) и левыми заслонка ии зтих автоматов. При равномерном распределении брусьев от пресса 1 заслонка 7А первого автомата опускается каждый третий раз, заслок5 а 7А второго - каждый второй раз, заслонка 7А третьего автомата постоянно поднята и заслонка 7А четвертого автомата опущена. Заслонки 7в этих автоматов по.дняты. У пятого и шестого автоматов постоянно подняты заслонки 7А. Заслон- ка 7в у пятого автомата опускается через раз, а у шестого опущена постоянно. Если оператор меняет положение каких-либо переключателей 10, соответственно изменяется число автоматов, питающихся от прессов 1 и 2. Так, если переключатель сигнализатора четвертого автомата привести в положение В, fero заслонка 7А поднимается, а 7В Опускается. Заслонка 7й третьего автомата опущена, постоянно. В этом случае первые два автомата работают от пресса 1, третий остается выключенным, а четвертый, пятый и шестой получают брус от пресса 2. Аналогично изменяется программа при измекенин положений остальных переключателей. Устройство обеспечивает одновременную работу нескольких прессов при любом числе многострунных резательных автоматов, разделенных оператором либо автоматическим устройством на группы при любом числе автоматов в каждой из групп, а также работу всех автома,тов от одного из прессов.
Формула изобретения
Автоматическое устройство подачи мерных брусьев от прессов к резательным автоматам, включающее раздаточный транспортер с приводными секциями и заслонками, сигнализаторы исправной работы резательных автоматов и программный задатчик направления бруса, отличающееся тем, что, с целью расширения эксплуатационных возможностей устройства, оно снабжено дополнительным программным задатчиком направления бруса, приводные заслонки установлены по сторонам приводных секций раздаточного транспотера, сигнализаторы исправной снабжены переключателями с выводами по числу прессов, подключенны и к входам программных задатчиков, а к их выходал подключены приводные заслонки .
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство
№ 543521, кл. В 28 В 15/00, 1976.
2.Авторское свидетельство
№ 5 15640, кл. В 28 В 15/00, 1973. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая поточная линия для производства керамических изделий | 1975 |
|
SU596450A1 |
| Установка для производства керамических камней | 1976 |
|
SU607737A1 |
| Линия для производства керамических изделий | 1988 |
|
SU1616822A1 |
| Автомат для отрезки мерного глиняного бруса | 1982 |
|
SU1041301A1 |
| Автомат-укладчик кирпича-сырца на сушильные рамки | 1983 |
|
SU1150084A1 |
| Автомат для групповой резки кирпича | 1984 |
|
SU1219374A1 |
| АВТОМАТ ДЛЯ РЕЗКИ ПЛАСТИЧНОГО БРУСА | 2015 |
|
RU2581434C1 |
| Установка для формования и резки глиняного бруса | 1990 |
|
SU1761501A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ И РЕЗКИ ГЛИНЯНОГО БРУСА | 1991 |
|
RU2030995C1 |
| Автомат для групповой резки кирпича | 1983 |
|
SU1161403A1 |
г АЯ е Г V5-гг ож №
